Introduction
Compression set failures are often treated as process problems.
The foam plant checks catalyst balance. The engineer raises the index. Crosslinker dosage is increased. Cure temperature is reviewed. Density is checked again. Each correction may improve the foam slightly, but the compression set problem does not fully disappear.
When this happens, the issue may not be the process. It may be polyol functionality.
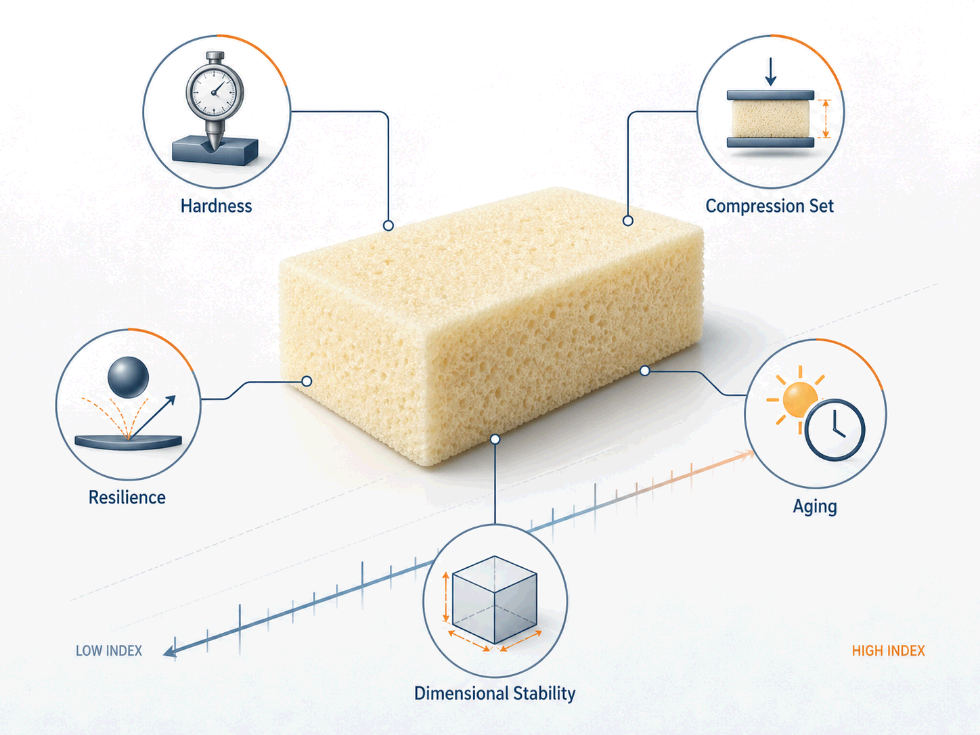
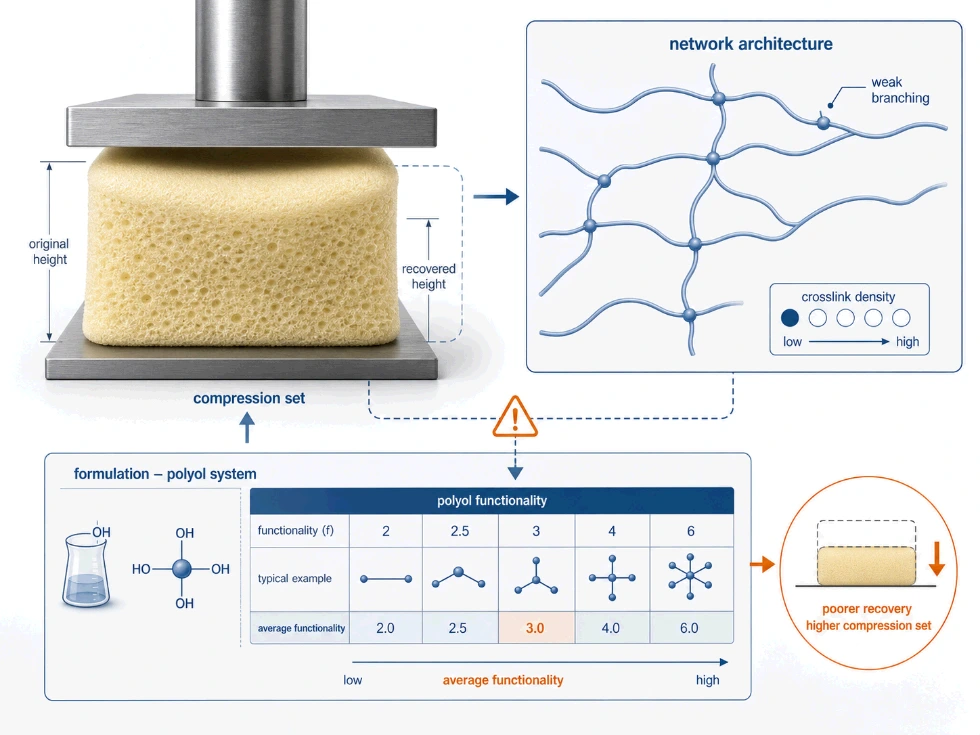
Polyol functionality controls how many reactive hydroxyl groups each molecule contributes to the polymer network. It controls branching, junction points, network architecture, creep resistance, and compression set performance.
- Hydroxyl value tells you how much isocyanate the polyol needs.
- Functionality tells you what kind of network the polyol can build.
Confusing these two values leads to the wrong correction. A foam plant may keep adjusting OHV, catalyst, crosslinker, or index while the real problem is insufficient network architecture.
This article explains four polyol functionality mistakes that create PU foam compression set problems and how to avoid them in formulation review.
Why Functionality Mistakes Are Difficult to Diagnose
Polyol functionality problems are difficult to diagnose because they can look like other foam problems.
A low-functionality network may show:
- High compression set
- Poor recovery
- Creep under sustained load
- Lower durability
- Marginal resilience
- Field complaints after use
- Partial response to crosslinker increase
- Partial response to index adjustment
These symptoms can make the plant believe the issue is catalyst, cure, crosslinker, density, or index. Those variables matter, but they do not always solve the root cause.
If the base polyol system does not provide enough branching, the foam network is structurally limited before production begins.
This is why functionality should be reviewed whenever compression set problems persist after normal process and index corrections.
Mistake 1: Raising OHV to Fix a Functionality Problem
The first mistake is trying to fix compression set by raising OHV when the real problem is functionality.
This happens because engineers often associate higher OHV with stronger foam.
But OHV and functionality are not the same:
- OHV measures reactive hydroxyl groups per gram.
- Functionality measures reactive hydroxyl groups per molecule.
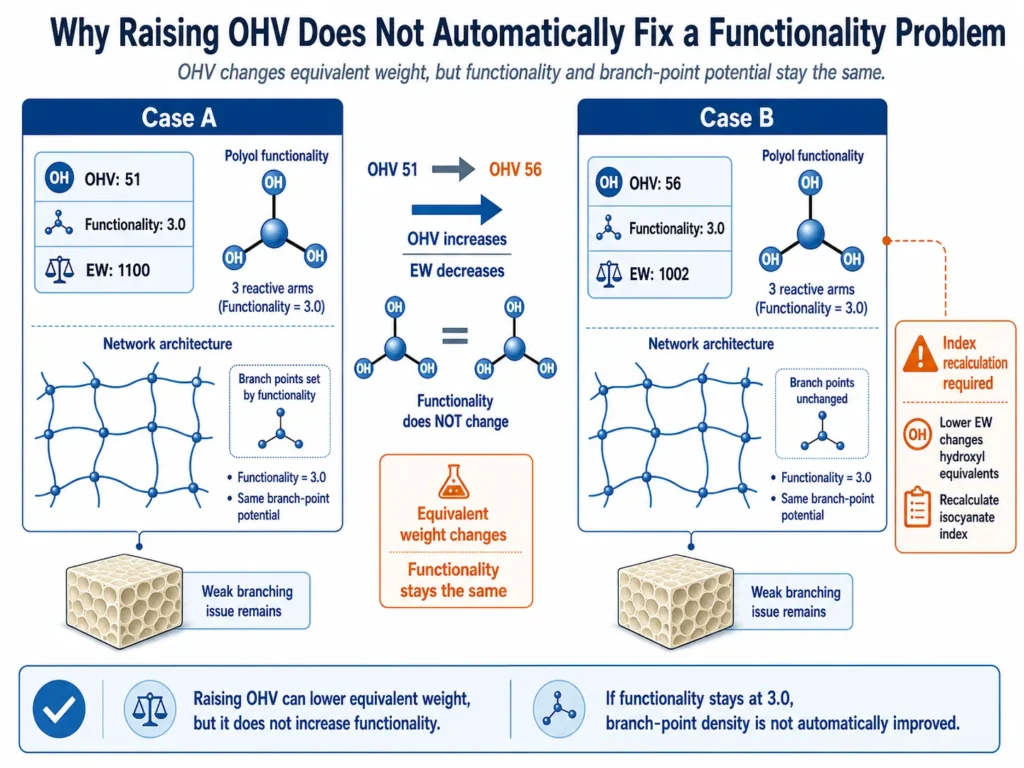
Changing OHV changes equivalent weight and isocyanate demand. It does not automatically create more network branch points.
| Parameter | Polyol A | Polyol B |
|---|---|---|
| OHV | 51 | 56 |
| Functionality | 3.0 | 3.0 |
| Equivalent Weight | 1,100 | 1,002 |
| Molecular Weight | 3,300 | 3,006 |
| Network Junctions Per Molecule | 3 | 3 |
The higher-OHV polyol changes stoichiometry, but the functionality remains the same. The number of junction points per molecule has not improved.
If the compression set problem is caused by insufficient branching, simply raising OHV may not solve it. It may only create a new index-calculation requirement.
The rule is simple:
- Do not use OHV to solve a functionality problem.
- Use OHV for equivalent weight and index calculation.
- Use functionality to evaluate network architecture.
Mistake 2: Not Calculating Average Functionality in Blended Polyol Systems
Most flexible foam formulas use more than one polyol. A formulation may include:
- Base polyol
- Polymer polyol
- Specialty polyol
- Graft polyol
- High-functionality modifier
- Softening polyol
Each component can have a different functionality.
The mistake is using the base polyol functionality as if it represents the whole polyol system. It does not. The blend has its own average functionality.
If the formula uses blended polyols, average functionality must be calculated. A simplified formula is:
Average Functionality = Total OH Equivalents ÷ Total Moles of Polyol
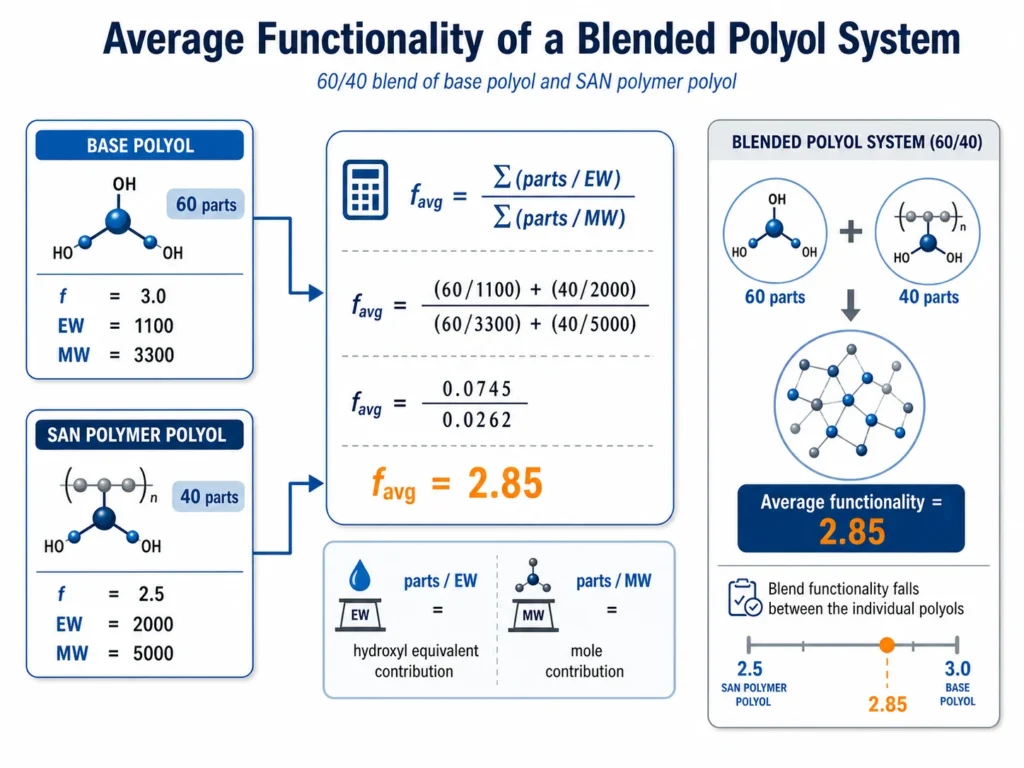
Or: f_avg = Σ(parts ÷ EW) ÷ Σ(parts ÷ MW)
Example blend:
| Polyol | Parts | Functionality | EW | MW |
|---|---|---|---|---|
| Base polyol | 60 | 3.0 | 1,100 | 3,300 |
| SAN polymer polyol | 40 | 2.5 | 2,000 | 5,000 |
Calculation:
- Base OH equivalents: 60 ÷ 1,100 = 0.05455
- SAN OH equivalents: 40 ÷ 2,000 = 0.02000
- Total OH equivalents: 0.07455
- Base moles: 60 ÷ 3,300 = 0.01818
- SAN moles: 40 ÷ 5,000 = 0.00800
- Total moles: 0.02618
- Average functionality: 0.07455 ÷ 0.02618 = 2.85
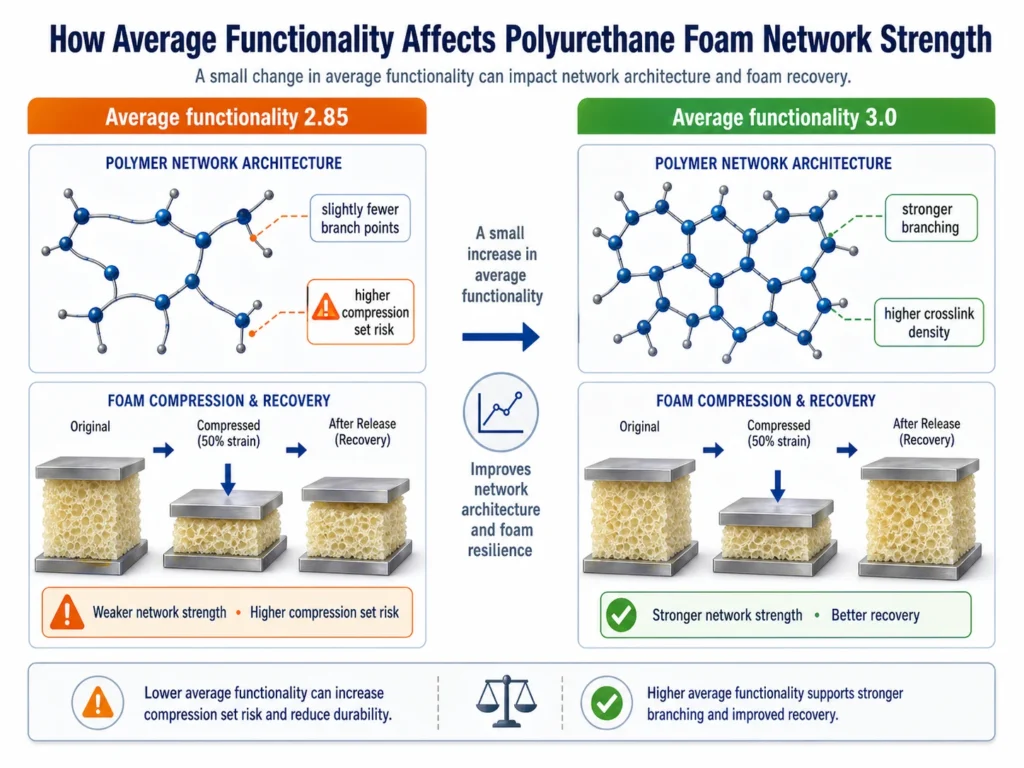
The system may appear to use a trifunctional base polyol, but the actual blended average is 2.85. That matters for compression set and recovery.
Why Average Functionality Matters
A blended polyol system can have a lower effective functionality than expected. This can happen even when the base polyol looks correct.
If the average functionality drops too low, the foam network may become less branched. That can increase creep and compression set risk.
A system around f = 2.85 may still work in many flexible foam applications, but it may sit closer to the edge of compression set requirements than a system closer to f = 3.0.
The key point is not that every blend must have the highest possible functionality. The key point is that the engineer must know the actual blend functionality before diagnosing compression set problems.
Without this calculation, the plant may keep correcting symptoms instead of understanding the network limitation.
Mistake 3: Trusting Polymer Polyol TDS Functionality Blindly
Polymer polyols can make functionality interpretation more complicated.
A polymer polyol Technical Data Sheet may list a nominal functionality value. But that number may not fully describe the effective network contribution of the material in your blend.
Polymer polyols can contain:
- Carrier polyol
- SAN solids
- Molecular weight distribution effects
- Different effective reactive contribution
- Blend behaviour that differs from the simple TDS number
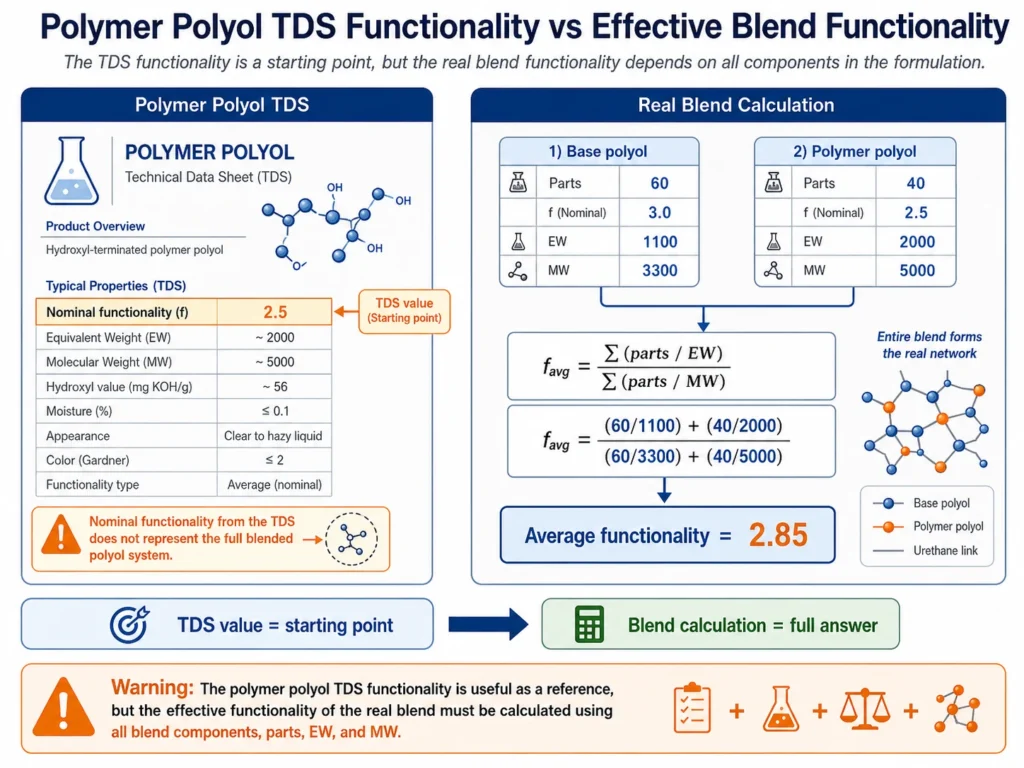
This does not mean the TDS is useless. It means the TDS is the starting point, not the full formulation answer.
For blended systems, the engineer should calculate the effective average functionality from the actual formulation components. If a polymer polyol makes up a large part of the formula, its effective contribution matters.
Using only the base polyol functionality can overestimate the network quality of the blend.
The rule is: for blended polyol systems, calculate average functionality from the blend. Do not assume it from one TDS value.
[IMAGE 5 — POLYMER POLYOL TDS VS BLEND] Placement: After the section “Mistake 3”, before “Mistake 4”. Filename:
polymer-polyol-tds-functionality-blend-mistake.jpgALT text: Polymer polyol TDS functionality mistake in blended polyurethane foam systems Caption: Polymer polyol TDS functionality should be checked against the effective functionality of the full blend. ChatGPT image prompt: “Create a clean side-by-side technical infographic showing polymer polyol TDS functionality versus effective blend functionality. Left side: Polymer Polyol TDS showing nominal functionality. Right side: real blend calculation including base polyol, polymer polyol, parts, EW, MW, and resulting average functionality. Add a warning that the TDS value is a starting point, not the full blend answer. Professional industrial consultancy style, white background, blue and grey palette with subtle orange highlights. No logos. No brand names.”
Mistake 4: Switching Polyol Supplier Without Verifying Functionality
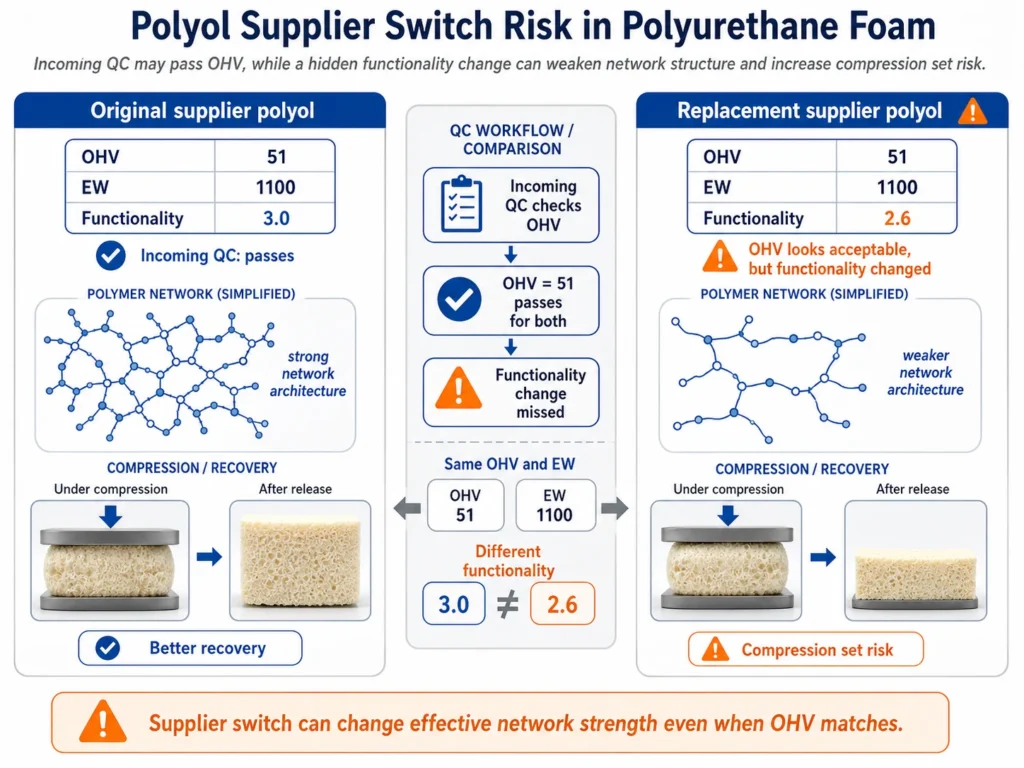
A supplier switch can change foam performance even when OHV appears unchanged. This is one of the most dangerous functionality mistakes.
A new supplier may offer a replacement polyol with the same OHV and similar viscosity. Incoming QC may pass. Equivalent weight may be the same. The index calculation may not change.
But functionality may be different.
| Property | Original Polyol | Replacement Polyol |
|---|---|---|
| OHV | 51 | 51 |
| Equivalent Weight | 1,100 | 1,100 |
| Functionality | 3.0 | 2.6 |
| Index Calculation | Same | Same |
| Network Architecture | Stronger branching | Lower branching |
The formula may look unchanged. But the foam network is different.
The issue may not appear immediately on the production floor. It may show up later through compression set, creep, or field returns.
This is why a supplier switch is a formulation event. It should trigger:
- OHV review
- Equivalent weight calculation
- Functionality verification
- Average functionality review
- Trial validation
- Compression set testing
- Recovery testing
- Final formulation approval
Same OHV does not guarantee same network architecture.
What These Mistakes Look Like in Production
Functionality mistakes often appear as persistent foam problems that do not respond cleanly to normal corrections.
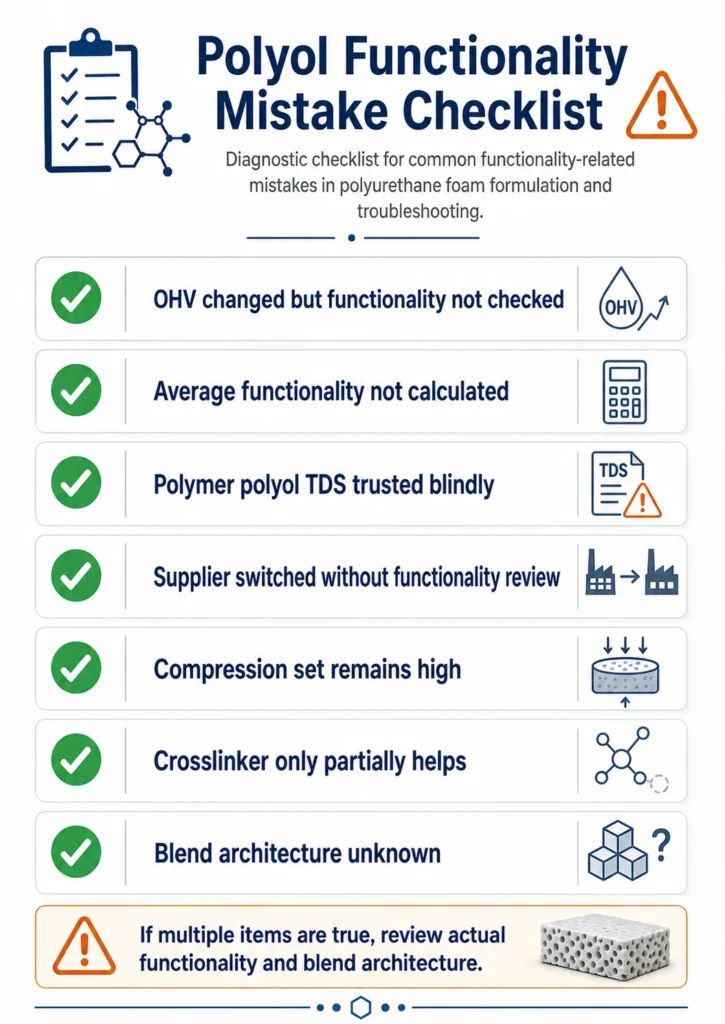
Common symptoms include:
- Compression set remains high
- Crosslinker helps only slightly
- Index increase helps temporarily but does not solve the issue
- Foam creeps under sustained load
- Recovery weakens after aging
- Customer complaints appear weeks after production
- Supplier change happened before the issue
- Blended polyol system was never reviewed
- Average functionality is unknown
- OHV looks correct but foam performance changed
The key warning sign is this: the formula looks stoichiometrically correct, but the foam network behaves incorrectly.
That is when functionality must be reviewed.
Production Checklist for Polyol Functionality Review
Use this checklist when reviewing functionality-related foam problems:
| Review Point | Question |
|---|---|
| OHV vs functionality | Are these being treated as separate values? |
| Base polyol | What is the functionality of the base polyol? |
| Polymer polyol | What is the functionality and effective contribution? |
| Blend calculation | Has average functionality been calculated? |
| Supplier change | Did functionality change with a new supplier? |
| Same OHV check | Are two same-OHV polyols being assumed equivalent? |
| Compression set | Is failure continuing after normal corrections? |
| Crosslinker response | Does crosslinker only partially improve the result? |
| Index status | Is the index correct but performance still weak? |
| Network architecture | Does the polyol system have enough branching? |
| Trial validation | Were compression set and recovery tested after any supplier or blend change? |
This checklist helps separate stoichiometric problems from network architecture problems.
Correct Workflow for Functionality Troubleshooting
When compression set persists, use this workflow:
- Confirm compression set test method and result.
- Verify density, cure, index, and water level.
- Confirm OHV and equivalent weight.
- Review base polyol functionality.
- Review polymer polyol functionality.
- Calculate average functionality for the blend.
- Check whether a supplier switch occurred.
- Compare same-OHV polyols for functionality differences.
- Review whether crosslinker is compensating for low branching.
- Decide whether the correction requires a formulation change.
The goal is to avoid endless process adjustments when the real issue is polyol architecture.
Use the PolymerIQ Equivalent Weight Calculator
The PolymersIQ Equivalent Weight Calculator helps calculate EW from OHV so you can build accurate functionality and blend calculations.
Use it when reviewing polyol OHV, comparing same-OHV polyols, preparing average functionality calculations, checking formula stoichiometry, or reviewing supplier changes.
Open the Equivalent Weight Calculator →
For the foundation explanation of polyol functionality, read Polyol Functionality in Polyurethane Foam: What It Means and Why It Matters.
For the technical network article, read How Polyol Functionality Controls Crosslink Density and Compression Set.
For the OHV explanation, read Hydroxyl Value in Polyurethane Foam: What OHV Means and How to Calculate Equivalent Weight.
For the complete equivalent weight guide, read Equivalent Weight in Polyurethane Foam: Complete Calculation Guide.
FAQs
What are the most common polyol functionality mistakes in PU foam production?
The four most common mistakes are: raising OHV to fix a functionality problem (these are different values that solve different problems), not calculating average functionality in blended polyol systems, trusting polymer polyol TDS functionality blindly without verifying its effective contribution to the blend, and switching polyol supplier without verifying that the replacement has the same functionality as the original.
Why doesn’t raising OHV solve compression set problems caused by low functionality?
OHV controls equivalent weight and isocyanate demand. Functionality controls how many junction points each polyol molecule contributes to the network. A higher-OHV polyol with the same functionality has a smaller molecule, but the number of branch points per molecule is unchanged. If compression set fails because the network has too few branch points, increasing OHV alone won’t add the missing branching — it will only change the stoichiometry.
How do I calculate average functionality in a blended polyol system?
Use this formula: f_avg = Σ(parts ÷ EW) ÷ Σ(parts ÷ MW). For each polyol in the blend, calculate OH equivalents (parts ÷ EW) and moles (parts ÷ MW). Sum each across all polyols, then divide total OH equivalents by total moles. The result is the actual average functionality of the blend, which can be different from the base polyol’s nominal functionality.
Can a 60/40 base/polymer polyol blend have lower functionality than the base polyol?
Yes. If the polymer polyol has lower functionality than the base polyol (e.g., 2.5 vs 3.0), the blended average will sit between the two values, weighted by mole contribution. A 60/40 blend of f=3.0 base polyol and f=2.5 polymer polyol typically gives an average around f=2.85, not 3.0. This drop can be enough to push the network closer to compression set risk in tight-spec applications.
Why is polymer polyol functionality complicated to interpret?
Polymer polyols contain a carrier polyol plus dispersed solids (SAN, PHD, or similar). The TDS may list a nominal functionality value, but the effective contribution to the network depends on the carrier’s functionality, the solids content, the molecular weight distribution, and how the system reacts during foam formation. The TDS number is a starting point, not the complete answer for blend calculations.
Can a same-OHV polyol from a different supplier really change foam performance?
Yes — this is one of the most dangerous functionality mistakes. Two polyols with the same OHV (e.g., 51 mg KOH/g) and the same equivalent weight (1,100 g/eq) can have different functionalities (for example 3.0 vs 2.6). The index calculation looks identical, but the network architecture is different. The replacement polyol may produce foam that meets initial hardness targets but fails compression set due to weaker branching.
What should I do when switching polyol suppliers?
Treat the supplier switch as a formulation event, not just a purchasing event. Verify OHV and EW, but also verify functionality. Calculate average functionality if the system is blended. Run a production trial that includes compression set and recovery testing — not just density and ILD. Approve the new formula only after confirming foam performance, not just stoichiometric numbers.
When should I suspect a polyol functionality mistake?
Suspect functionality when compression set remains high after standard corrections, when crosslinker increase only partially helps, when foam creeps under sustained load despite a correct index, when the formula looks stoichiometrically correct but performance has changed, when a supplier switch occurred before the issue appeared, or when the blended polyol system has never had its average functionality calculated.
Can I fix a low-functionality blend with crosslinker?
Crosslinkers can add local junction density and may give partial improvement, but they cannot fully replace the architecture of the base polyol system. The long polyol chains in the blend still carry their original structure. If the underlying average functionality is too low for the application, crosslinker tweaks treat the symptom while leaving the architecture problem in place. The better fix is usually to adjust the polyol grade or blend ratio.
Does this matter for HR foam and high-performance grades more than standard slabstock?
Yes. HR foam, automotive foam, molded foam, and high-load applications depend heavily on network architecture for compression set, creep, and durability. These foam grades are usually designed around tighter functionality targets, so functionality mistakes have larger consequences. Standard flexible slabstock with relaxed compression set requirements has more tolerance for functionality variation, but tight-spec products do not.
Key Takeaways
Polyol functionality mistakes can create compression set problems that process adjustments cannot fully solve.
The four most important mistakes are:
- Raising OHV to fix a functionality problem.
- Not calculating average functionality in blended polyol systems.
- Trusting polymer polyol TDS functionality blindly.
- Switching polyol supplier without verifying functionality.
OHV and functionality are not interchangeable:
- OHV controls equivalent weight and isocyanate demand.
- Functionality controls network architecture and branching.
A same-OHV replacement polyol can still create different foam performance if functionality changes. Blended systems need average functionality calculation.
If compression set keeps failing after catalyst, index, cure, and crosslinker corrections, the polyol system architecture should be reviewed.
Conclusion
If your foam is failing compression set and every process correction only gives partial improvement, the issue may be average polyol functionality.
PolymersIQ can help review your base polyol, polymer polyol, blend ratio, and effective network architecture to identify whether the formulation is structurally capable of meeting your compression set target.
To get accurate support, please share:
- Polyol grade(s), supplier(s), OHV, and reported functionality
- Polymer polyol type and TDS data
- Blend ratios and component parts
- Target compression set and observed test results
- Recent supplier switches or grade changes
- Description of the foam quality issue and adjustments already tried
Contact PolymerIQ for a polyol functionality review →