Introduction
NCO content is one of the most important raw material values in polyurethane foam formulation.
It tells you how much reactive isocyanate functionality is available in a given isocyanate material. That value directly affects equivalent weight, isocyanate demand, index calculation, and final foam properties.
Most foam plants understand that TDI or MDI reacts with polyol, water, crosslinkers, and chain extenders. But many plants treat the %NCO value as if it is fixed for a grade.
It is not fixed.
Every drum or batch can have a specific %NCO value. That value is normally reported on the Certificate of Analysis. If the formulation uses a general Technical Data Sheet value instead of the actual drum value, the index calculation may not reflect what is really being fed to the mixing head.
A small %NCO difference can change the isocyanate equivalent weight. Once equivalent weight changes, the same isocyanate parts no longer deliver exactly the same NCO equivalents.
This article explains what NCO content means, how to calculate isocyanate equivalent weight, why %NCO varies, and why this value must be treated as a live formulation input.
What Is NCO Content?
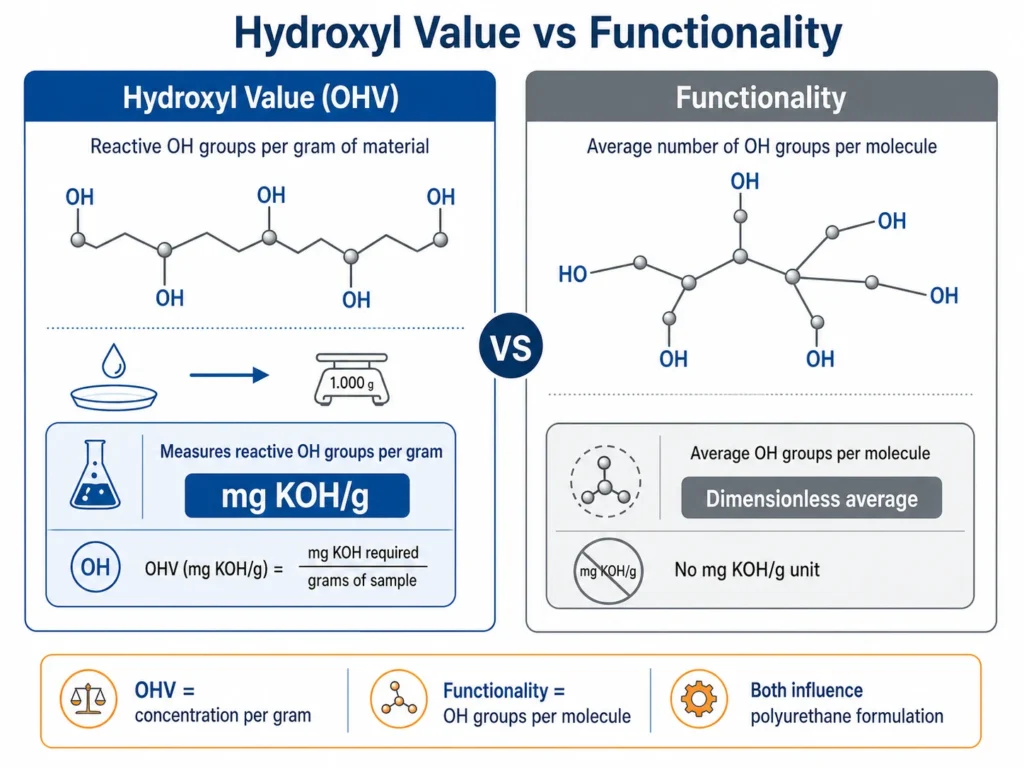
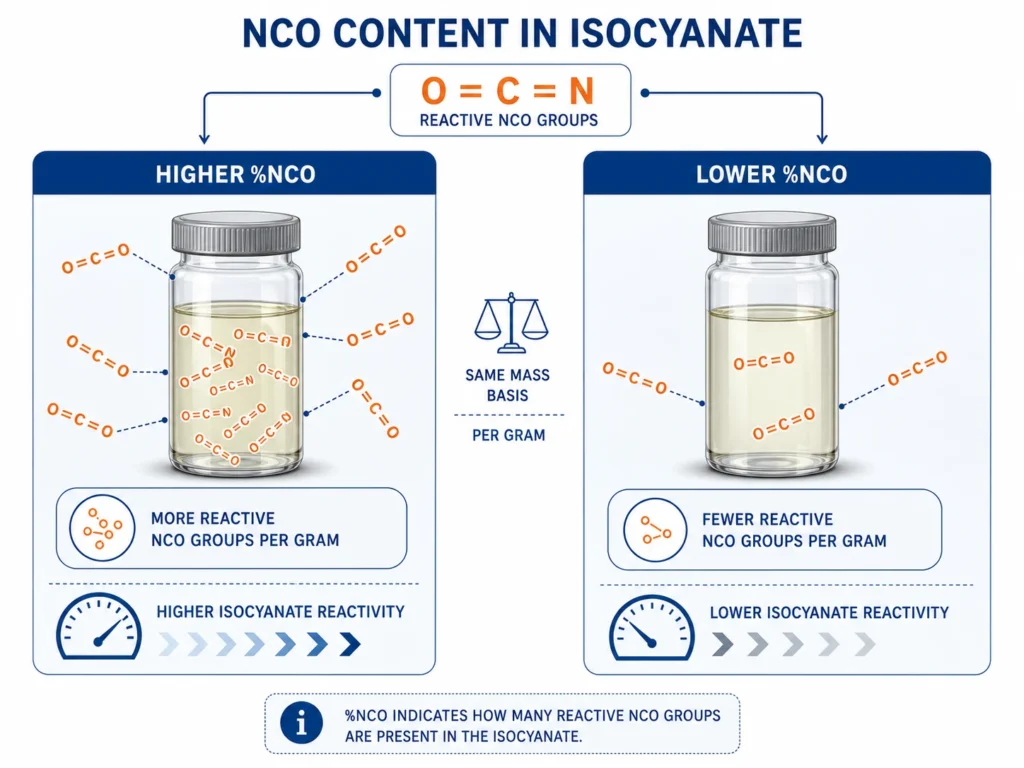
NCO content is the mass percentage of reactive isocyanate groups present in an isocyanate material. It is usually written as %NCO.
In practical terms, %NCO tells you how much of the isocyanate material is chemically available to react with active hydrogen components in the foam formula. Those reactive components may include:
- Polyol hydroxyl groups
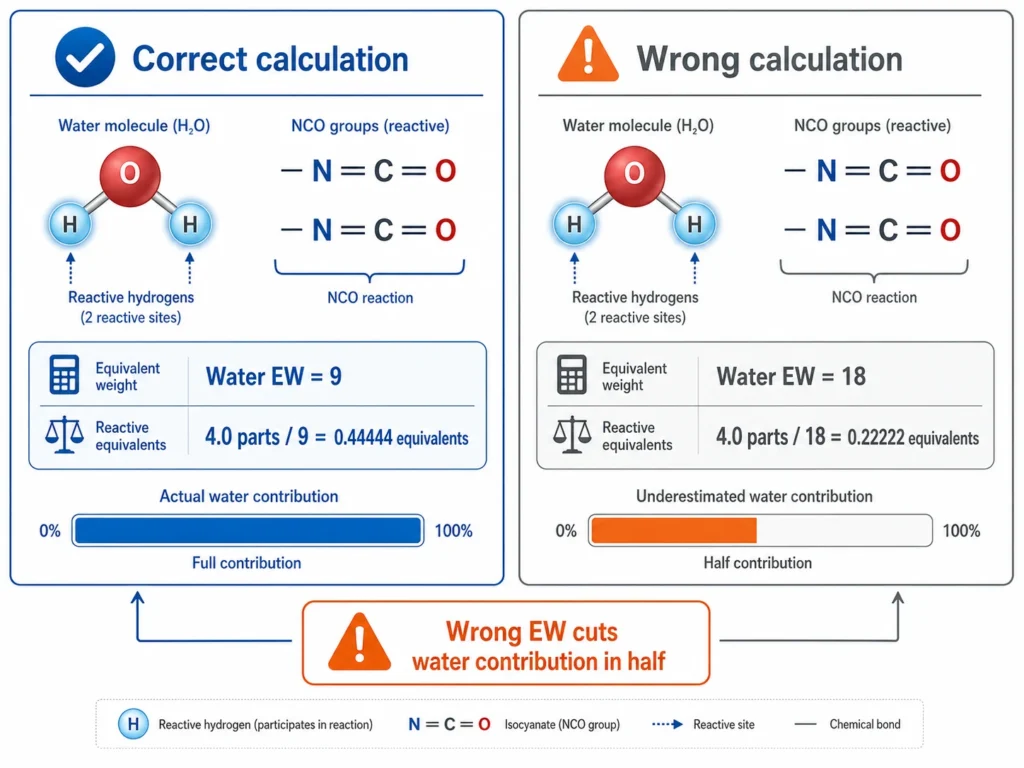
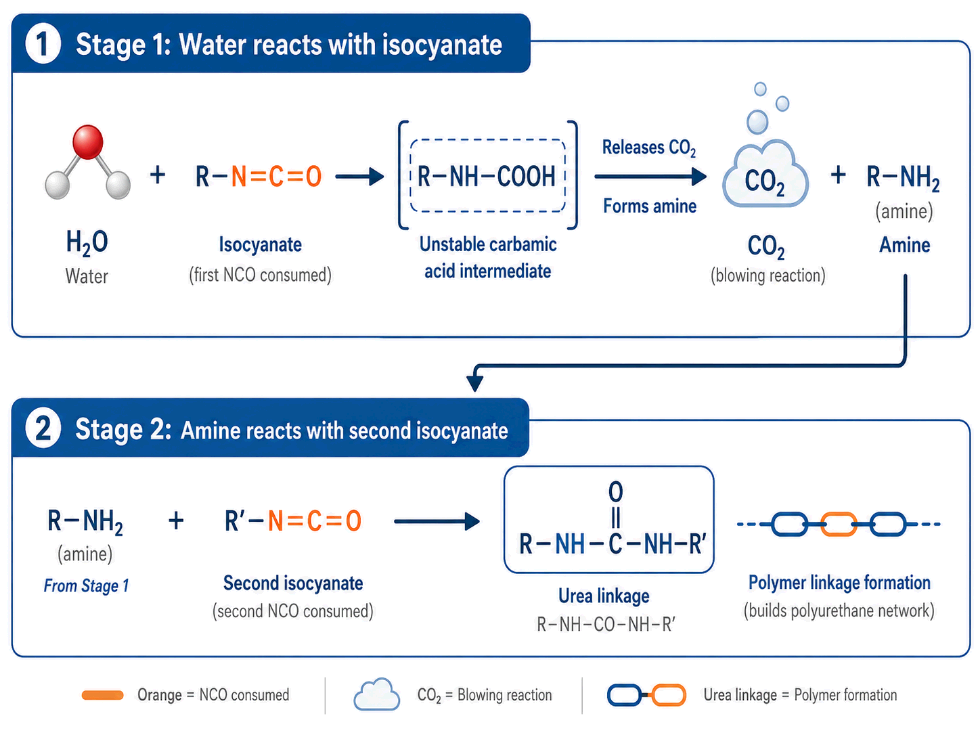
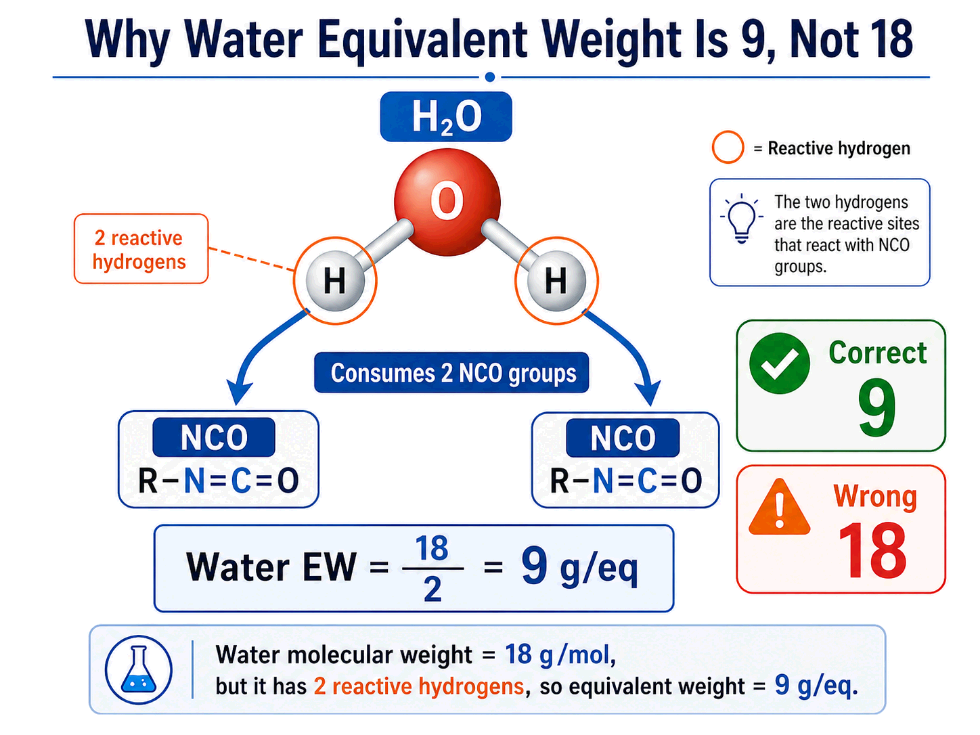
- Water
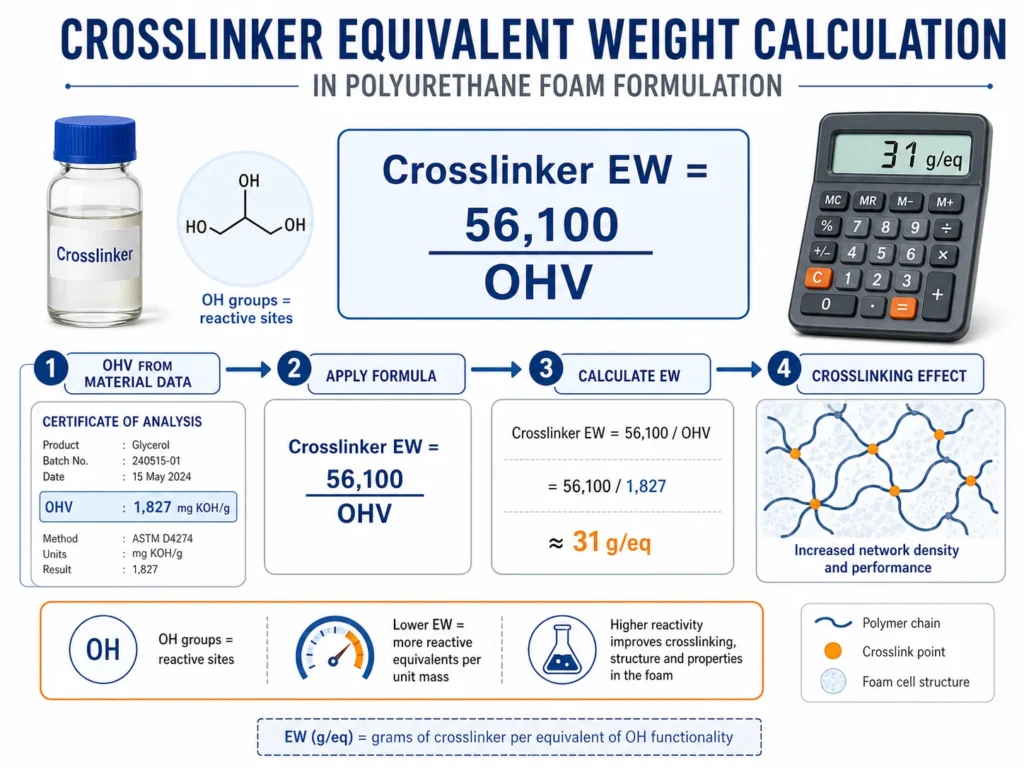
- Crosslinkers
- Chain extenders
- Amine-functional additives
- Other active hydrogen sources
A higher %NCO means more reactive NCO groups per gram of material. A lower %NCO means fewer reactive NCO groups per gram of material.
This matters because polyurethane formulation is not only about how many parts of TDI or MDI are added. It is about how many reactive NCO equivalents are delivered to the system.
Two isocyanate batches can have the same product name and still carry slightly different %NCO values. If the formula does not reflect that difference, the foam may not run at the intended index.
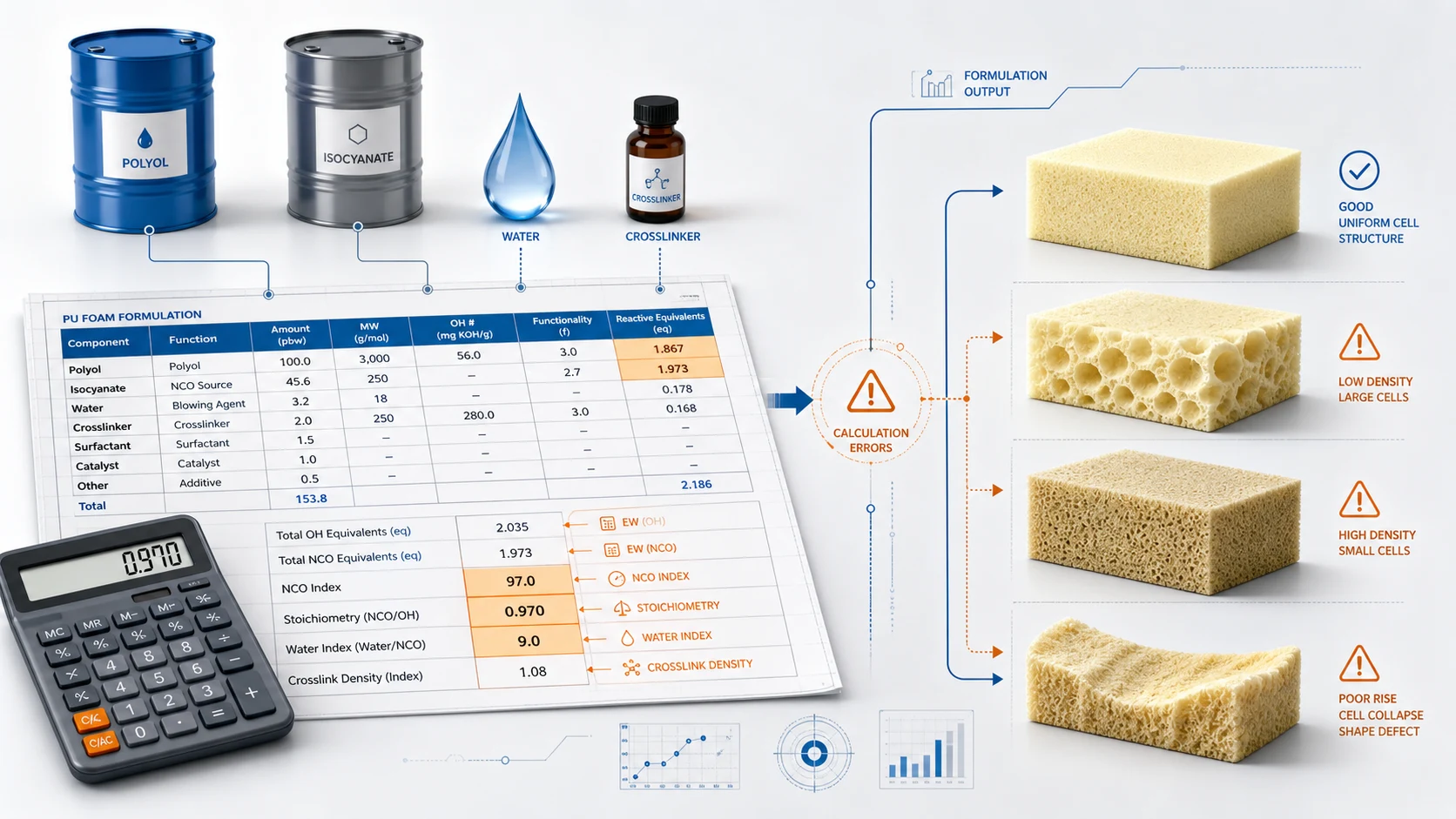
Why %NCO Matters in PU Foam Formulation
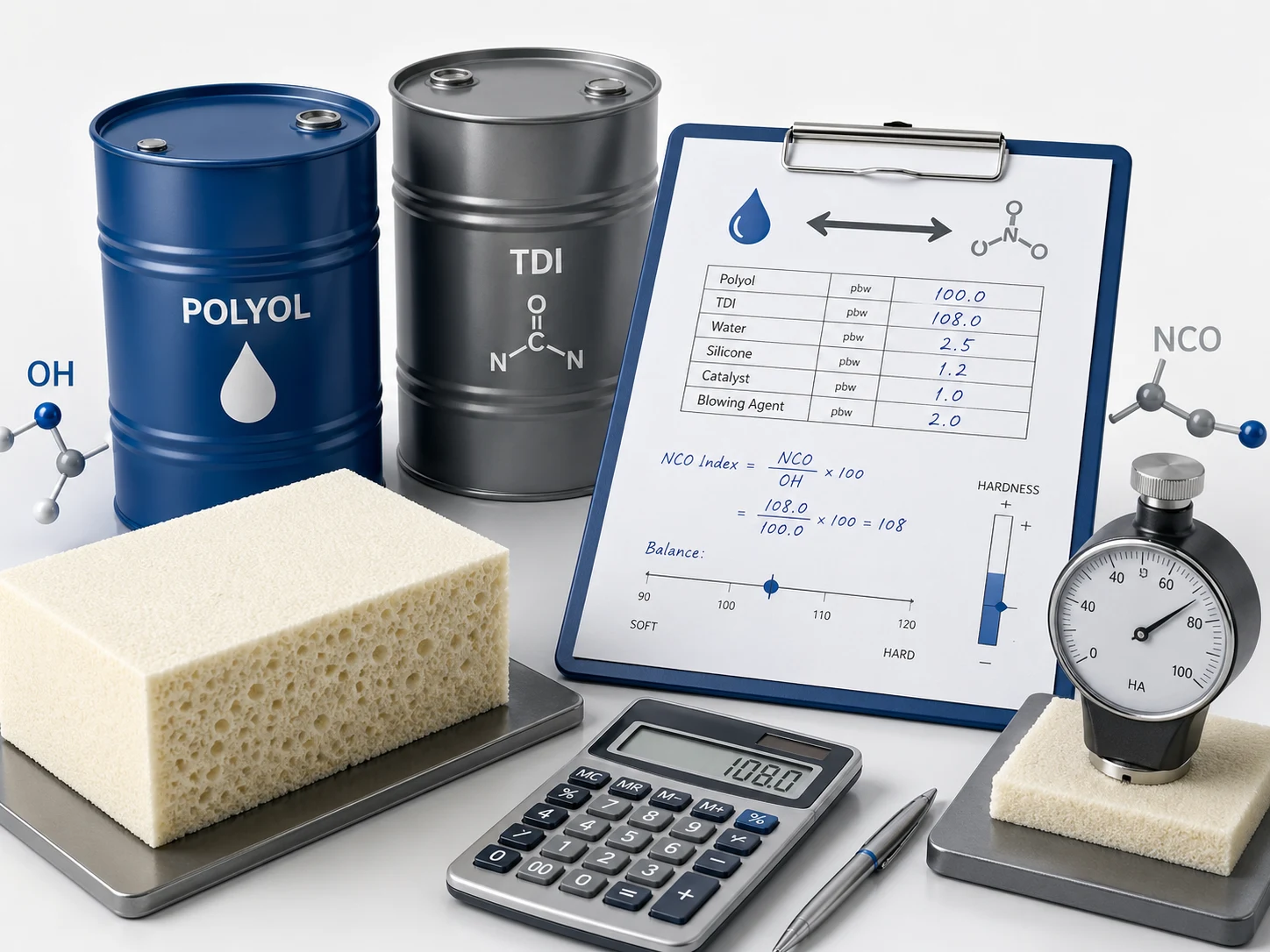
The isocyanate index depends on the relationship between NCO equivalents and reactive hydrogen equivalents.
If %NCO changes, the equivalent weight of the isocyanate changes. If equivalent weight changes, the number of NCO equivalents delivered by the same isocyanate parts changes.
This can affect:
- Actual isocyanate index
- Foam hardness
- Compression set
- Resilience
- Cure behaviour
- Crosslink density
- Batch-to-batch consistency
- Foam feel and performance
For example, if the %NCO is higher than the value used in the formula, the same weight of isocyanate delivers more NCO equivalents than expected. If the %NCO is lower than the value used in the formula, the same weight of isocyanate delivers fewer NCO equivalents than expected.
This is why %NCO is not only a supplier data point — it is a formulation control value.
Isocyanate Equivalent Weight Formula
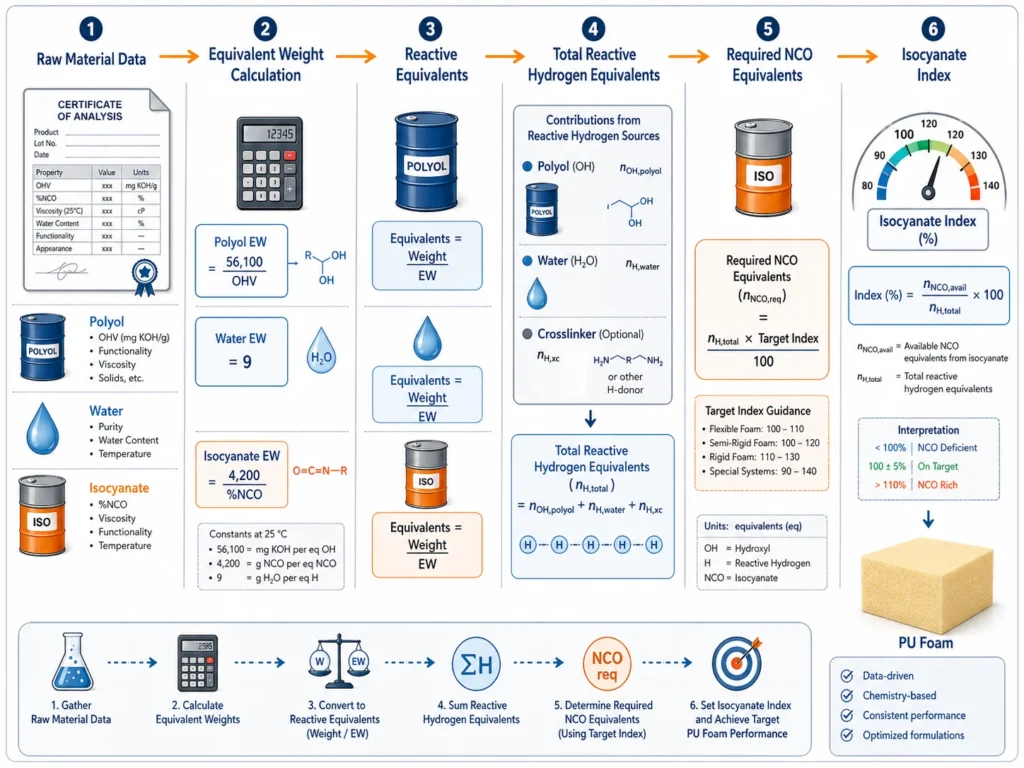
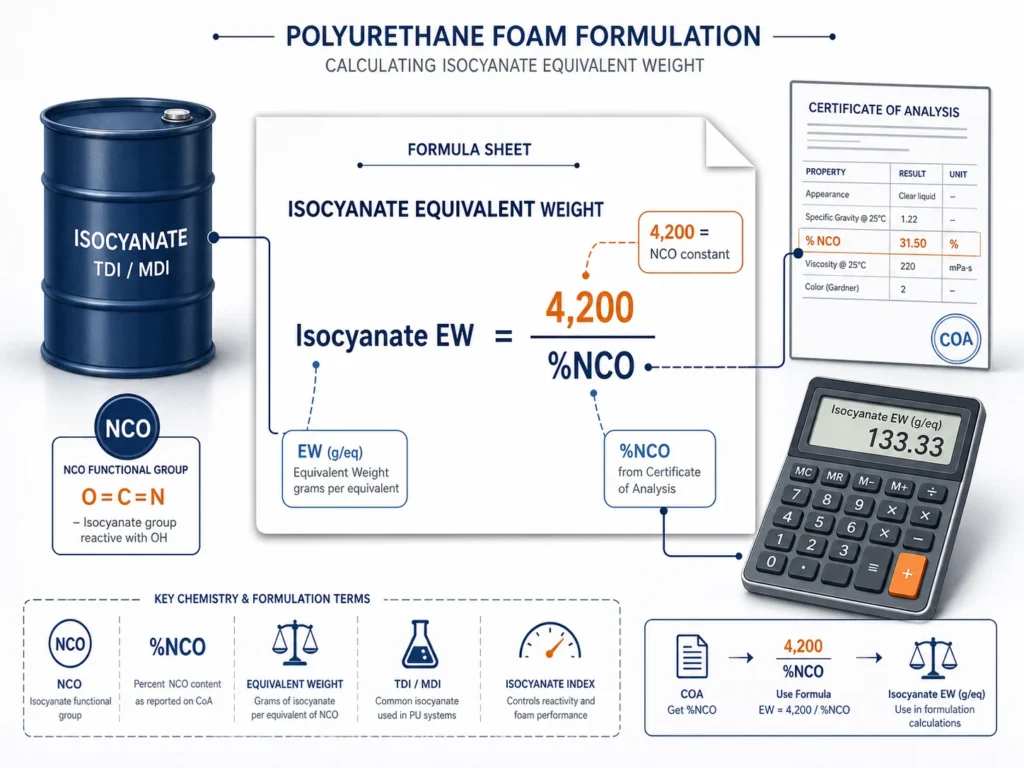
Isocyanate equivalent weight is calculated from %NCO. The formula is:
Isocyanate Equivalent Weight = 4,200 ÷ %NCO
Where:
- Equivalent weight is expressed in g/eq
- %NCO is the actual NCO content of the isocyanate
- 4,200 is the molecular weight of the NCO group (42 g/mol) multiplied by 100
The constant 4,200 does not change. The variable is %NCO.
This formula applies to TDI, MDI, polymeric MDI, and modified isocyanates, as long as the actual %NCO value is known.
Worked Examples: TDI and MDI Equivalent Weight
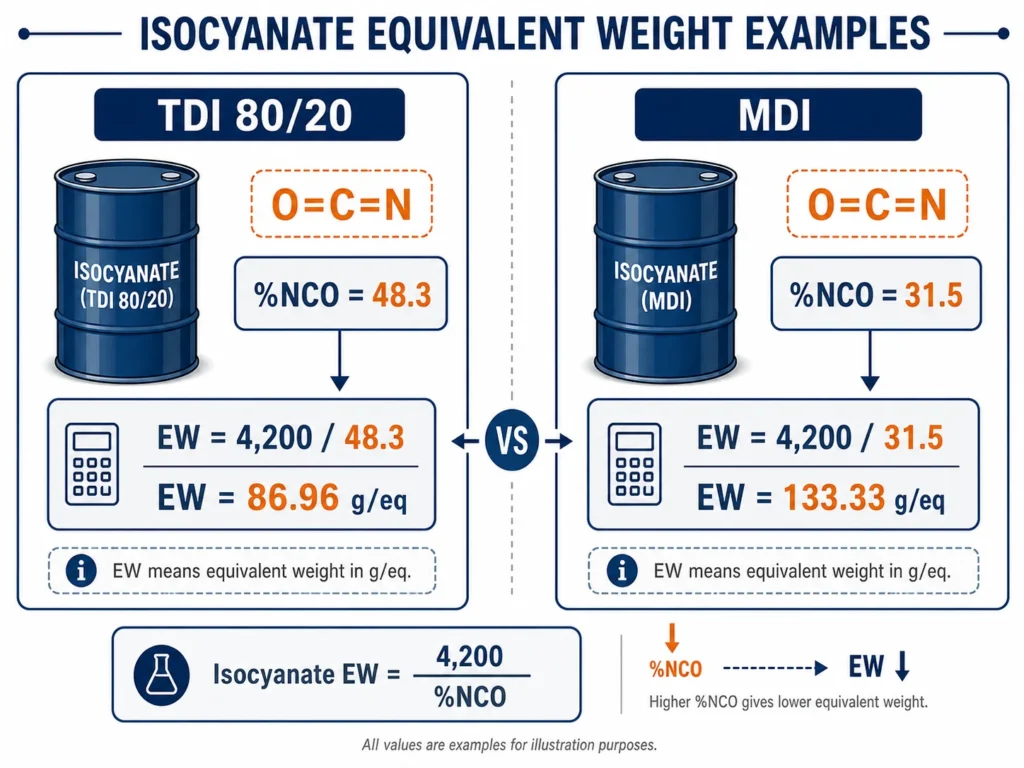
Example 1: TDI 80/20
If a TDI drum has %NCO = 48.3:
EW = 4,200 ÷ 48.3 = 86.96 g/eq
So the isocyanate equivalent weight is approximately 87 g/eq.
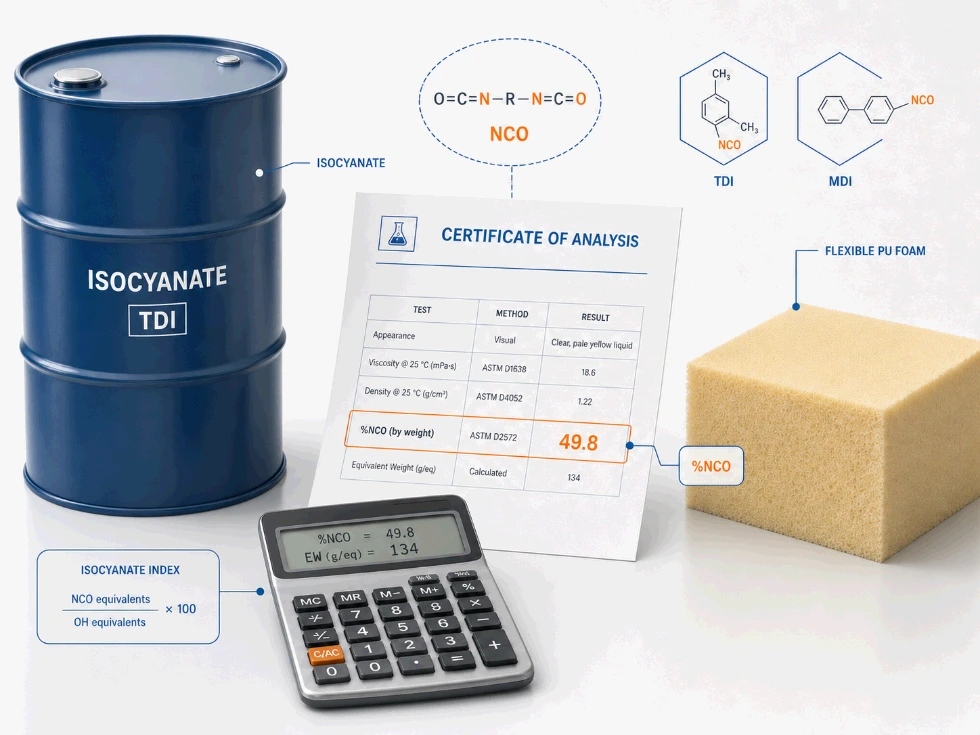
Example 2: MDI
If an MDI material has %NCO = 31.5:
EW = 4,200 ÷ 31.5 = 133.33 g/eq
So the isocyanate equivalent weight is approximately 133 g/eq.
The calculation method is the same. Only the %NCO value changes.
This is why the actual %NCO value from the drum or batch is important. The formula should not assume that every drum has exactly the same reactive content.
How %NCO Changes Isocyanate Equivalent Weight
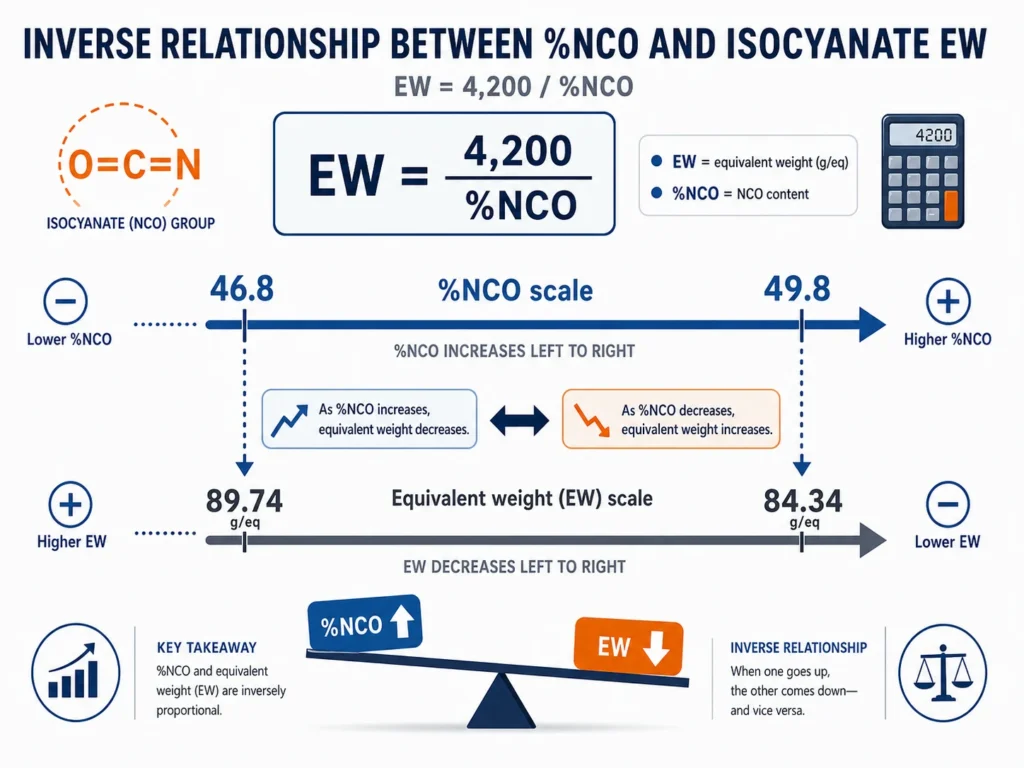
The relationship between %NCO and equivalent weight is inverse:
- If %NCO increases, equivalent weight decreases.
- If %NCO decreases, equivalent weight increases.
That means higher %NCO material delivers more reactive NCO per gram. Lower %NCO material delivers less reactive NCO per gram.
| %NCO Value | Isocyanate EW (g/eq) |
|---|---|
| 49.8 | 84.34 |
| 48.3 | 86.96 |
| 46.8 | 89.74 |
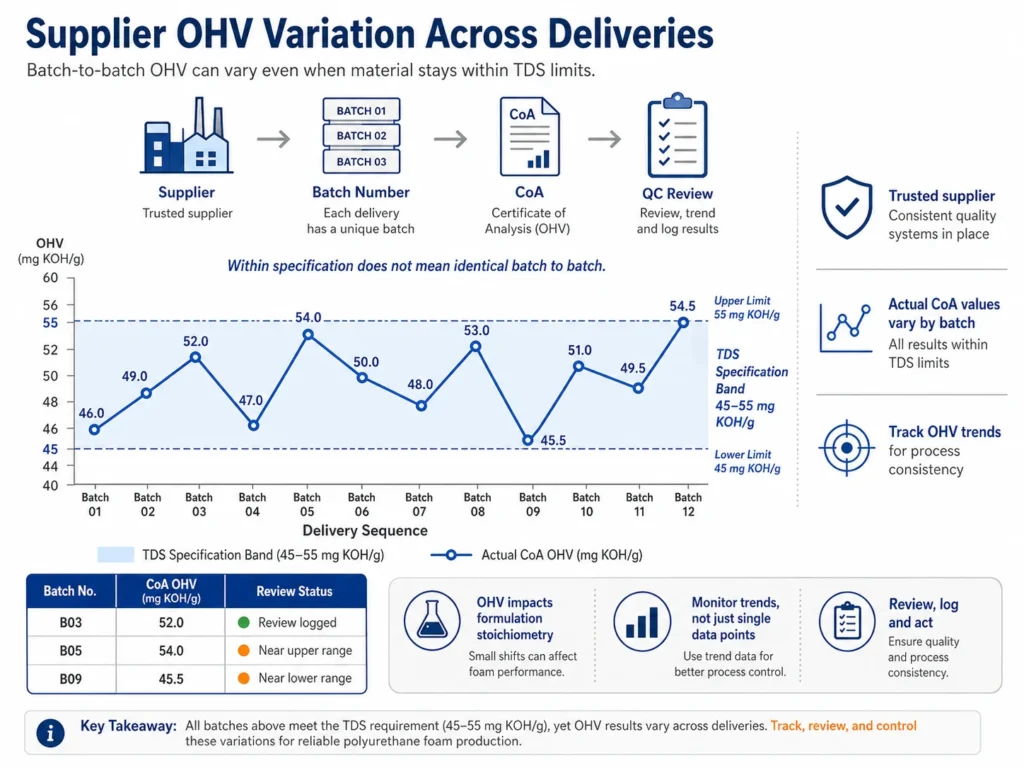
These numbers show why %NCO variation matters. The isocyanate material may still be inside supplier specification, but the equivalent weight is not identical across the range.
If the same isocyanate parts are used for every drum, the actual NCO equivalents delivered to the formula can shift. That shift can move the real running index away from the target.
Why Every Drum Can Have a Different %NCO Value
%NCO can vary from drum to drum even when the product grade is the same. This does not automatically mean the material is defective. It usually means the material is inside the supplier’s allowed specification range, but the exact reactive content is not identical.
Common reasons include:
1. Manufacturing batch variation
Isocyanate production depends on feedstock quality, reactor conditions, process control, and final product handling. Even well-controlled production can produce small %NCO variation within specification.
2. Moisture exposure
NCO groups react with water. If isocyanate is exposed to atmospheric moisture, some reactive NCO groups may be consumed before the material reaches the mixing head. This can lower active %NCO.
Moisture exposure can occur through poor drum sealing, damaged bungs, humid storage conditions, repeated opening and closing, and improper handling during transfer.
3. Storage temperature and aging
Storage conditions can affect reactive isocyanate quality over time. Elevated temperature and long storage periods can contribute to chemical changes that reduce active NCO availability. The degree of change depends on material type, storage conditions, handling history, and supplier guidance.
The practical point is simple: the %NCO value should be checked as a drum-specific or batch-specific value, not treated as a permanent constant.
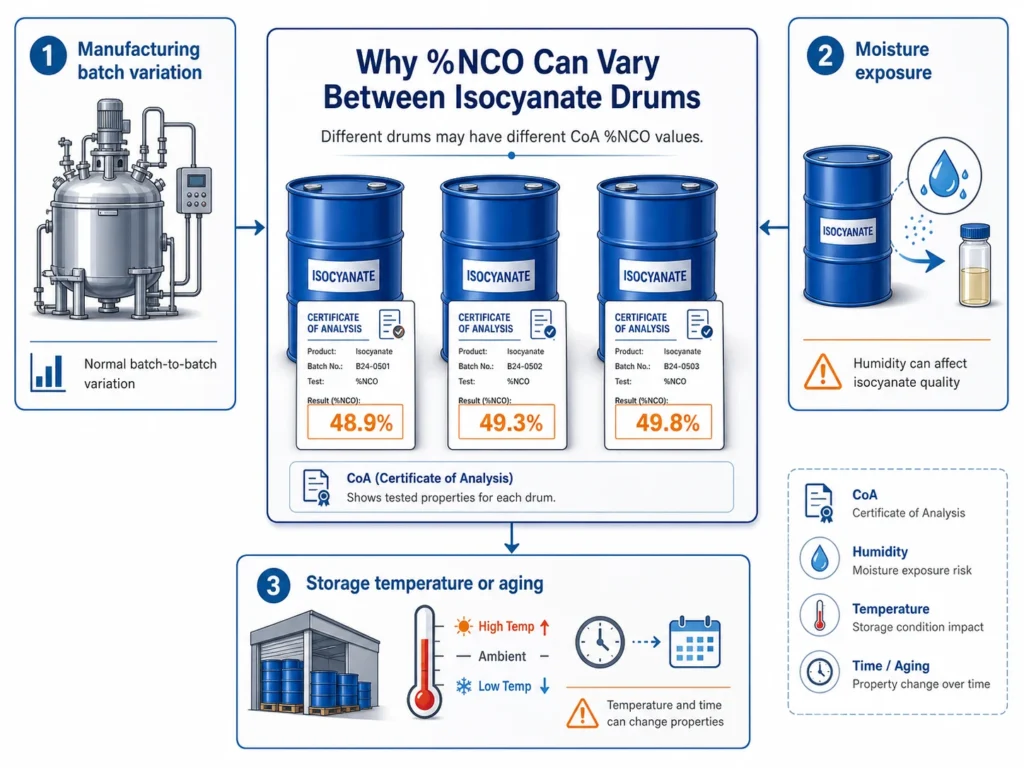
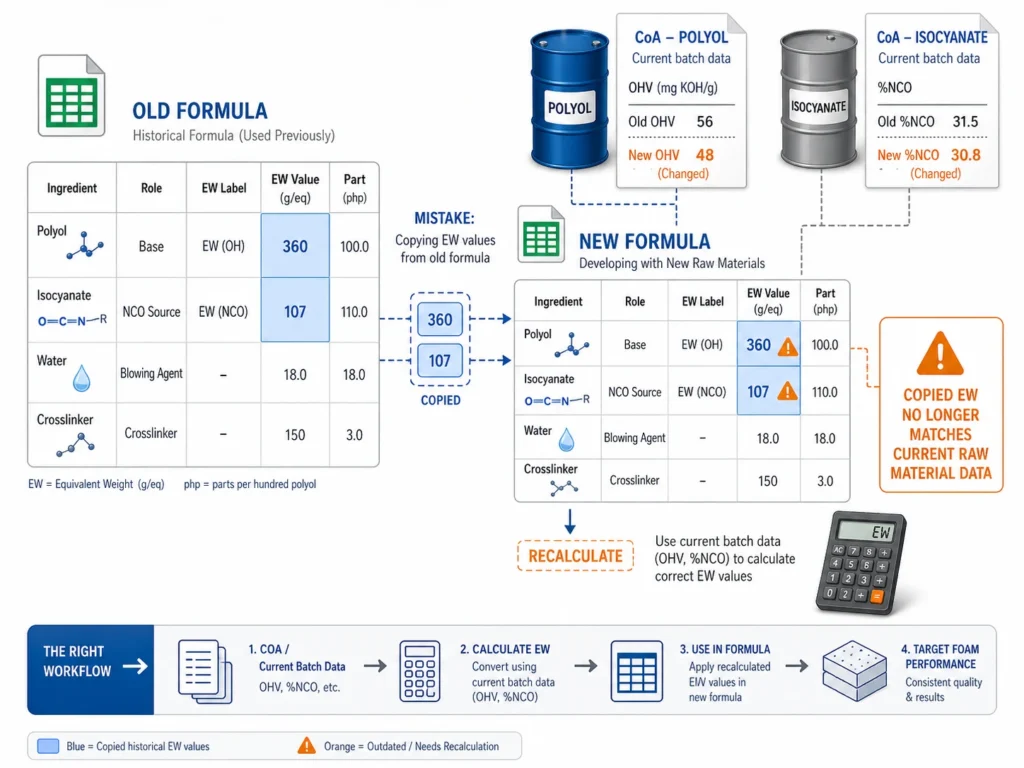
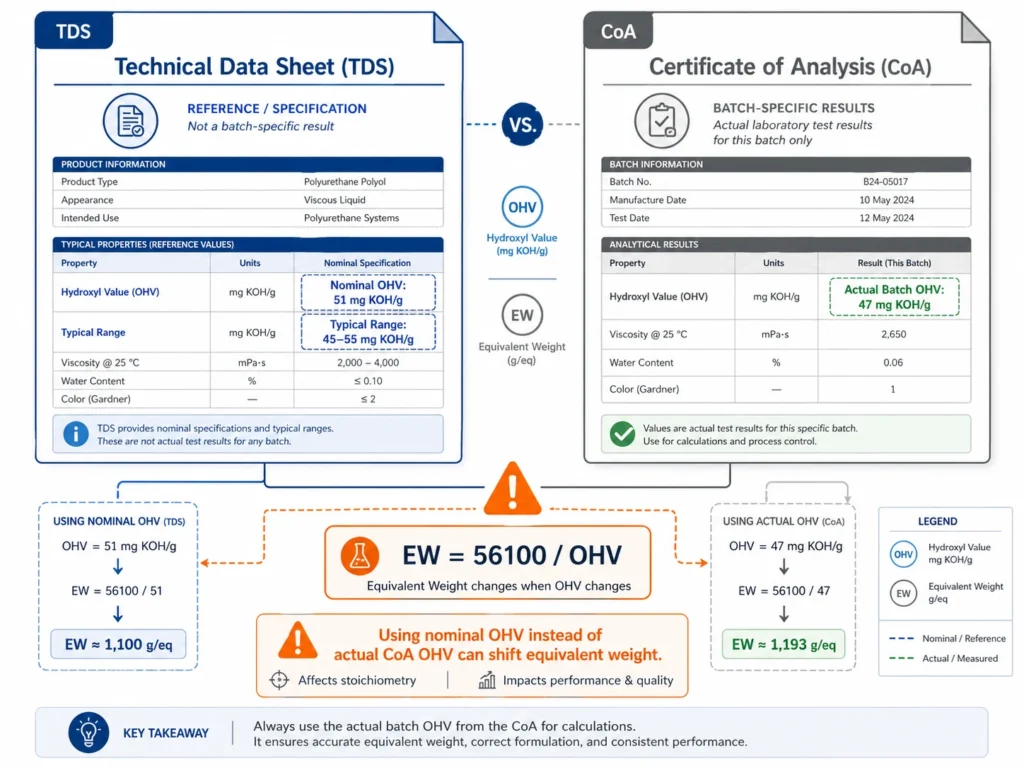
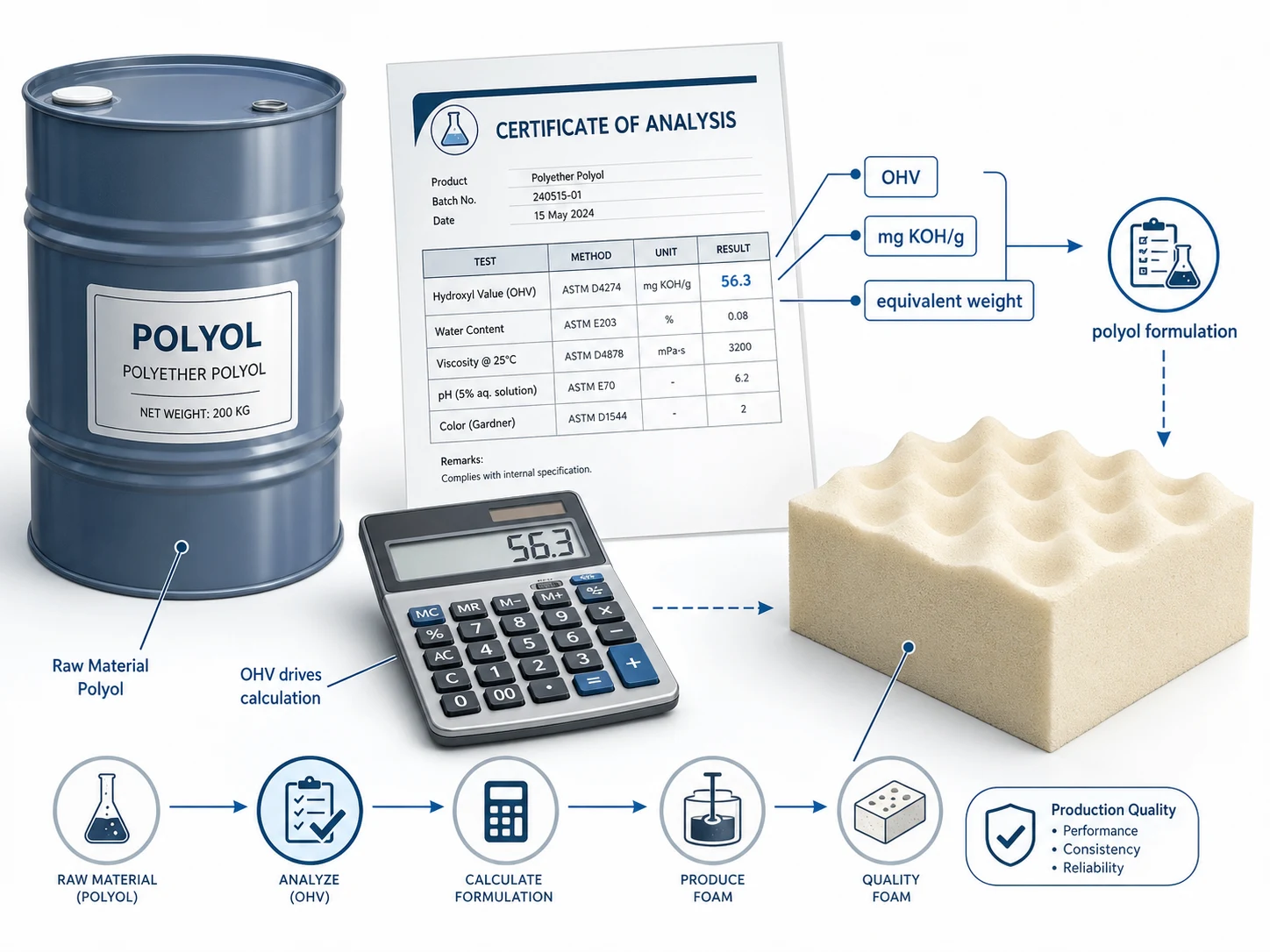
Why the Certificate of Analysis Matters
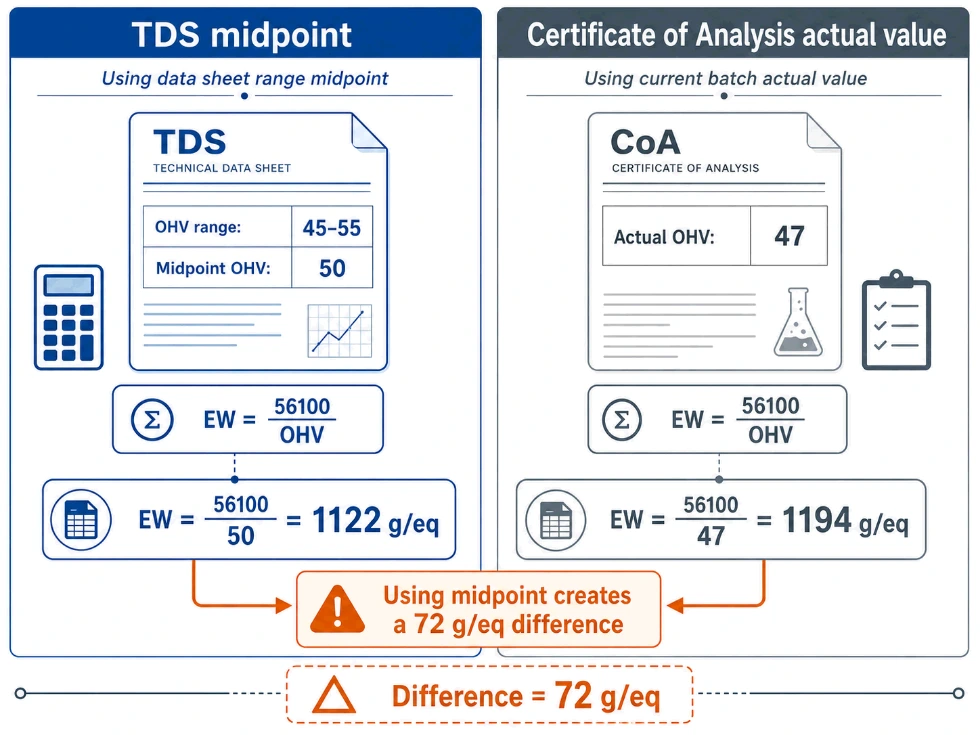
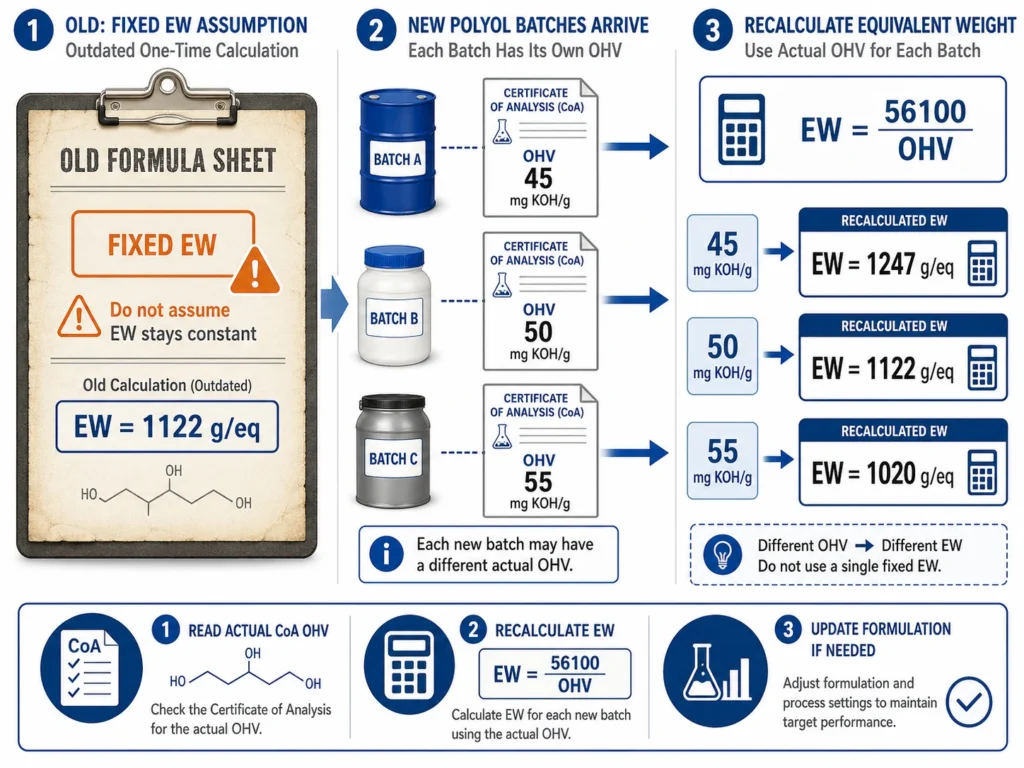
The Technical Data Sheet usually gives a specification range or typical value. The Certificate of Analysis gives the actual value for a specific batch or drum.
For formulation control, the CoA value is the more important number. The formula calculation needs one actual value, not a broad specification range.
If the formulation uses a general TDS value but the drum’s CoA value is different, the equivalent weight calculation may be wrong. That can shift the real running index.
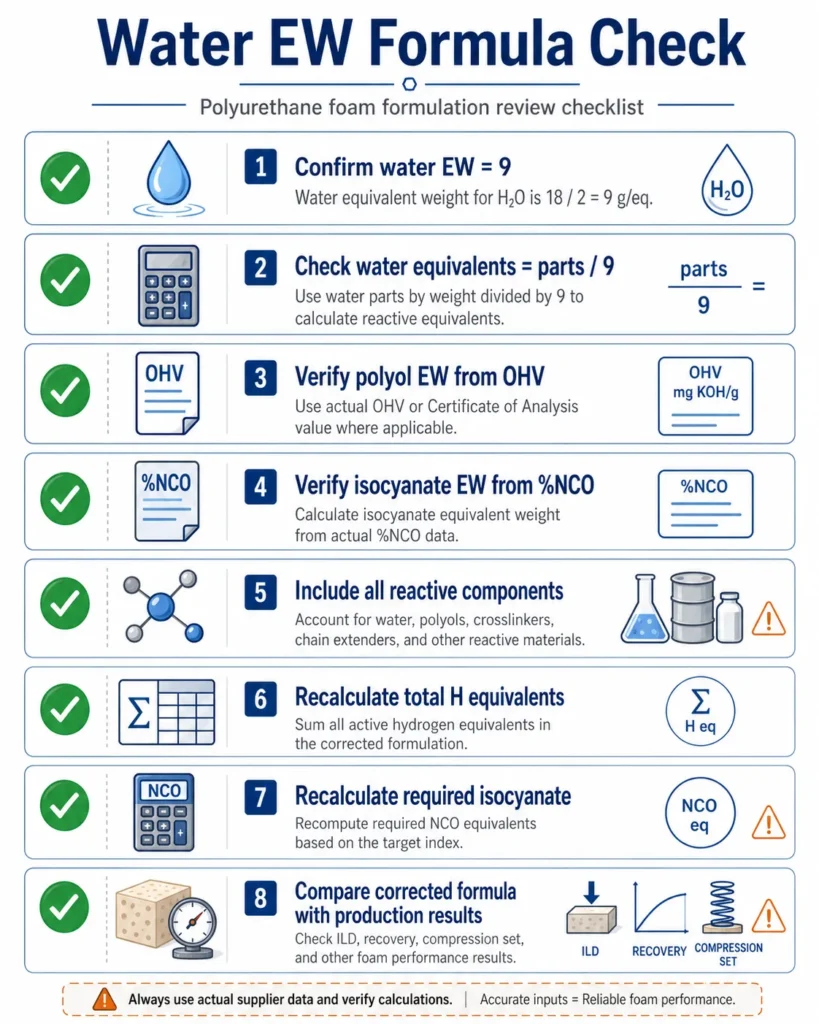
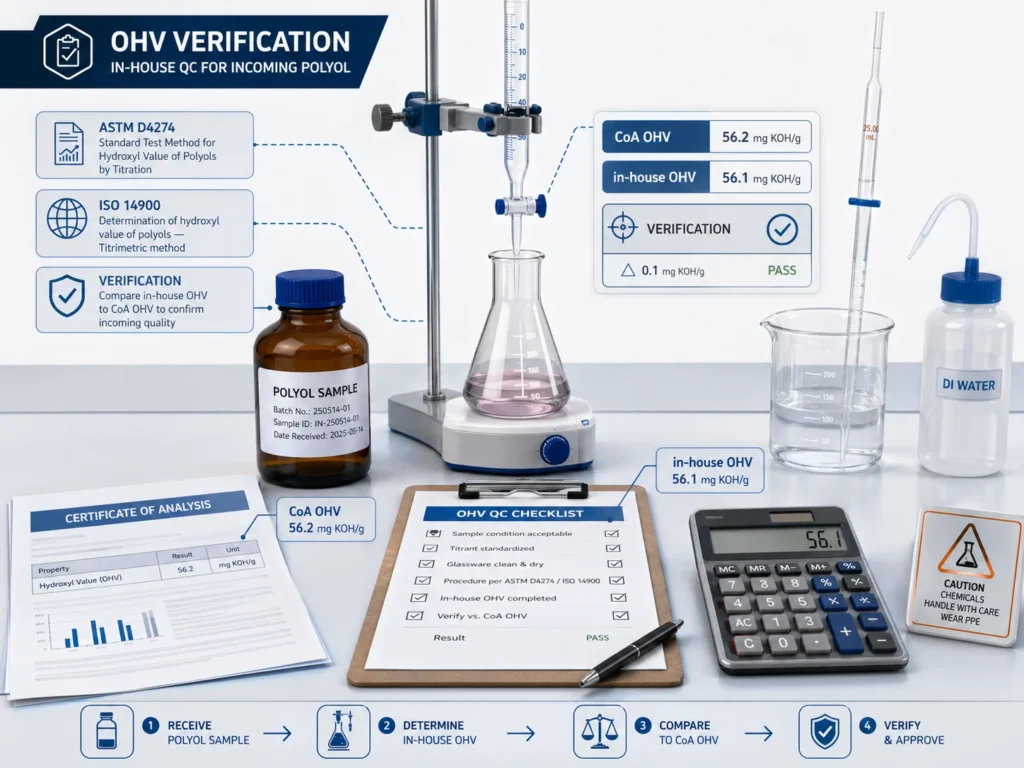
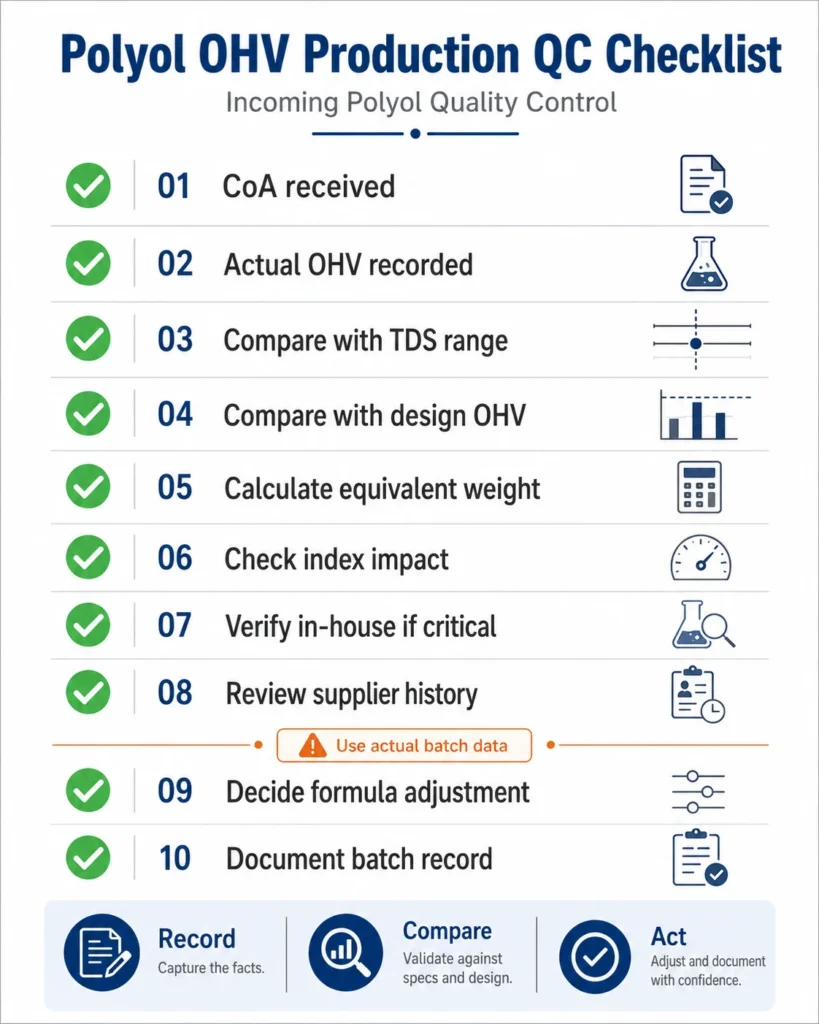
The proper production habit is:
- Read the drum or batch CoA.
- Record the actual %NCO value.
- Calculate isocyanate EW using 4,200 ÷ %NCO.
- Recalculate the isocyanate index if the EW differs from the design value.
- Adjust isocyanate quantity if the index shift is significant.
This does not mean every tiny %NCO movement requires a major formula change. It means the plant should know the effect before production starts.
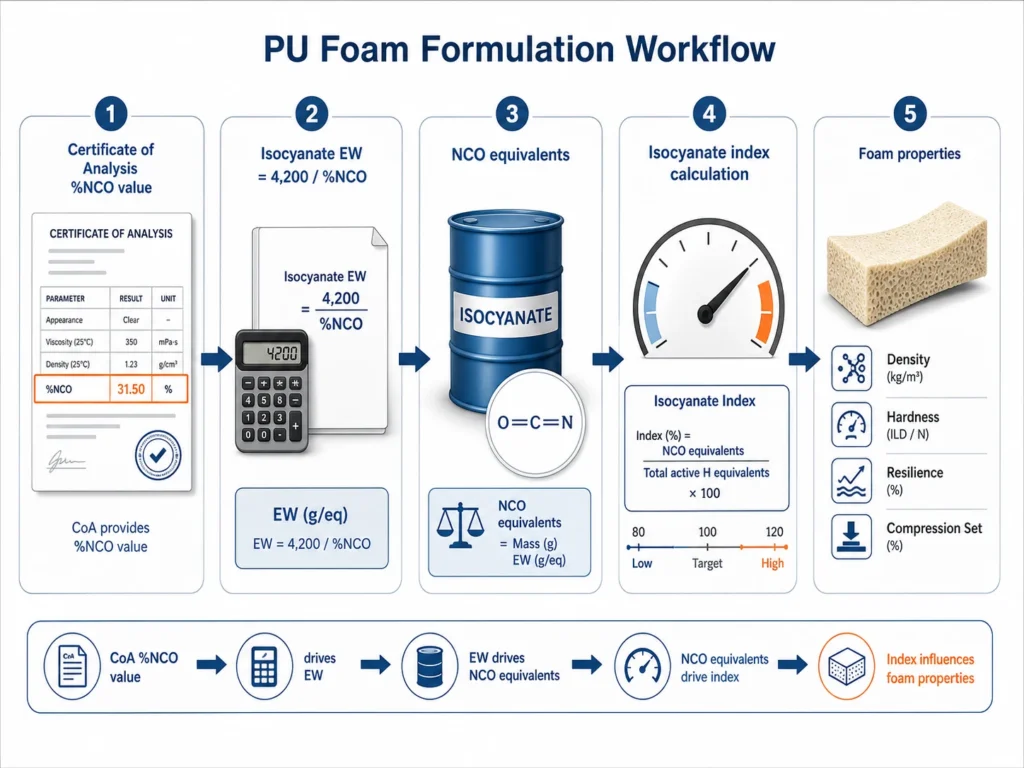
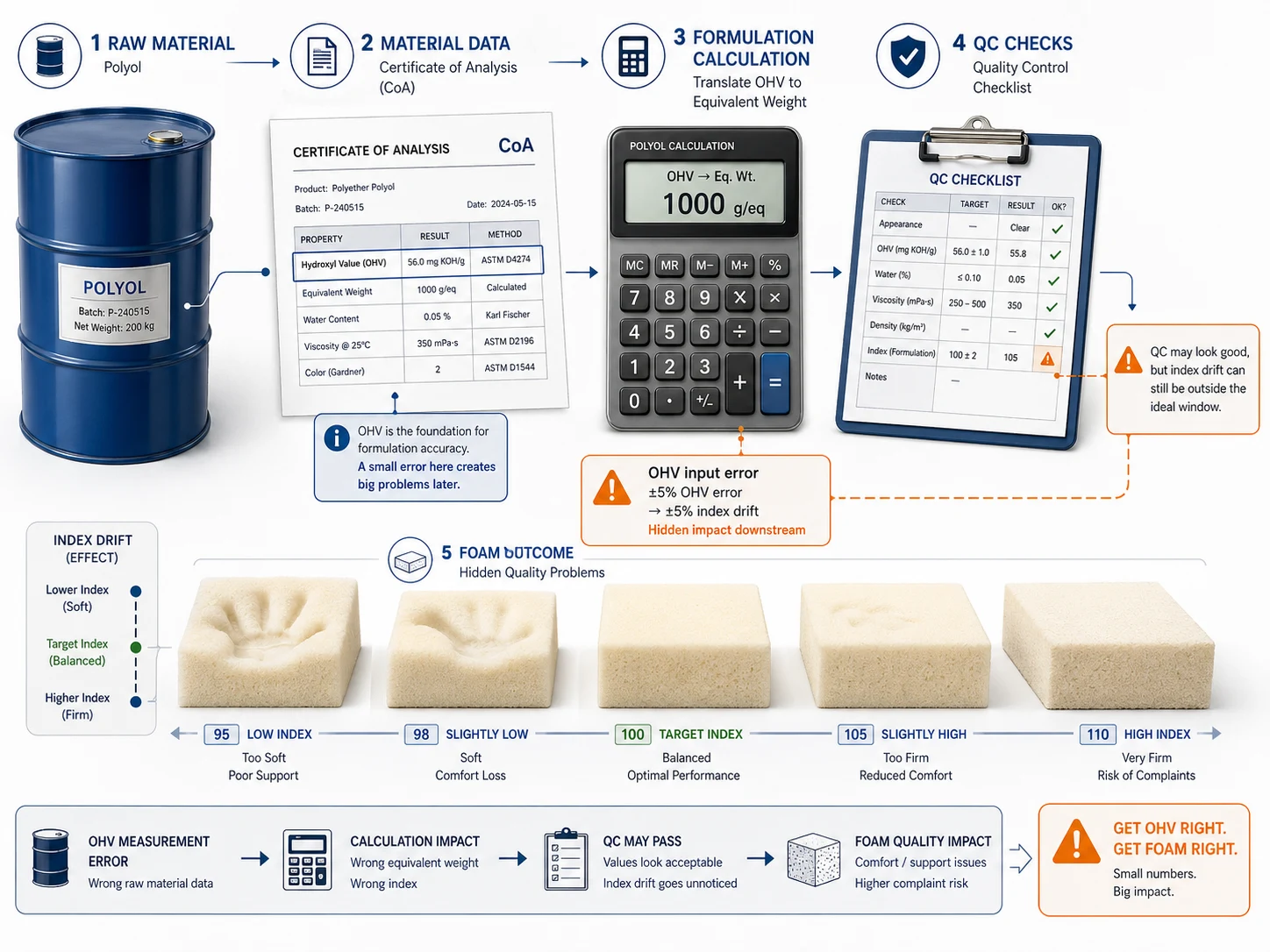
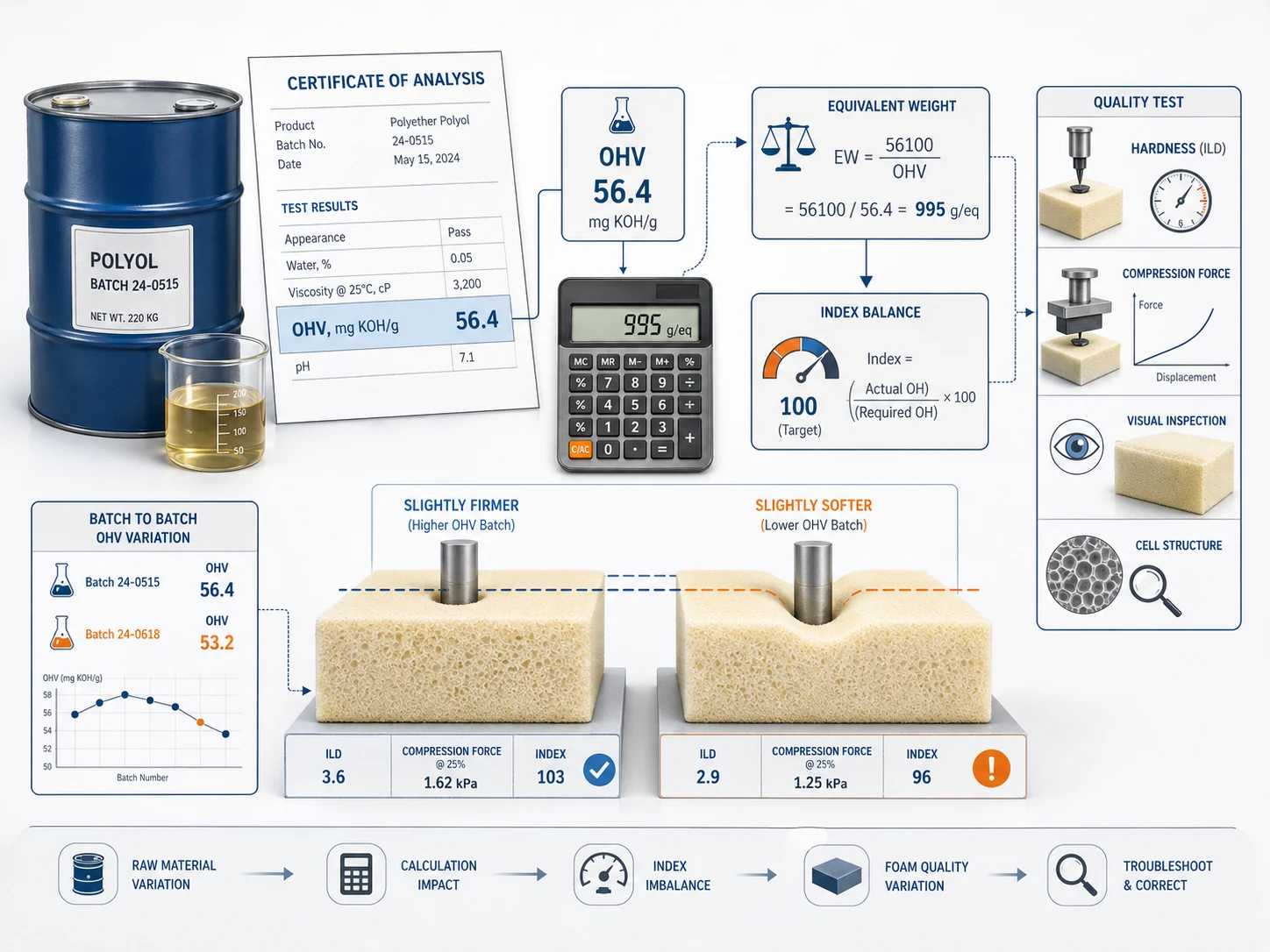
How %NCO Affects Foam Properties
%NCO does not affect foam properties directly by itself. It affects foam properties through the index calculation.
If the formula assumes the wrong %NCO value, the same isocyanate parts may deliver a different number of NCO equivalents than expected. That can shift the actual index.
A higher actual index can move the foam toward:
- Higher hardness
- Higher crosslink density
- Firmer feel
- Lower softness
- Possible brittleness if excessive
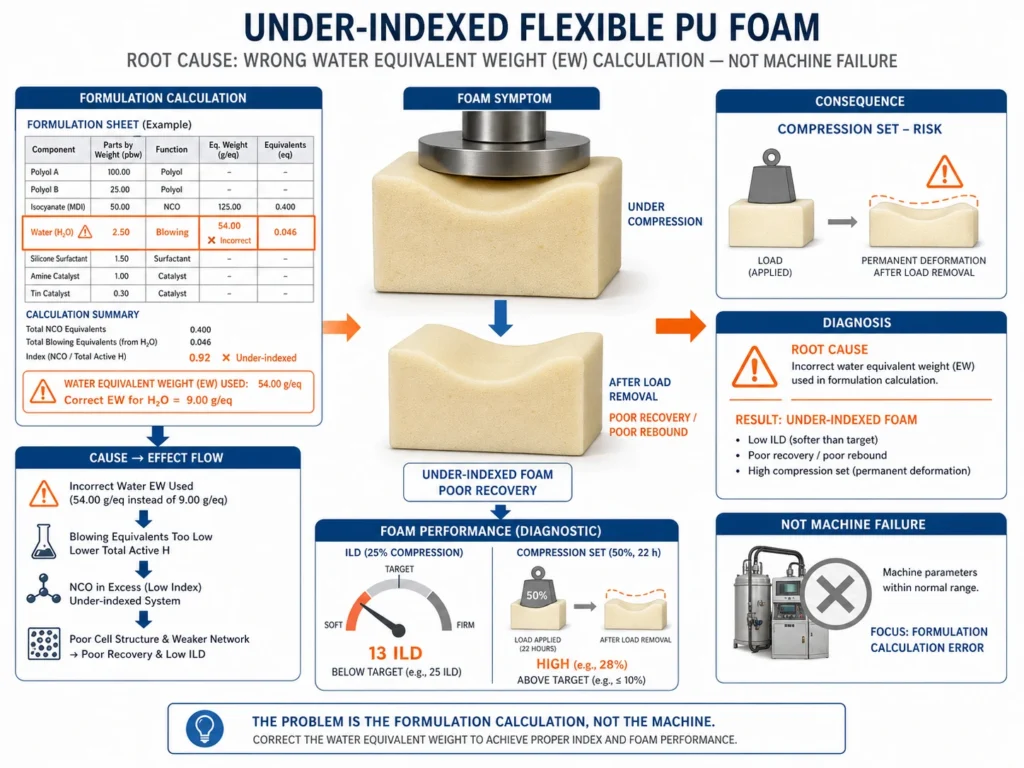
A lower actual index can move the foam toward:
- Softer hardness
- Lower ILD
- Weaker recovery
- Compression set risk
- Lower network development
This is why %NCO should be treated as part of foam property control. A small raw material value can become a visible foam quality issue.
Practical Rules for Using %NCO Correctly
Use these rules in production:
- Do not treat %NCO as fixed. It can vary drum to drum or batch to batch.
- Use CoA %NCO for calculation. The CoA value is the specific value for the delivered material.
- Calculate isocyanate EW from the actual value. Use EW = 4,200 ÷ %NCO.
- Recalculate index when %NCO changes meaningfully. The same isocyanate parts may not deliver the same index if EW changes.
- Be careful after supplier changes. The same grade from a different supplier can have a different actual %NCO value.
- Protect isocyanate from moisture. Moisture consumes NCO and can reduce active reactive content.
- Check aged or suspect drums before production. If storage or sealing was poor, verify before using the material in critical foam.
Use the PolymerIQ NCO / TDI Index Calculator
The PolymeraIQ NCO / TDI Index Calculator helps you use the actual %NCO value in the index calculation.
Use it when a new TDI or MDI drum arrives, the CoA %NCO differs from the design value, you switch isocyanate supplier, foam hardness changes without a clear process reason, a drum has been stored for a long period, or you need to confirm required isocyanate parts for target index.
Open the NCO / TDI Index Calculator →
For the deeper article on TDS versus CoA values, read TDS %NCO vs CoA %NCO: Why Your PU Foam Formula Must Use the Drum Value.
For common NCO handling mistakes, read 4 NCO Content Mistakes That Corrupt PU Foam Index Calculations.
For the complete equivalent weight guide, read Equivalent Weight in Polyurethane Foam: Complete Calculation Guide.
For the full index calculation method, read Isocyanate Index Calculation Guide for PU Foam Engineers.
FAQs
What is NCO content in polyurethane foam formulation?
NCO content is the mass percentage of reactive isocyanate groups in an isocyanate material, written as %NCO. It tells you how much of the isocyanate is chemically available to react with polyol, water, crosslinkers, and chain extenders during foam formation. Higher %NCO means more reactive NCO groups per gram of material.
How is isocyanate equivalent weight calculated?
Use EW = 4,200 ÷ %NCO, where %NCO is the actual NCO content from the Certificate of Analysis. The constant 4,200 comes from the NCO group molecular weight (42 g/mol) multiplied by 100. This formula applies to TDI, MDI, polymeric MDI, and modified isocyanates.
What is the typical %NCO for TDI and MDI?
TDI 80/20 typically has %NCO around 48.3, giving an equivalent weight of about 87 g/eq. MDI typically has %NCO around 31.5, giving an equivalent weight of about 133 g/eq. Polymeric MDI and modified isocyanates have their own typical ranges. The exact value for any specific drum should always be taken from its Certificate of Analysis.
Why does %NCO vary between drums of the same product?
Three main reasons: manufacturing batch variation (small differences in feedstock, reactor conditions, and process control), moisture exposure during storage or handling (NCO reacts with water), and storage temperature and aging. Even drums with the same product name can have slightly different %NCO values, all within the supplier’s specification range.
Should I use %NCO from the TDS or the Certificate of Analysis?
Always use the actual %NCO from the Certificate of Analysis for the specific drum or batch in production. The TDS gives a specification range, which is a commercial conformance window, not a precise formulation input. Equivalent weight is calculated directly from %NCO, so using a wrong %NCO creates a wrong EW and a wrong isocyanate balance.
How does %NCO affect foam hardness?
%NCO affects hardness indirectly through the index calculation. If the actual %NCO is higher than the formula assumes, the same isocyanate parts deliver more NCO equivalents than expected, the actual running index rises, and foam can become harder. If %NCO is lower than assumed, the index drops and foam can become softer. The effect on foam properties always goes through the index.
Can moisture exposure really change %NCO?
Yes. NCO groups react with water — that’s the same blowing reaction used inside the foam. If isocyanate is exposed to atmospheric moisture through poor drum sealing, damaged bungs, humid storage, or repeated opening and closing, some NCO groups can be consumed before the material reaches production. The active %NCO reaching the mixing head is then lower than the original CoA value.
What happens if I keep using the same %NCO value when the drum changes?
The formula sheet still shows the design index, but the actual running index drifts every time the new drum’s %NCO differs from the assumed value. Over many drums, this can produce inconsistent foam properties, batch-to-batch hardness drift, compression set variation, and confusing troubleshooting. The fix is to recalculate isocyanate EW for each drum’s actual %NCO.
Should I recalculate the isocyanate index every time %NCO changes?
For meaningful changes — yes. A small %NCO variation may produce a small index shift that’s within normal production variation. But a larger %NCO change (for example, after switching suppliers, opening a drum from long storage, or receiving a batch at the edge of the specification range) can produce a meaningful index shift that justifies recalculating the isocyanate quantity before production.
Does the same rule apply to TDI, MDI, and polymeric MDI?
Yes. The formula EW = 4,200 ÷ %NCO applies to all standard isocyanates because the constant 4,200 is the NCO group’s molecular weight contribution, which doesn’t depend on the specific isocyanate type. Only the %NCO value differs between TDI, MDI, polymeric MDI, and modified grades.
Key Takeaways
NCO content is the mass percentage of reactive isocyanate groups in an isocyanate material, usually written as %NCO.
- Higher %NCO means more reactive NCO groups per gram.
- Lower %NCO means fewer reactive NCO groups per gram.
Isocyanate equivalent weight is calculated as:
EW = 4,200 ÷ %NCO
The %NCO value should be taken from the actual Certificate of Analysis when available, not treated as a fixed value from the TDS.
Every drum or batch can carry a slightly different %NCO value. That variation changes equivalent weight, which can change the actual running index. If the actual index changes, foam hardness, compression set, recovery, and consistency can also change.
Correct %NCO handling is a basic part of polyurethane foam formulation control.
Conclusion
If your foam properties are shifting from batch to batch and the process looks stable, the issue may be in the raw material data.
The isocyanate drum may not be delivering the same %NCO value your formula assumes.
PolymersIQ can help review your CoA data, calculate the correct isocyanate equivalent weight, and identify whether %NCO variation is shifting your index baseline.
To get accurate support, please share:
- Isocyanate type, supplier, and grade
- Recent CoA %NCO values (last 5–10 drums if available)
- Design %NCO used in your original formulation
- Polyol grade, OHV, water level, and any crosslinkers
- Target index and observed foam properties (ILD, compression set)
- Description of the production issue you are facing
Contact PolymerIQ for an isocyanate formulation audit →