Introduction
The isocyanate index is not just a calculation number. It directly affects the physical behaviour of polyurethane foam.
When the index changes, the foam does not only become slightly harder or softer. The entire polymer network changes. Crosslink density changes. Elastic recovery changes. Compression set changes. Aging behaviour changes. In extreme cases, the foam can become unstable, brittle, weak, or outside customer specification.
This is why experienced polyurethane formulators do not treat index as a simple recipe value. They treat it as a production control parameter.
A foam block may look normal after rise. It may cut normally. It may even pass basic visual inspection. But if the index is outside the correct window, the final foam properties can fail during testing or during customer use.
This article explains how different isocyanate index ranges affect PU foam properties, and why you should always design around an index window, not a single target point.
Why Isocyanate Index Changes Foam Properties
The isocyanate index changes the chemical balance between NCO groups and reactive hydrogen groups in the formulation.
At a basic level:
- Lower index means less available NCO compared with reactive hydrogen demand.
- Higher index means more NCO is available than the theoretical requirement.
- Correct index means the foam network develops with the intended balance of flexibility, strength, recovery, and durability.
In flexible PU foam, the polymer network is built through urethane and urea linkages. These linkages form the structure that gives foam its physical properties.
When the index is too low, the foam network can be underdeveloped. When the index is too high, the network can become too dense and rigid. This is why the same foam formula can produce very different results when the index is changed.
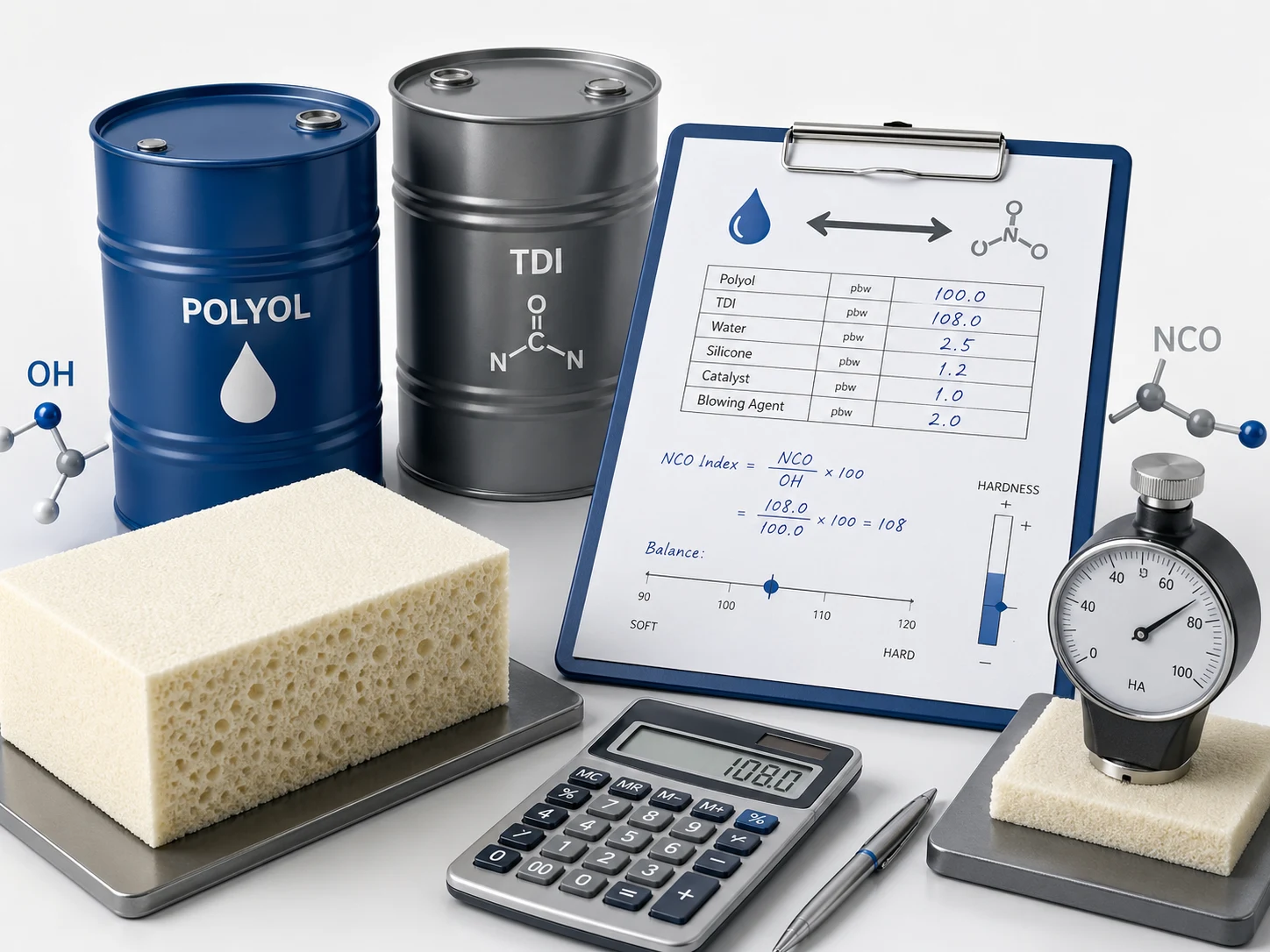
The Molecular Mechanism Behind Index Effects
At Index 100, every NCO group theoretically has one reactive hydrogen partner. The system is close to stoichiometric balance.
In a simplified view, the polymer network contains:
- Urethane linkages from polyol and isocyanate reaction
- Urea linkages from water and isocyanate reaction
- A balanced crosslink structure
But real foam chemistry is more complex than the simple formula.
Below Index 100, there may not be enough NCO to fully react with all active hydrogen sources. This can leave unreacted hydroxyl groups and reduce network continuity. The foam may become softer, weaker, more moisture-sensitive, and less stable during aging.
Above Index 100, excess NCO does not simply stay unused. It can participate in secondary reactions. It can react with already-formed urethane or urea groups and create additional crosslinks. These extra crosslinks can increase hardness and improve compression set up to a useful point. But if the index becomes too high, the foam can lose elasticity and become brittle.
This is why index effects are not always perfectly linear. A small increase may improve performance, but a large increase can create a different failure mode.

Low Isocyanate Index: Soft Foam and Weak Network Formation
A low isocyanate index means the foam has insufficient NCO compared with the reactive hydrogen demand.
In practical foam production, this can cause:
- Lower hardness
- Reduced load-bearing
- Poorer compression set
- Lower recovery
- Moisture sensitivity
- Aging-related hardness loss
- Higher batch-to-batch variation
The foam may feel soft at first, but the problem is not only softness. The deeper issue is weak network development.
When the polymer network is underbuilt, the foam may not hold its properties over time. It may lose shape more easily under compression, recover more slowly, or show poor durability after aging.
Low-index foam can be used intentionally in some specialty systems, but it must be designed carefully. If low index occurs unintentionally in standard flexible slabstock foam, it is usually a production or calculation problem.
Common causes of unintentional low index:
- Missing reactive components from the index calculation
- Increasing water without recalculating isocyanate
- Excluding crosslinkers or chain extenders
- Using wrong polyol OH value
- Isocyanate pump under-delivery
- Incorrect %NCO value in the formula
Low index should not be corrected blindly by changing catalysts. First, verify the actual index calculation and machine delivery.

Balanced Index: The Practical Operating Zone for Flexible Foam
For many flexible foam systems, the most stable production zone is slightly above theoretical stoichiometric balance.
This does not mean every formula should use the same index. The correct target depends on:
- Foam density
- Polyol type
- Polyol functionality
- Water level
- Crosslinker level
- Catalyst system
- Required hardness
- Compression set specification
- Customer application
However, standard flexible slabstock systems often operate in a practical index range where the foam has enough crosslink density for strength and recovery, without becoming overly rigid or brittle.
In this balanced range, the foam typically shows:
- Target hardness
- Good compression set
- Stable recovery
- Acceptable resilience
- Consistent cutting and handling
- Better long-term property retention
This is the zone where the index supports the intended foam grade instead of fighting against it.
For many standard flexible foam grades, the useful range is often around Index 103 to 108, while higher-load grades may move higher depending on the application. The key is not to copy a number from another formula — the key is to validate the index against actual foam testing.

Elevated Index: Higher Hardness and Better Compression Set
As the isocyanate index increases above the balanced zone, crosslink density increases.
This can be useful when the foam needs:
- Higher load-bearing
- Higher hardness
- Better compression set
- Improved dimensional stability
- Stronger support under repeated loading
This is why some high-load seating, automotive, or industrial grades may use a higher index than standard comfort foam.
But elevated index must be controlled carefully.
If the index rises unintentionally, the foam may become harder than the customer specification. The foam can feel too stiff, even if density and dimensions are correct.
Possible symptoms include:
- ILD above target
- Stiffer hand feel
- Lower comfort
- Customer complaints after unpacking
- Edge brittleness in severe cases
- Reduced elongation if pushed too high
A higher index is not automatically better. It improves some properties while risking others.
The correct question is not “Can we raise the index?” The correct question is “Does the application need the property changes created by a higher index?”

High and Excessive Index: Brittleness and Elasticity Loss
When the index becomes too high, the foam can move beyond useful firmness and into over-indexed behaviour.
The polymer network becomes too dense. Elastic recovery becomes limited. Instead of behaving like flexible foam, the material may become brittle or friable.
In flexible foam applications, excessive index can cause:
- Edge brittleness
- Crumbling under repeated compression
- Poor elongation
- Harsh hand feel
- Reduced flexibility
- Possible dimensional instability
- Higher risk of customer rejection
This type of failure can sometimes be confused with over-catalysis, poor mixing, raw material contamination, or curing issues. But the root cause may simply be that the foam is over-indexed.
This is why troubleshooting should always include index verification before making multiple process changes.
If the foam is too hard, brittle, or failing elongation, check:
- Actual TDI or MDI delivery
- Water level
- Crosslinker level
- %NCO from CoA
- Pump calibration
- Whether the formula was recently adjusted
- Whether the same formula was transferred from another line
High index is not only a formulation choice. It can also be created by metering error.

Isocyanate Index Reference Table
The table below gives a practical reference for how different index ranges can affect flexible polyether-based polyurethane foam.
Actual results depend on formulation design, polyol type, functionality, molecular weight, water level, catalyst package, and production equipment. Use this table as a technical guide, not as a replacement for formulation testing.
| Index Range | Crosslink Density | ILD / Hardness Effect | Compression Set | Typical Application | Risk if Unintentional |
|---|---|---|---|---|---|
| Below 90 | Very low / deficient | Significantly below target | Poor | Avoid in normal flexible foam | Collapse, weak structure, aging problems |
| 90–98 | Low | Soft, often below target | Marginal | Specialty soft or HR systems only when designed | Short service life, moisture sensitivity |
| 98–103 | Near-stoichiometric | At or slightly below target | Acceptable but sensitive | Limited use in slabstock | High batch-to-batch variation |
| 103–108 | Balanced | Usually on target | Good | Standard flexible slabstock, furniture foam | Generally stable if controlled |
| 108–115 | Elevated | Often 10–20% above target | Excellent | High-load seating, automotive foam | Stiff feel, customer complaints |
| 115–125 | High | Significantly firm | Very good | Industrial grades, carpet underlay | Edge brittleness, reduced comfort |
| 125–160 | Very high | Semi-rigid behaviour | Excellent | Packaging, acoustics, structural uses | Friability, elongation failure |
| Above 200 | Full rigid network | Rigid foam behaviour | Not applicable to flexible foam | PIR/PUR insulation boards | Dimensional instability if uneven |
This table is especially useful during troubleshooting. If foam is soft and compression set is weak, the actual index may be lower than expected. If foam is too hard, stiff, or brittle, the actual index may be higher than expected.
Why You Should Target an Index Window, Not a Single Point
In real production, the index is not perfectly fixed.
Even if the formula sheet says Index 105, the actual running index may move during the day. This can happen because of:
- Metering pump variation
- Pump calibration drift
- Isocyanate temperature changes
- Polyol temperature changes
- Viscosity changes
- Drum-to-drum %NCO variation
- Small weighing or delivery errors
- Mixing head condition
- Production line differences
On a well-controlled line, the actual index may vary by a few points around the target. On an older or poorly controlled line, the variation can be larger.
This is why a target index should not be selected too close to the failure boundary.
For example, if a foam grade needs at least Index 103 to consistently pass compression set, targeting exactly 103 is risky. If normal production variation moves the actual index down to 101 or 102, some batches may fail.
A better approach is to design a practical safety margin.
If the minimum acceptable index is 103, a production target around 106 or 107 may be more stable, depending on the line variation and customer specification.
This is called designing around an index window.
The goal is not to hit a perfect number on paper. The goal is to keep real production inside the acceptable property window.

Practical Troubleshooting Guide by Index Direction
When foam properties are outside specification, index direction can help guide the investigation.
If the foam is softer than expected
Check whether the actual index is lower than the formula target.
Possible causes:
- Isocyanate under-delivery
- Polyol over-delivery
- Water increase without recalculation
- Crosslinker excluded from calculation
- Chain extender excluded from calculation
- Wrong %NCO value
- Wrong polyol OH value
- Formula copied from another machine without validation
If the foam is harder than expected
Check whether the actual index is higher than the formula target.
Possible causes:
- Isocyanate over-delivery
- Polyol under-delivery
- Water equivalent weight entered incorrectly
- Formula recalculated using wrong reactive component values
- Actual %NCO higher than assumed
- Line-specific metering drift
- Uncontrolled process temperature effects
If compression set is failing
Check whether the index is too low or too close to the lower specification boundary.
Possible causes:
- Target index selected without safety margin
- Actual production variation dipping below the acceptable range
- Crosslinker or chain extender not included correctly
- Isocyanate delivery instability
- Formula adjusted over time without full recalculation
The main point is simple: do not troubleshoot foam properties only by changing catalysts or silicone. First, verify whether the foam is actually running at the intended index.
Use the PolymerIQ Isocyanate Index Calculator
The PolymerIQ Isocyanate Index Calculator can help verify whether the formulation is running at the intended index.
Use it to check:
- Target index
- Actual running index
- Required TDI or MDI parts
- Polyol equivalent weight
- Water contribution
- Crosslinker contribution
- Effect of %NCO changes
- Effect of formulation adjustments
This is especially useful before changing catalysts, replacing raw materials, or blaming machine conditions.
Open the Isocyanate Index Calculator →
For the full calculation method and worked example, read Isocyanate Index Calculation Guide for PU Foam Engineers.
For common production mistakes, read 5 Isocyanate Index Calculation Mistakes That Cause PU Foam Quality Problems.
FAQs
How does isocyanate index affect PU foam hardness?
Higher isocyanate index generally increases crosslink density, which increases foam hardness and load-bearing capacity. Lower index reduces crosslink density, producing softer foam. The relationship is not perfectly linear — at very high index, the foam can become brittle and lose elasticity, while at very low index it becomes weak and unstable.
What happens if the isocyanate index is too low?
Low index means there is not enough NCO to fully react with all active hydrogen sources. The polymer network is underdeveloped, leading to softer foam, poor compression set, weaker recovery, moisture sensitivity, and aging-related hardness loss. In extreme cases, the foam can collapse or fail structurally.
What happens if the isocyanate index is too high?
Excessive index creates a dense, over-crosslinked polymer network. The foam can become brittle, friable, harsh in feel, and lose elongation. Edge brittleness, crumbling under repeated compression, and dimensional instability are common symptoms of over-indexed flexible foam.
What is the typical isocyanate index range for flexible foam?
Standard flexible slabstock foam often operates around Index 103 to 108, while high-load grades for seating, automotive, or industrial applications may run higher (108–115 or above). The exact target depends on density, polyol type, water level, crosslinker, catalyst system, and required foam properties. There is no universal index — it must be validated for each formulation.
Why should I target an index window instead of a single point?
Real production index varies because of pump calibration drift, %NCO variation between drums, temperature changes, viscosity changes, and metering accuracy. If the target is set exactly at the lower acceptance boundary, normal variation can push some batches below specification. Designing a safety margin keeps actual production inside the acceptable property window.
How does isocyanate index affect compression set?
Compression set generally improves as crosslink density increases, up to a point. A balanced or slightly elevated index usually gives the best compression set performance. Very low index produces poor compression set due to weak network development, while very high index can also reduce performance if the foam becomes too rigid.
Can over-indexed foam become brittle?
Yes. When index is significantly above the useful range, the polymer network becomes too dense and elastic recovery is limited. The foam can show edge brittleness, crumbling, harsh feel, and elongation failure. This is sometimes mistaken for over-catalysis or curing problems, when the actual root cause is the index.
Does isocyanate index affect foam aging?
Yes. Foam at low index often shows aging-related hardness loss and moisture sensitivity because the polymer network is underbuilt. Foam at very high index can also age poorly due to brittleness. Foam at a balanced index typically shows the best long-term property retention.
How do I troubleshoot foam that is harder than expected?
First, check whether the actual running index is higher than the formula target. Possible causes include isocyanate over-delivery, polyol under-delivery, wrong water equivalent weight (using 18 instead of 9), higher actual %NCO than assumed, or line-specific pump drift. Verify pump delivery and recalculate the index before making catalyst or silicone changes.
Should I change catalysts first when foam properties are off-spec?
No. Index verification should come first. Changing catalysts or silicones without confirming the actual running index can mask the real problem and create new ones. Confirm the index calculation and pump delivery, then move on to process variables if the index is correct.
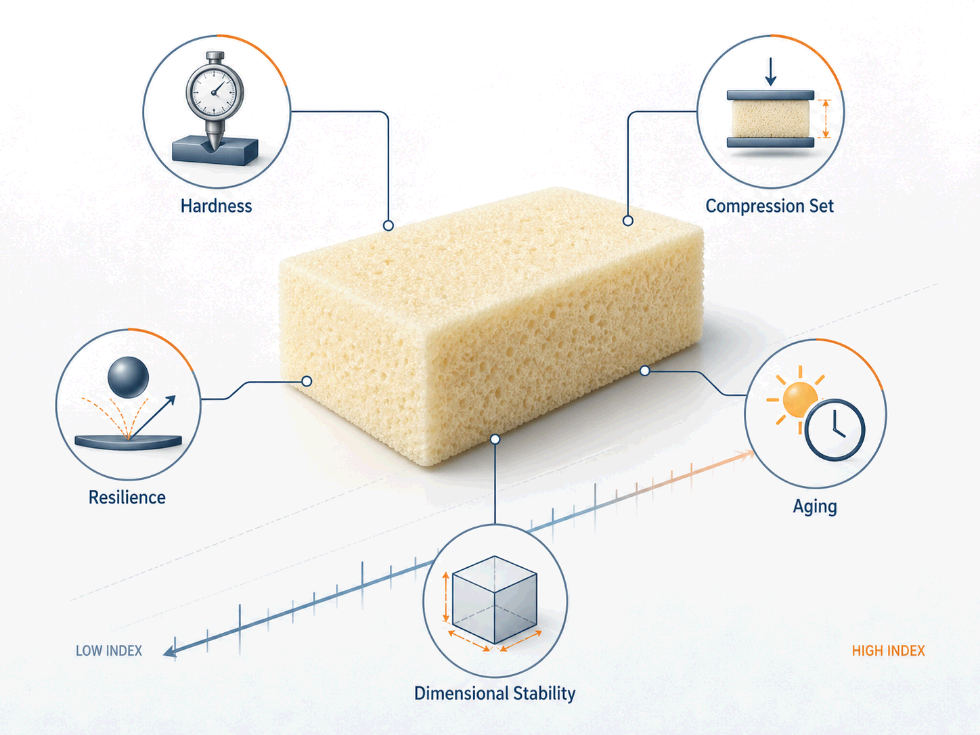
Key Takeaways
The isocyanate index affects foam properties because it changes the polymer network inside the foam.
- A low index can produce softer foam, weaker recovery, poorer compression set, and reduced aging stability.
- A balanced index helps the foam achieve the intended hardness, recovery, and durability.
- An elevated index can improve load-bearing and compression set, but may make the foam too stiff if uncontrolled.
- An excessive index can create brittleness, friability, poor elongation, and reduced flexibility.
The best production practice is not to target a single index point. The better approach is to design a safe index window that accounts for real production variation.
When foam hardness, compression set, or resilience is outside specification, the actual isocyanate index should be checked early in the troubleshooting process.
Conclusion
If your foam plant is facing unexplained hardness variation, compression set failure, poor recovery, or different results between production lines, the actual running index may not match the formula sheet.
PolymersIQ can help review your formulation, check index sensitivity, and identify whether the foam is operating inside the correct property window.
To get accurate support, please share:
- Polyol grade and OH value
- Water level and any other reactive components
- Isocyanate type and %NCO from the Certificate of Analysis
- Target index and observed foam properties (ILD, compression set, density)
- Description of the quality issue you are facing
- Production line conditions and any recent formula adjustments
Contact PolymerIQ for a formulation audit →