Introduction
A polyurethane formulation sheet can tell you a lot.
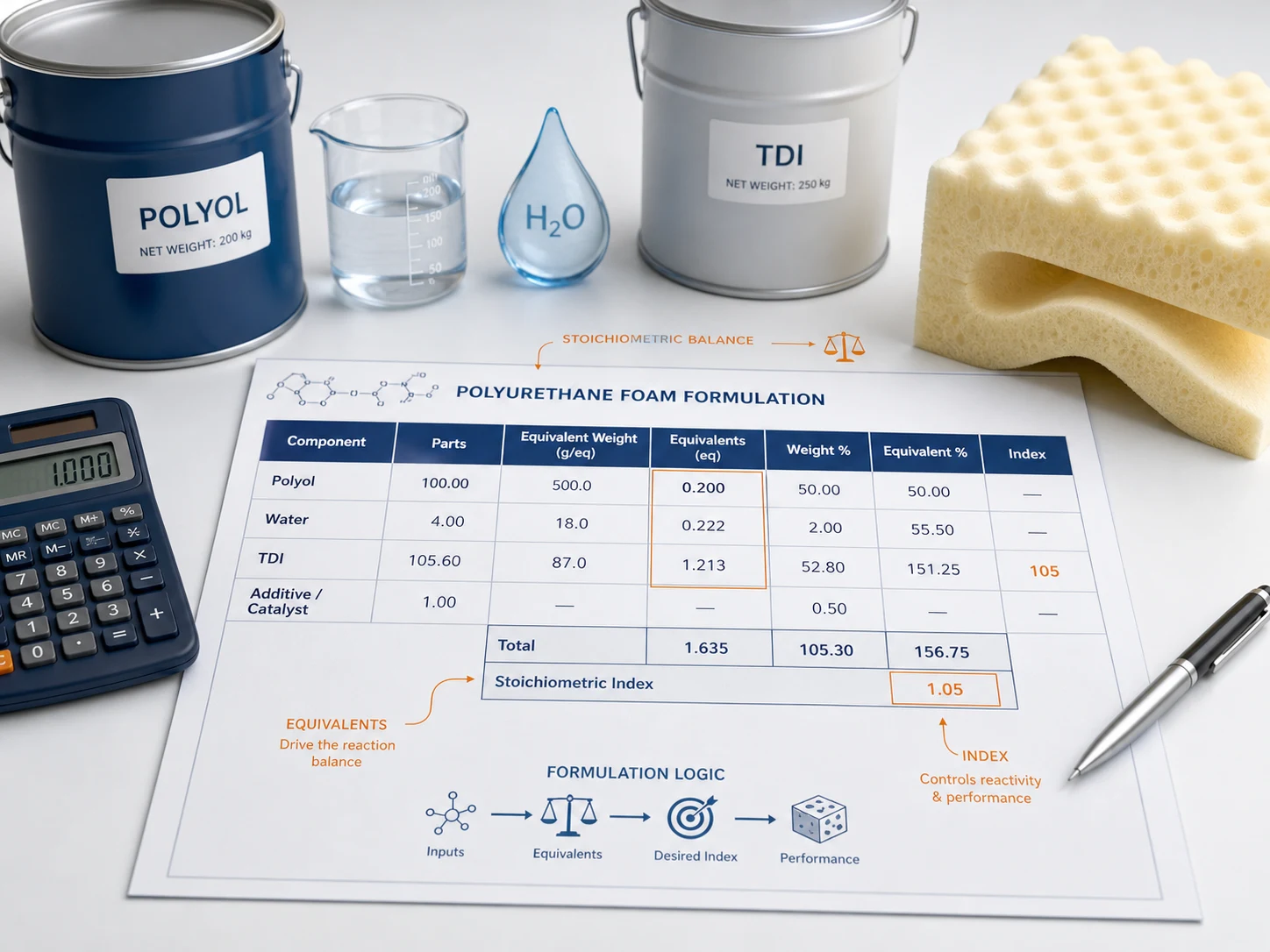
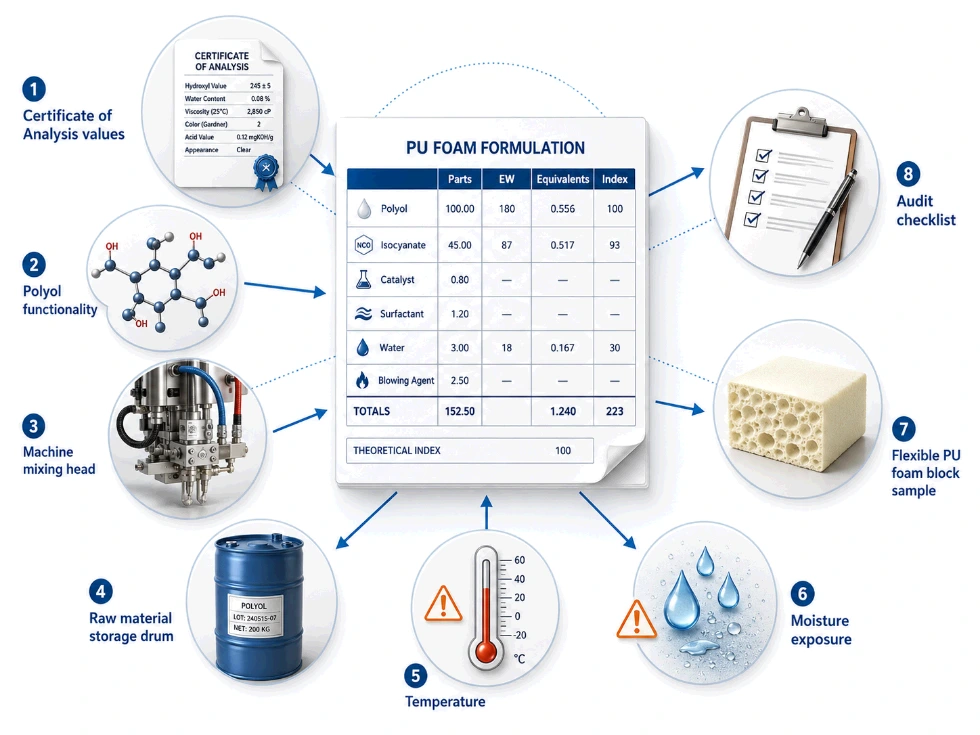
It can show component names, parts by weight, equivalent weights, reactive equivalents, weight percentages, equivalent percentages, and the calculated isocyanate index. If the sheet is built correctly, it can prove whether the formula is stoichiometrically consistent.
But a formulation sheet cannot tell you everything.
That is where many foam plants get into trouble.
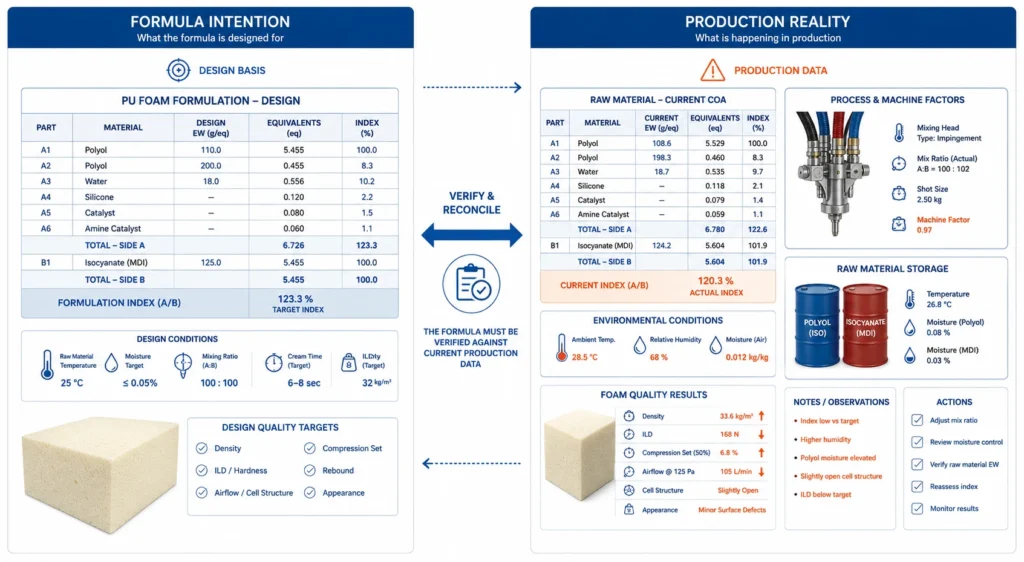
A formula sheet shows what the formula intends. It does not always show what production is actually delivering today.
Raw material batches change. Certificates of Analysis change. Isocyanate drums age. Polyol functionality may not be visible on the sheet. A formula developed on one machine may behave differently on another. A copied or inherited spreadsheet may contain assumptions that nobody remembers.
The sheet may look complete. The foam may still be wrong.
This article explains what a polyurethane formulation sheet cannot tell you, why legacy and inherited formulas become risky, and when a formulation sheet should be treated as a diagnostic document instead of a production document.
A Formulation Sheet Shows the Formula Intention, Not the Full Production Reality
A formulation sheet is a technical document. But it is not the whole production system.
It shows the formula as designed or recorded. It does not automatically show whether the raw materials currently in use match the assumptions used when the formula was written.
For example, a sheet may show:
- Polyol EW = 1,100
- TDI EW = 86.96
- Water EW = 9
- Target index = 105
Those numbers may have been correct when the formula was created. But are they still correct today?
That depends on current raw material data and production conditions.
The current polyol batch may have a different OHV. The current TDI drum may have a different %NCO. A crosslinker may have been changed. The formula may have been transferred to another machine. The isocyanate drum may have been exposed to moisture.
The sheet tells you what should happen. Production data tells you what is actually happening. A good audit compares both.
Missing Variable 1: Polyol Functionality
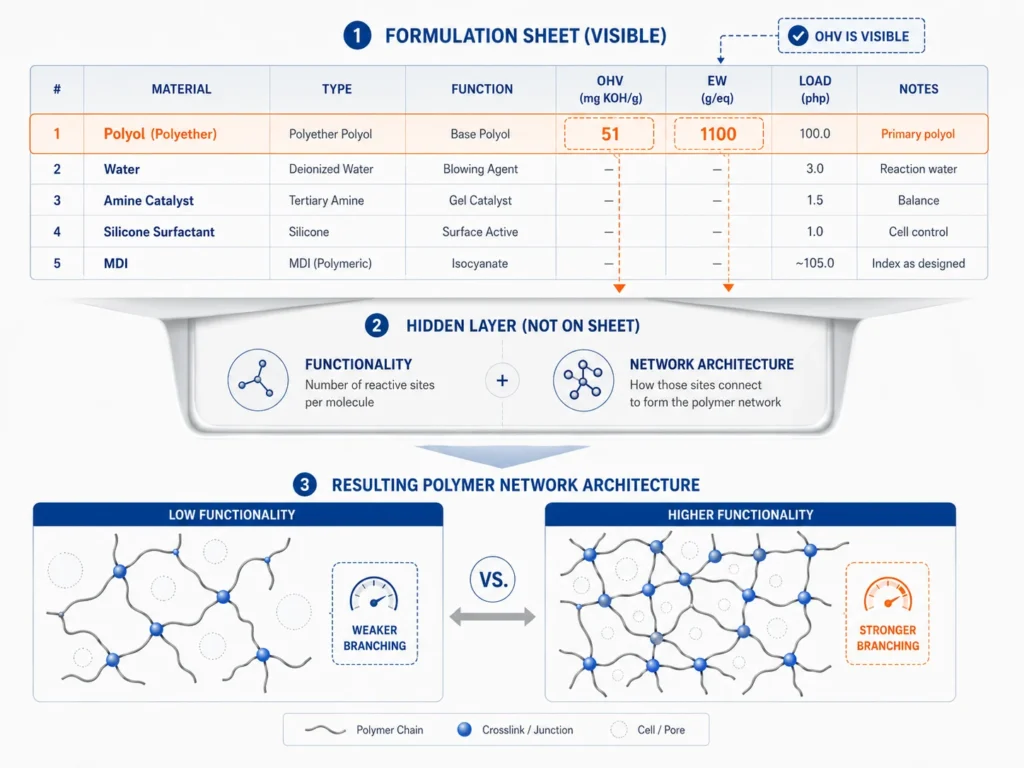
A formulation sheet usually shows polyol OHV. It may not show polyol functionality. That is a major limitation.
OHV and functionality are not the same:
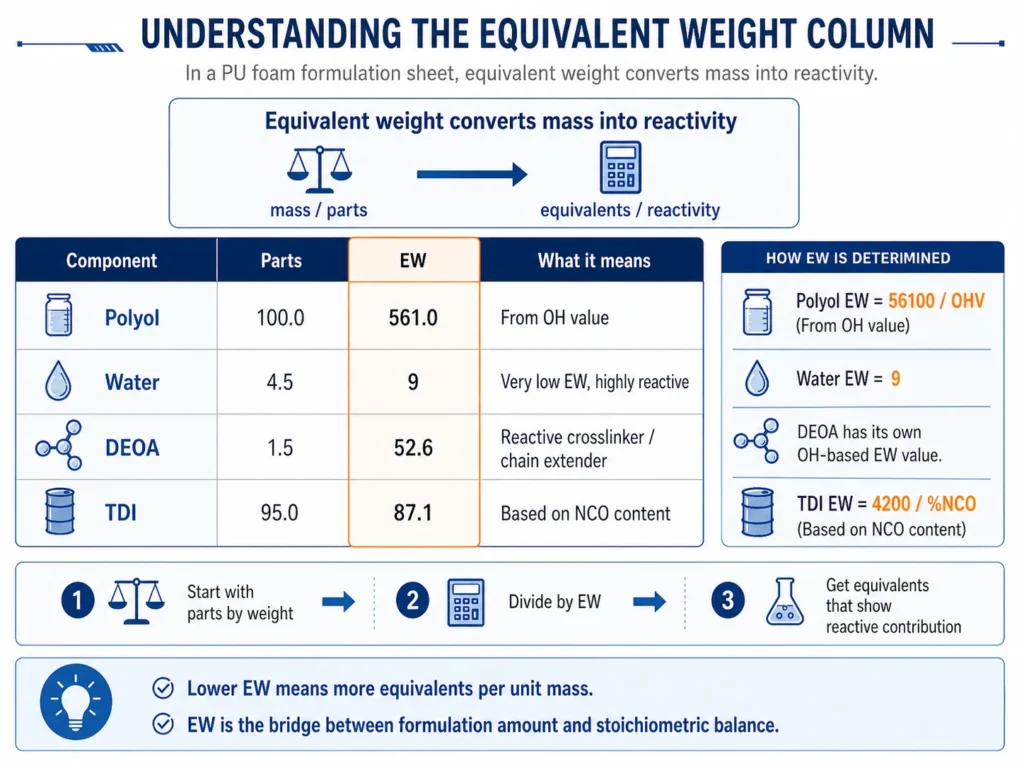
- OHV tells you how many reactive hydroxyl groups exist per gram of polyol. It is used to calculate equivalent weight and isocyanate demand.
- Functionality tells you how many reactive hydroxyl groups exist per molecule. It controls network architecture, branching, crosslink density, creep resistance, and compression set behaviour.
A sheet may show Polyol OHV = 51. From this, the equivalent weight can be calculated:
EW = 56,100 ÷ 51 = 1,100
But that does not tell you whether the polyol functionality is 2.4, 2.8, 3.0, or another value.
Two polyols can have the same OHV and equivalent weight but build different foam networks. This matters when the issue is compression set, recovery, or long-term durability.
A formulation sheet can prove the stoichiometry is correct and still miss the network architecture problem. That is why a formula audit should review functionality, not only OHV.
[IMAGE 3 — POLYOL FUNCTIONALITY MISSING] Placement: After the section “Missing Variable 1: Polyol Functionality”, before “Missing Variable 2”. Filename:
polyol-functionality-missing-from-formulation-sheet.jpgALT text: Polyol functionality missing from polyurethane formulation sheet while OHV is shown Caption: A formulation sheet may show OHV and EW but still miss the polyol functionality that controls network architecture. ChatGPT image prompt: “Create a clean technical infographic showing that polyol OHV is visible on a formulation sheet but polyol functionality may be missing. Show a formula row with OHV 51 and EW 1100 highlighted, then show a hidden layer below labeled functionality and network architecture. Include two network diagrams: low functionality with weak branching and higher functionality with stronger branching. Professional industrial consultancy style, white background, blue and grey palette with subtle orange highlights. No logos. No brand names.”
Missing Variable 2: Current CoA Batch Values
A formulation sheet often contains design equivalent weights. Those values may have been calculated from raw material data available at the time of formula development. But raw material values change.
- Polyol OHV can vary batch to batch.
- Isocyanate %NCO can vary drum to drum.
If the formula sheet is not updated with current Certificate of Analysis values, the calculated equivalent weights may no longer match the materials actually used in production. This affects polyol equivalent weight, isocyanate equivalent weight, reactive equivalents, NCO equivalents, actual index, foam hardness, compression set, and batch consistency.
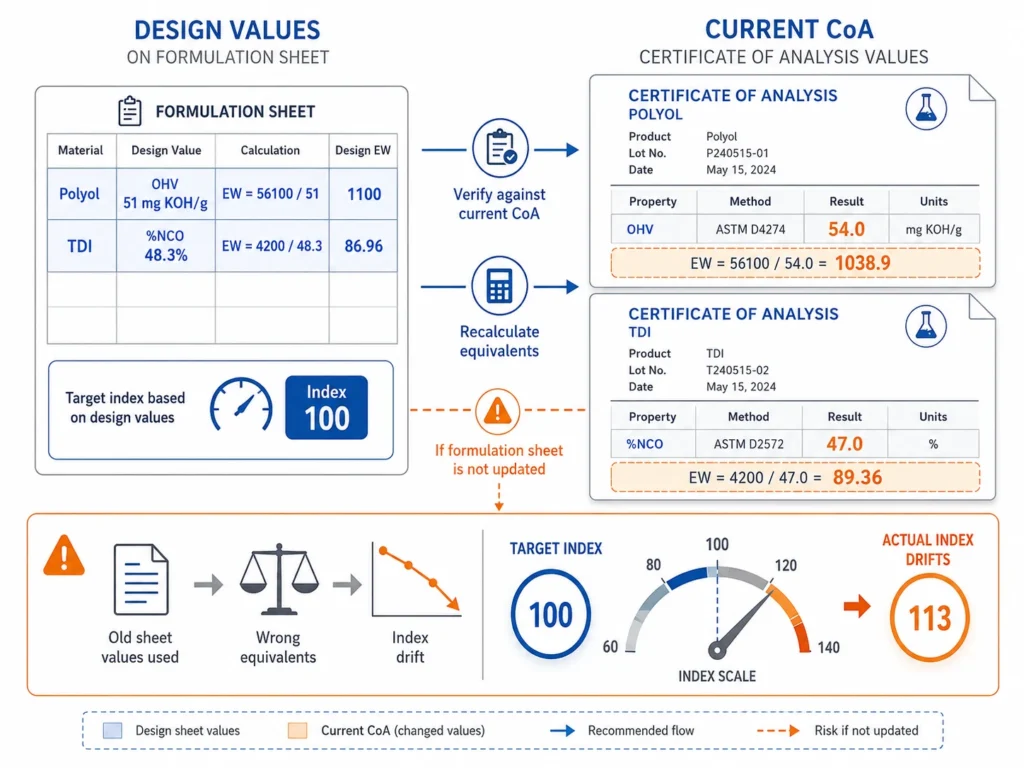
For example:
- Design polyol OHV: 51
- Current CoA OHV: 47
The sheet may still show EW = 1,100. But the current batch EW should be:
56,100 ÷ 47 = 1,194
That difference changes the formula calculation.
The same problem happens with isocyanate. If the sheet assumes TDI %NCO = 48.3 but the drum CoA shows 46.8 or 49.8, the isocyanate EW changes.
A formulation sheet without current CoA verification is only a historical calculation. It is not proof of current production chemistry.
Missing Variable 3: Machine Factor
A formulation sheet does not show the machine. That matters.
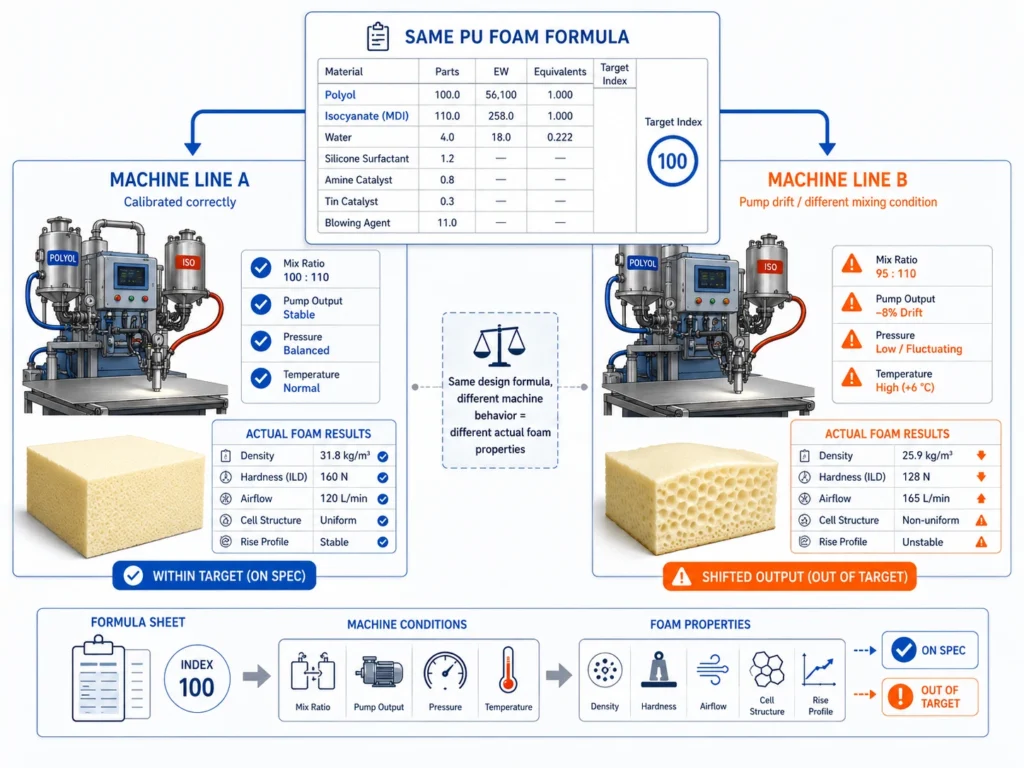
The same formula can behave differently on two machines because the production system is not identical.
Machine-related variables include:
- Metering pump accuracy
- Polyol delivery rate
- Isocyanate delivery rate
- Mixing pressure
- Mixing head condition
- Throughput rate
- Raw material temperature
- Line speed
- Pour pattern
- Head maintenance condition
A formula may be chemically correct on paper. But if the machine delivers slightly more or less isocyanate than expected, the actual index changes. If the mixing head condition is poor, cell structure may change. If throughput, temperature, or pressure differs, the same formula can produce different foam properties.
This is especially important when formulas are copied from one line to another. The parts may be identical. The index may be identical. The foam may not be identical.
That does not mean the formula sheet is useless. It means the formula sheet must be validated against actual machine delivery and production conditions.
Missing Variable 4: Raw Material Condition
A formulation sheet may list a material name and equivalent weight. It does not show the current condition of that raw material.
Raw material condition can change due to moisture exposure, poor sealing, long storage time, temperature exposure, drum damage, repeated opening and closing, contamination, or incorrect handling.
Isocyanate is especially sensitive because NCO groups react with moisture. A TDI or MDI drum may have had a valid CoA when it left the supplier, but if it is stored poorly or exposed to atmospheric moisture, the active %NCO may change before production.
Polyol can also vary by batch, storage condition, contamination, or handling.
The formula sheet does not record this. It does not know whether a drum was opened last week, resealed badly, stored in a humid area, or used after a long delay.
That is why formulation review and raw material control must work together. A formula sheet is not a substitute for incoming QC and storage discipline.

When a Formulation Sheet Becomes a Consulting Problem
A formulation sheet becomes a consulting problem when it carries assumptions nobody has verified recently. This often happens in three situations.
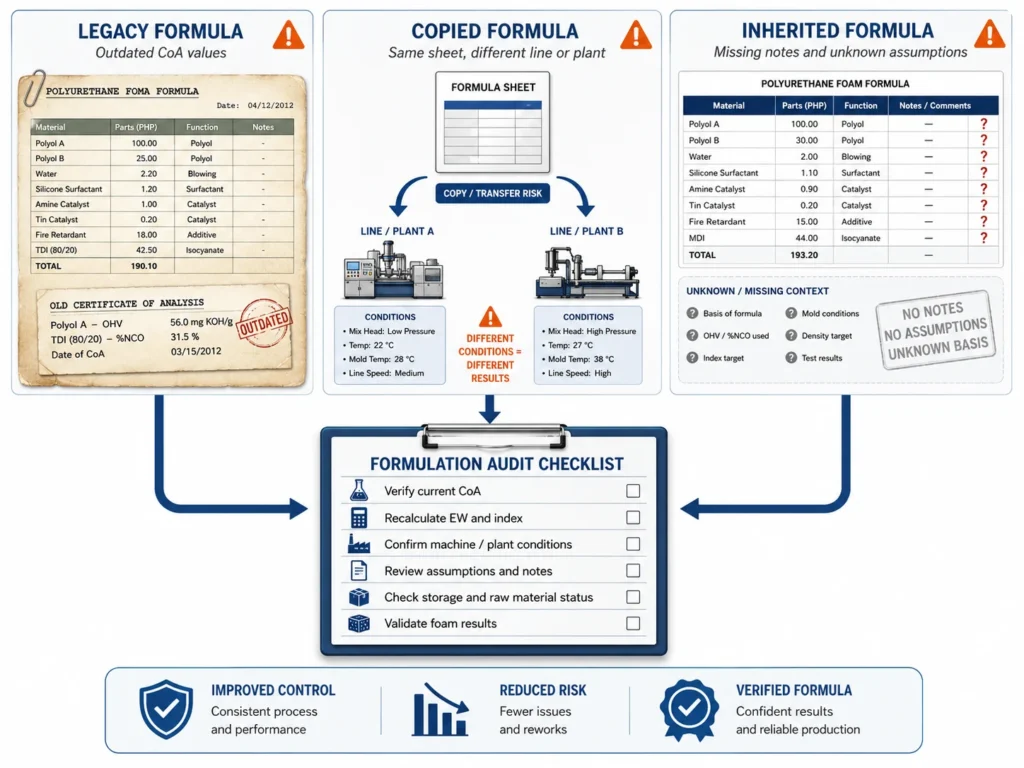
The Legacy Formula
A legacy formula may have been written three to five years ago. At the time, the equivalent weights may have been calculated correctly. The index may have been verified. The foam may have passed approval.
But raw materials change. Suppliers change. CoA values drift. Machine conditions change. The formula may keep running, but that does not mean the formula is still optimized or even fully correct.
Acceptable foam is not always correct foam. And in a competitive market, acceptable may not be good enough.
The Copied Formula
A copied formula is developed on one production line and moved to another plant or machine. The parts are copied. The index is copied. The foam is different.
This happens because the sheet does not contain all production variables. The new site may have different suppliers, raw material CoA values, humidity, storage conditions, machine calibration, or operator practice.
The sheet looks the same. The production system is not the same.
The Inherited Formula
An inherited formula is a spreadsheet without memory. The engineer who built it may have left. The current team may not know which CoA values were used, why certain adjustments were made, or whether catalyst and crosslinker changes were original design choices or later corrections.
The formula runs. But nobody can explain why every number is there.
That is when a formulation sheet becomes a diagnostic document. It needs to be audited, not just followed.
Warning Signs That a Formula Sheet Needs an Audit
A formulation sheet should be audited when quality problems keep appearing without a clear process cause.
Common warning signs include:
- Foam hardness varies between batches
- Compression set fails after no obvious formula change
- Density is stable but feel changes
- Same formula behaves differently on another machine
- A supplier was changed recently
- A formula was copied from another plant
- CoA values are not recorded in the sheet
- EW values have not been updated for years
- Water changes were made without recalculating index
- TDI or MDI %NCO is still based on TDS midpoint
- The formula contains unexplained catalyst or crosslinker corrections
- Nobody knows why certain numbers are in the sheet
The most important warning sign is simple:
The formula runs, but nobody can fully explain it.
That is not a safe production baseline.
What a Formulation Sheet Audit Should Check
A proper audit should verify the formula from first principles. It should not only check whether the parts look familiar.
A strong formulation sheet audit should check:
| Audit Area | What to Verify |
|---|---|
| Reactive components | All reactive materials are identified |
| Polyol EW | Calculated from current CoA OHV |
| Isocyanate EW | Calculated from current CoA %NCO |
| Water EW | Confirmed as 9 |
| Crosslinker EW | All active hydrogens counted |
| Equivalents | Parts divided correctly by EW |
| Total reactive H | Sum is correct |
| Index | Calculated from NCO equivalents and total H equivalents |
| Functionality | Polyol architecture reviewed where needed |
| CoA data | Current batch values compared with design values |
| Machine delivery | Actual pump output checked against formula |
| Raw material condition | Storage and moisture exposure reviewed |
| Formula history | Old empirical corrections understood |
The purpose is not to rewrite the formula immediately. The purpose is to find whether the formula sheet still matches the chemistry and production reality.
Use the PolymersIQ Calculators During a Formula Audit
A formulation sheet audit should be supported by calculation tools.
The PolymersIQ Equivalent Weight Calculator helps check polyol EW from OHV, crosslinker EW, updated EW after CoA changes, and formula values copied from older sheets.
Open the Equivalent Weight Calculator →
The PolymerIQ NCO / TDI Index Calculator helps check isocyanate EW from %NCO, actual index, correct TDI or MDI parts, the effect of updated CoA values, and water or crosslinker changes.
Open the NCO / TDI Index Calculator →
The PolymerIQ Foam Density Estimator helps review water-level changes, density targets, formula changes that affect blowing, and whether a density correction may create other risks.
Open the Foam Density Estimator →
For the main guide to reading formula sheets, read How to Read a Polyurethane Formulation Sheet.
For the column-by-column explanation, read Parts, Equivalent Weight, and Equivalents in a PU Foam Formula: What Each Column Means.
For the full equivalent weight guide, read Equivalent Weight in Polyurethane Foam: Complete Calculation Guide.
For polyol functionality and network architecture, read Polyol Functionality in Polyurethane Foam: What It Means and Why It Matters.
For NCO content and CoA values, read TDS %NCO vs CoA %NCO: Why Your PU Foam Formula Must Use the Drum Value.
FAQs
What does a polyurethane formulation sheet not show?
A formulation sheet does not automatically show polyol functionality, current Certificate of Analysis (CoA) batch values, machine delivery accuracy, raw material storage condition, moisture exposure history, mixing head condition, or production-line-specific factors. It shows the formula’s design intention, not the full production reality. Even a stoichiometrically correct sheet can produce off-spec foam if the underlying assumptions are no longer valid.
Why is polyol functionality often missing from a formulation sheet?
Most formulation sheets focus on stoichiometric values needed for the index calculation — OHV, EW, parts, equivalents — because these are required to calculate isocyanate demand. Functionality is a structural property that controls network architecture but is not part of the basic index math. Many sheets list the polyol grade and OHV without recording functionality, which means problems related to compression set, recovery, and durability can be invisible on the sheet.
How often should current CoA values be compared with the formulation sheet?
For tight-tolerance products, every new batch or drum should be checked against the design EW values on the sheet. For standard production, a periodic review (monthly or quarterly) catches most drift before it accumulates. For supplier changes or grade switches, the comparison should happen before the new material enters production. The exact frequency depends on product specification tightness and supplier batch-to-batch consistency.
Why can the same formula behave differently on two machines?
A formulation sheet does not capture machine-specific variables — pump accuracy, polyol/isocyanate delivery rates, mixing head condition, mixing pressure, throughput, raw material temperature, line speed, or pour pattern. Two machines can deliver the same nominal formula at slightly different actual ratios, which shifts the running index. Mixing head condition affects cell structure independently. The same parts and the same index can produce different foam if the production systems are not equivalent.
What is a “legacy formula” and why is it risky?
A legacy formula is one that was developed years ago and has continued running without major review. The original equivalent weights may have been correct at the time, but raw material CoA values, suppliers, machine conditions, and storage practices may have all changed. The formula may still produce acceptable foam, but acceptable is not always correct — and in a competitive market, drift that built up over years can produce subtle quality losses or efficiency problems that are invisible until something breaks.
Why are copied formulas often unreliable?
A copied formula is developed on one production line and moved to another plant or machine. The parts and index are copied, but the production system is not. The new site may have different suppliers (different CoA ranges), different humidity and storage conditions, different machine calibration, and different operator practices. The formula sheet looks identical to the source, but the foam often is not. A copied formula should be validated, not just transferred.
What makes inherited formulas a special audit risk?
An inherited formula is a spreadsheet that the current team did not build. The original engineer may have left. The reasons behind specific catalyst dosages, crosslinker corrections, or unusual EW values may be unknown. The formula runs, but the team cannot explain it. When quality problems appear, troubleshooting is difficult because the team cannot tell which numbers are original design choices and which are old empirical corrections to problems that may no longer exist.
How do I know my formulation sheet needs an audit?
Common warning signs include hardness varying between batches without obvious cause, compression set failing after no formula change, the same formula behaving differently on another machine, recent supplier changes, formulas copied from another plant, CoA values not recorded in the sheet, EW values that have not been updated in years, water changes made without recalculating the index, and unexplained historical catalyst or crosslinker adjustments. The biggest warning sign is when nobody on the team can fully explain why every number is in the sheet.
Should an audit lead to a formula rewrite?
Not necessarily. The purpose of an audit is to find whether the formula sheet still matches the chemistry and production reality. Often the formula is still close to correct, and the audit identifies a few drift points (an EW value that needs updating, a missing functionality review, an outdated %NCO assumption). Sometimes a single correction restores the original design intent. A full rewrite is only necessary if the audit reveals systemic compound errors or if the production target itself has changed.
What should I share when requesting a formulation sheet audit?
Share the current formulation sheet with all columns (parts, EW, equivalents, weight %, equivalent %, index), the polyol grade with OHV and reported functionality, the isocyanate type with current CoA %NCO, the water level, crosslinker type and dosage, catalyst package and surfactant grade, target foam properties (density, hardness, compression set), and a description of any current quality issues plus the history of recent adjustments. The more complete the data, the more useful the audit.
Key Takeaways
A polyurethane formulation sheet is powerful, but it is not complete production truth.
It shows the formula intention. It does not automatically show current CoA values, polyol functionality, machine delivery, or raw material condition.
The four major things missing from most formulation sheets are:
- Polyol functionality
- Current CoA batch values
- Machine factor
- Raw material condition
Legacy formulas can contain outdated EW values. Copied formulas can fail because the production system changed. Inherited formulas can carry old assumptions nobody understands.
A formula that runs is not always a formula that is correct.
A formulation sheet audit should verify every reactive component, every equivalent weight, every equivalent, and the final index from current data.
When foam quality problems appear without a clear process cause, the formulation sheet should be audited before more empirical corrections are added.
Conclusion
If your current formulation sheet has been copied, inherited, or adjusted over years without full verification, it may contain silent assumptions that no longer match production reality.
PolymersIQ can help audit the sheet from first principles — current CoA values, equivalent weights, reactive equivalents, index, functionality, machine delivery, and formula history — so your team can separate real formulation errors from process noise.
To get accurate support, please share:
- Current formulation sheet (with all columns)
- Polyol grade, OHV, and reported functionality
- Isocyanate type and current CoA %NCO
- Water level, crosslinker type, and dosage
- Catalyst and surfactant package details
- Target foam properties (density, hardness, compression set)
- Recent supplier changes or grade switches
- Description of current quality issues and adjustment history
Contact PolymerIQ for a formulation sheet audit →