Introduction
Every drum of isocyanate that arrives at a foam plant can have a different %NCO value.
Most plants still use the same number for all of them.
That number usually comes from the Technical Data Sheet. It is entered into the formulation spreadsheet, used in the equivalent weight calculation, and treated as if it is a fixed property of the isocyanate grade.
But the TDS value is not the actual value inside the drum.
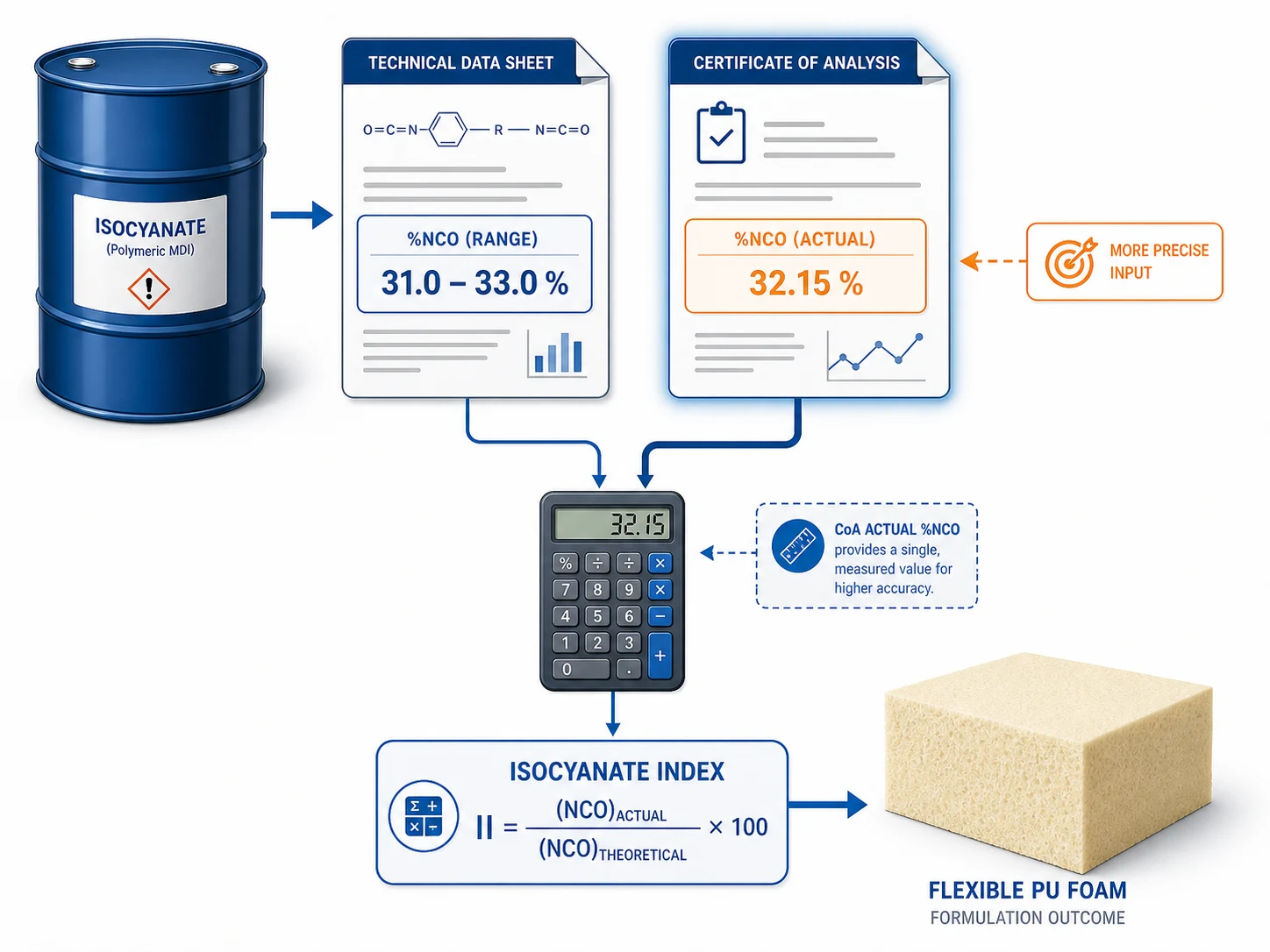
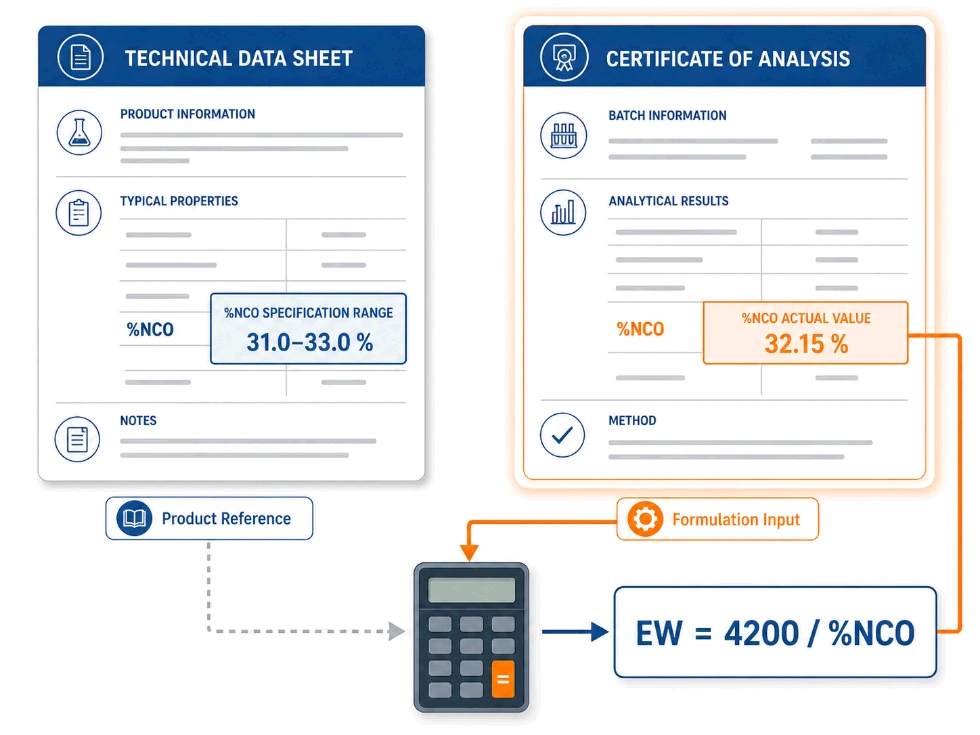
The Technical Data Sheet gives a specification range or typical value. It tells you what the supplier considers acceptable for that grade. The Certificate of Analysis gives the actual %NCO value for the specific batch or drum delivered to your plant.
That difference matters.
The %NCO value controls isocyanate equivalent weight. Equivalent weight controls NCO equivalents. NCO equivalents control the isocyanate index. And the index affects foam hardness, compression set, resilience, cure behaviour, and batch consistency.
If your formula uses the TDS midpoint while the drum has a different CoA value, the formula may not be running at the index shown on the sheet.
This article explains why the CoA %NCO value belongs in your formulation calculation, why the TDS value is not enough, and how drum-to-drum variation creates real PU foam quality drift.
What Is the Difference Between TDS %NCO and CoA %NCO?
The Technical Data Sheet gives a general specification for the isocyanate grade. It may show typical %NCO value, acceptable %NCO range, viscosity range, appearance, storage guidance, and general product properties.
The TDS is useful for understanding the product grade. But it does not tell you the exact %NCO value of the drum sitting in your plant.
The Certificate of Analysis gives the batch-specific or drum-specific value. That is the number measured for the actual material delivered.
For formulation calculation, the difference is simple:
| Document | What It Gives | How It Should Be Used |
|---|---|---|
| TDS | Specification range or typical value | Product reference only |
| CoA | Actual batch or drum value | Formulation calculation input |
The isocyanate index calculation needs one specific %NCO value. A range is not enough. A midpoint is only an assumption. The CoA value is the correct production input.
Why the TDS %NCO Value Is Not a Formulation Input
The TDS %NCO range is a commercial specification window.
It defines the range within which the supplier considers the product acceptable. It does not define the exact value that should be used in your foam formula.
For example, a TDI grade may have a %NCO specification range. A drum at the high end and a drum at the low end can both be accepted. Both can be within specification. Both can be shipped correctly.
But they will not have the same equivalent weight. They will not deliver the same NCO equivalents per part. And if the same isocyanate quantity is used for both drums, they will not produce the same actual index.
That is why the TDS midpoint should not be locked into the formulation spreadsheet as a permanent constant.
The TDS helps identify the product. The CoA controls the calculation.
How %NCO Controls Isocyanate Equivalent Weight
The isocyanate equivalent weight formula is:
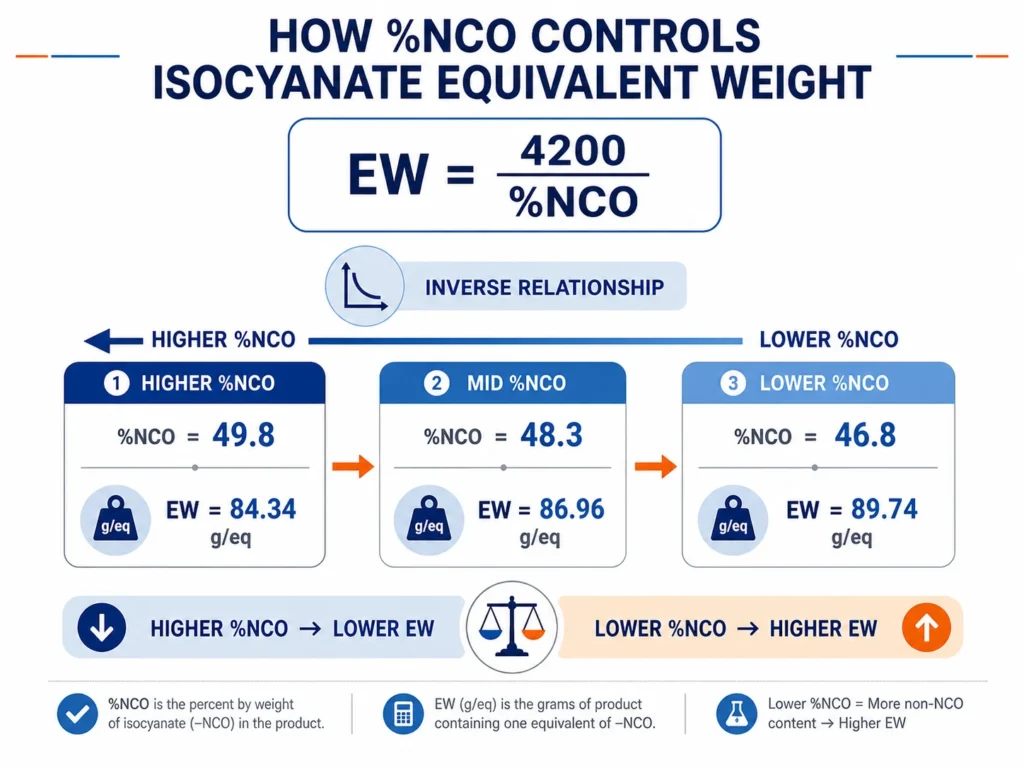
Isocyanate EW = 4,200 ÷ %NCO
The constant 4,200 comes from the molecular weight of the NCO group (42 g/mol) multiplied by 100. The only variable is %NCO.
If %NCO changes, equivalent weight changes. If equivalent weight changes, the same TDI or MDI parts deliver different NCO equivalents.
| %NCO Value | Isocyanate EW (g/eq) |
|---|---|
| 49.8 | 84.34 |
| 48.3 | 86.96 |
| 46.8 | 89.74 |
Higher %NCO gives lower equivalent weight. Lower %NCO gives higher equivalent weight.
This is the reason drum-to-drum %NCO variation becomes index variation.
The Index Swing Caused by Using One TDI Value for Every Drum
Now look at what happens when the formula uses the same TDI quantity for drums with different actual %NCO values.
Example TDI range:
| %NCO Value | EW (g/eq) | TDI Quantity | Actual Index Running |
|---|---|---|---|
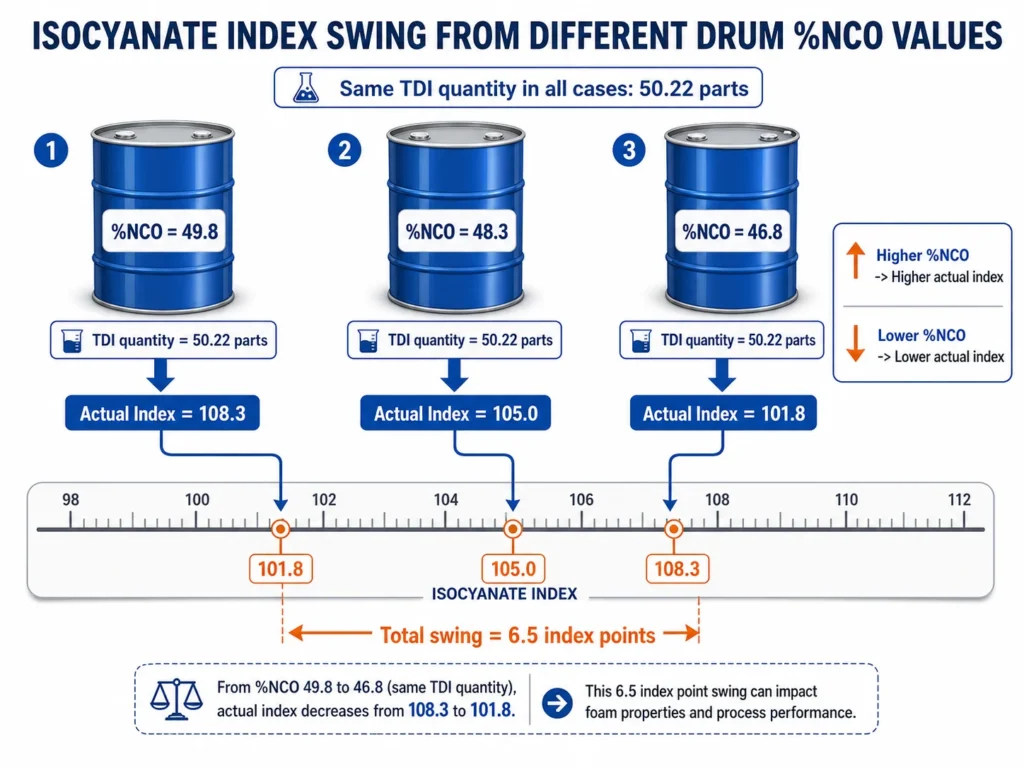
| 49.8 (high-end CoA) | 84.34 | 50.22 parts | 108.3 |
| 48.3 (midpoint / design) | 86.96 | 50.22 parts | 105.0 |
| 46.8 (low-end CoA) | 89.74 | 50.22 parts | 101.8 |
Same TDI quantity. Same foam formula. Same machine settings. Different actual index.
From 101.8 to 108.3, the formula can experience about a 6.5 index point total swing only because the actual %NCO value changed.
That is enough to affect foam properties.
- At the high %NCO end, the same TDI parts deliver more NCO equivalents. The foam may run firmer than expected.
- At the low %NCO end, the same TDI parts deliver fewer NCO equivalents. The foam may run softer than expected.
If the plant is using only the TDS midpoint, this variation can be misdiagnosed as a process issue. But the cause is inside the raw material data.
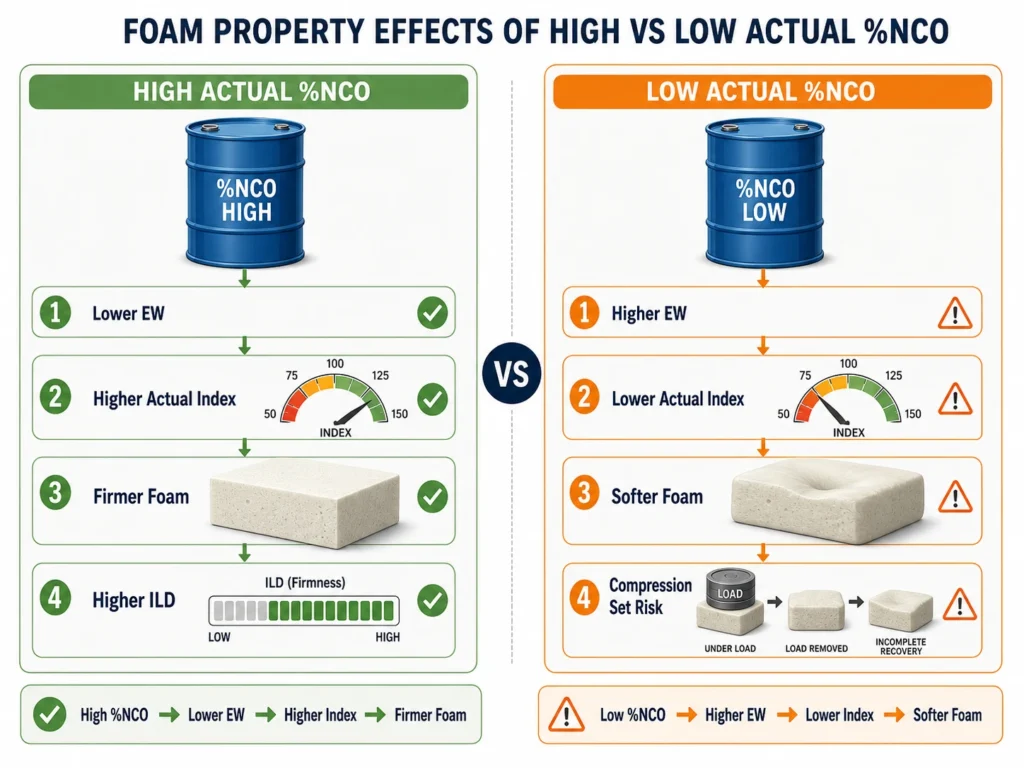
How This Shows Up in Foam Quality
A wrong %NCO assumption can appear as ordinary foam quality variation.
If the actual %NCO is higher than the formula assumption, the real index can rise. Possible symptoms include:
- Higher hardness
- Firmer hand feel
- Higher ILD
- Tighter compression set
- Reduced softness
- Possible brittleness if the shift is large
If the actual %NCO is lower than the formula assumption, the real index can drop. Possible symptoms include:
- Softer foam
- Lower ILD
- Weaker recovery
- Compression set risk
- Lower network development
- Customer complaints about feel or durability
The foam plant may look for the problem in catalyst, silicone, temperature, or machine calibration. Those checks are useful, but they do not answer the first question:
Was the actual CoA %NCO value used in the formula?
If the answer is no, troubleshooting is starting from an uncertain index baseline.
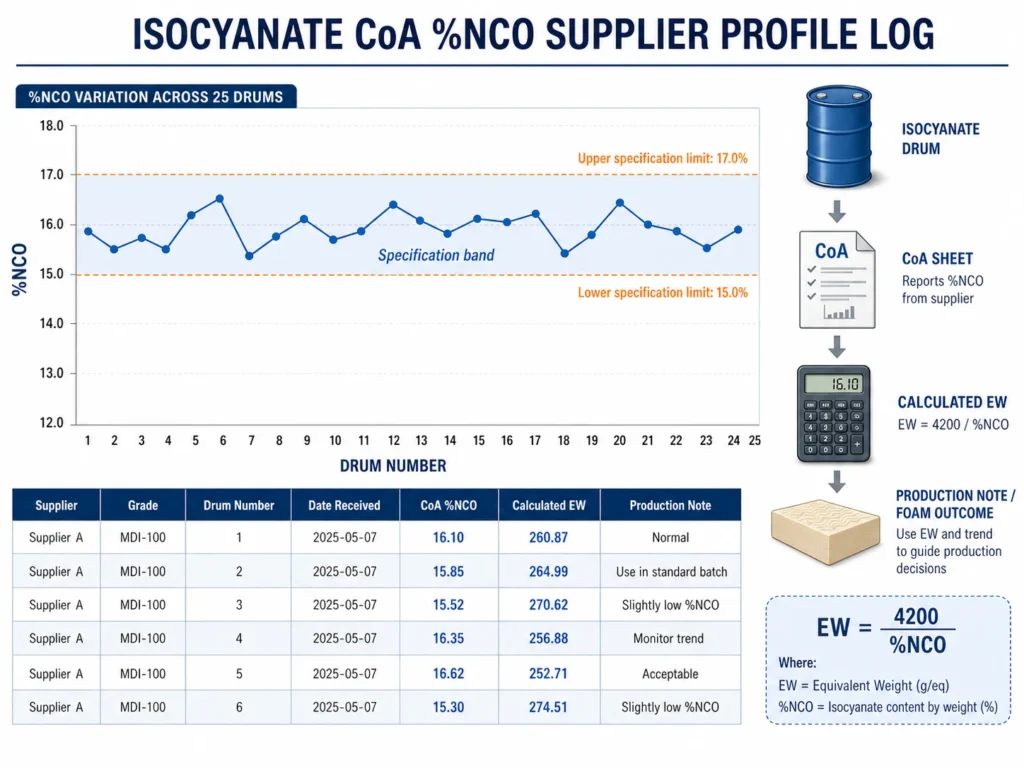
Why CoA Logging Builds Better Formulation Control
Using the CoA value for one drum is good. Logging CoA values over time is better.
Every isocyanate delivery should be recorded with:
- Supplier name
- Product grade
- Drum or batch number
- Date received
- CoA %NCO
- Calculated equivalent weight
- Formula or production run used
- Any foam quality observation
After 20 to 30 drums, patterns become visible. Some suppliers may deliver very tight values close to the design target. Others may move across a wider part of the specification range. This supplier profile helps the foam plant understand real delivery behaviour, not just published specification limits.
A supplier profile can answer questions like:
- Is this supplier consistently high or low in %NCO?
- Does the value drift by production batch?
- Are quality issues linked to certain %NCO ranges?
- Does a supplier switch require formula adjustment?
- Is the formula using a realistic design value?
This turns raw material data into production knowledge.
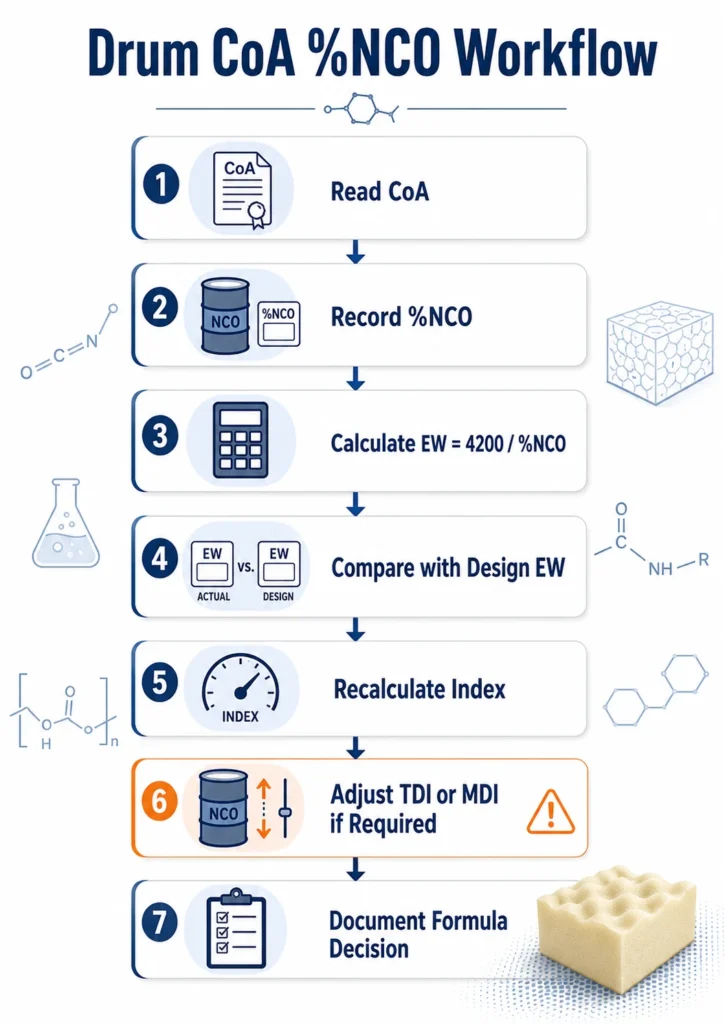
Correct Workflow: How to Use Drum CoA %NCO
Correct %NCO handling is a simple production workflow.
- Read the CoA. Before the drum enters production, check the actual %NCO value on the Certificate of Analysis.
- Record the value. Log supplier, grade, drum number, date, and %NCO value.
- Calculate isocyanate EW. Use EW = 4,200 ÷ %NCO.
- Compare with design EW. If the drum EW is close to the formula design value, no major change may be needed. If the difference is meaningful, review the index impact.
- Recalculate the index. Use the actual EW value in the full index calculation.
- Adjust isocyanate parts if required. If the index shift is significant, correct the TDI or MDI quantity before production.
- Document the formula decision. Record whether the run used the original formula or a corrected value based on CoA %NCO.
This workflow prevents a TDS assumption from becoming a production quality issue.
Practical Decision Thresholds for %NCO Variation
Not every %NCO difference requires a formula adjustment. The decision depends on the effect on equivalent weight and index.
A practical guide:
| %NCO Deviation from Design | Typical Index Shift | Action Required |
|---|---|---|
| Less than ±0.5% | Around 1 point | Record and monitor |
| ±0.5% to ±1.0% | Around 1–2 points | Recalculate index and review adjustment |
| More than ±1.0% | 3+ points | Adjust isocyanate quantity before run |
These are practical production thresholds, not universal laws. High-specification products may require tighter control.
The key point is that the decision should be based on calculation, not assumption.
Use the PolymersIQ NCO / TDI Index Calculator
The PolymersIQ NCO / TDI Index Calculator helps you calculate the correct isocyanate quantity using the actual CoA %NCO value.
Use it when a new TDI or MDI drum arrives, the CoA %NCO differs from the design value, you switch isocyanate supplier, foam hardness shifts without a clear process reason, compression set changes after a new isocyanate batch, or you want to confirm the real index before production.
Open the NCO / TDI Index Calculator →
For the foundation explanation of %NCO, read NCO Content in Isocyanate: What %NCO Means in PU Foam Formulation.
For common NCO handling mistakes, read 4 NCO Content Mistakes That Corrupt PU Foam Index Calculations.
For the complete equivalent weight guide, read Equivalent Weight in Polyurethane Foam: Complete Calculation Guide.
For the full isocyanate index calculation method, read Isocyanate Index Calculation Guide for PU Foam Engineers.
FAQs
What is the difference between TDS %NCO and CoA %NCO?
The TDS (Technical Data Sheet) gives a general specification range or typical value for the isocyanate grade — it tells you what the supplier considers acceptable for that product. The CoA (Certificate of Analysis) gives the actual measured %NCO value for the specific batch or drum delivered to your plant. The TDS is for product reference; the CoA is for formulation calculation.
Why shouldn’t I just use the TDS midpoint in my formula?
The TDS midpoint is an assumption, not a measurement. A drum at the high end and a drum at the low end of the TDS range can both be inside specification, but they will have different equivalent weights and deliver different NCO equivalents per part. Using a fixed midpoint locks in an error every time the actual drum value differs from that midpoint.
How much can the actual index swing due to drum-to-drum %NCO variation?
For a typical TDI grade with a normal specification range, using one fixed TDI quantity across drums at the low and high ends of %NCO can produce about a 6.5-point total index swing. For example, the same 50.22 parts of TDI can deliver an actual index of 101.8 with a low-%NCO drum and 108.3 with a high-%NCO drum. That’s a meaningful difference in foam properties.
Can a drum within TDS specification still cause foam quality problems?
Yes. Being within specification means the supplier delivered acceptable material, but it does not mean the material matches your formulation baseline. If your formula was designed around one %NCO value and the delivered drum has a different value (still within range), the same isocyanate quantity will produce a different running index. Foam properties can drift even though the raw material is technically compliant.
How do I calculate the index impact when %NCO changes?
Use EW = 4,200 ÷ %NCO to calculate the new equivalent weight, then plug it into the full index calculation. The change in EW alters how many NCO equivalents the same TDI or MDI parts deliver, which moves the actual running index. If the index shift is significant, the isocyanate quantity should be adjusted before production.
Should I always recalculate the index when a new drum arrives?
For meaningful changes in CoA %NCO, yes. Small variations within ±0.5% of the design value can typically be monitored without immediate adjustment. Variations of ±0.5% to ±1.0% should be reviewed for index impact. Variations greater than ±1.0% generally justify adjusting the isocyanate quantity before the production run.
What’s the benefit of logging CoA %NCO values over time?
A supplier profile reveals delivery patterns that are not visible from a single drum. Some suppliers consistently deliver near the high end of the specification range, others near the low end, others at the midpoint. After 20–30 drums, you can see whether your formula’s design value matches what your supplier actually delivers — or whether the design value should be updated to match real delivery behaviour.
Can supplier switches cause foam quality problems even with the same product grade?
Yes. The same generic product grade from different suppliers can have different actual %NCO ranges, different batch-to-batch variation patterns, and different real delivery values. Switching suppliers without verifying CoA %NCO and recalculating the index can introduce unexpected foam quality drift. A supplier change should always trigger a formulation review.
How does this rule apply to MDI and polymeric MDI?
The same rule applies — only the %NCO range is different. MDI typically has %NCO around 31.5, polymeric MDI may have different values, and modified isocyanates have their own ranges. The formula EW = 4,200 ÷ %NCO is universal, and the same logic about TDS vs CoA applies to all isocyanate types.
What’s the simplest QC change a foam plant can make to prevent this problem?
Add one step to incoming QC: when a new isocyanate drum arrives, record the actual CoA %NCO, calculate the equivalent weight, and compare it to the formula design value. If the difference is significant, recalculate the index before the drum enters production. This single discipline prevents most %NCO-related index drift.
Key Takeaways
The TDS %NCO value is not the same as the CoA %NCO value. The TDS gives a specification range or typical value. The CoA gives the actual value for the delivered drum or batch.
PU foam formulas should use the actual CoA %NCO value whenever available.
%NCO controls isocyanate equivalent weight through:
EW = 4,200 ÷ %NCO
If %NCO changes, equivalent weight changes. If equivalent weight changes, the same isocyanate parts deliver different NCO equivalents. That changes the actual running index.
Across a typical TDI range, using one fixed TDI quantity can create about a 6.5-point total index swing from low-end to high-end %NCO. This can appear as hardness drift, compression set variation, or inconsistent foam feel.
The solution is simple: read the CoA, record the actual %NCO, calculate EW, recalculate index, and adjust isocyanate quantity when required.
Conclusion
If your foam quality is varying and the process data does not explain it, the cause may be in the isocyanate CoA.
A formulation audit can identify whether the %NCO value in your formula matches what your supplier is actually delivering.
PolymersIQ can help review your CoA data, calculate the true equivalent weight, and correct the index baseline before more production runs compound the error.
To get accurate support, please share:
- Isocyanate type, supplier, and grade
- Recent CoA %NCO values (last 5–10 drums if available)
- Design %NCO used in your original formulation
- TDI or MDI quantity in current formula
- Target index and observed foam properties (ILD, compression set)
- Description of the production issue you are facing
Contact PolymerIQ for an isocyanate formulation audit →