Introduction
PU foam raw material changes rarely affect only one property. A foam plant has a hardness drift. The engineer adjusts the catalyst. Hardness improves slightly, but compression set gets worse. The water level is reduced. Density changes, but the foam now feels different. Surfactant is increased to fix the new cell structure. The cells become tighter, but airflow drops.
Three changes, three new problems.
This pattern is not unusual. It is the result of treating a polyurethane foam formula as if each raw material can be adjusted independently. It cannot.
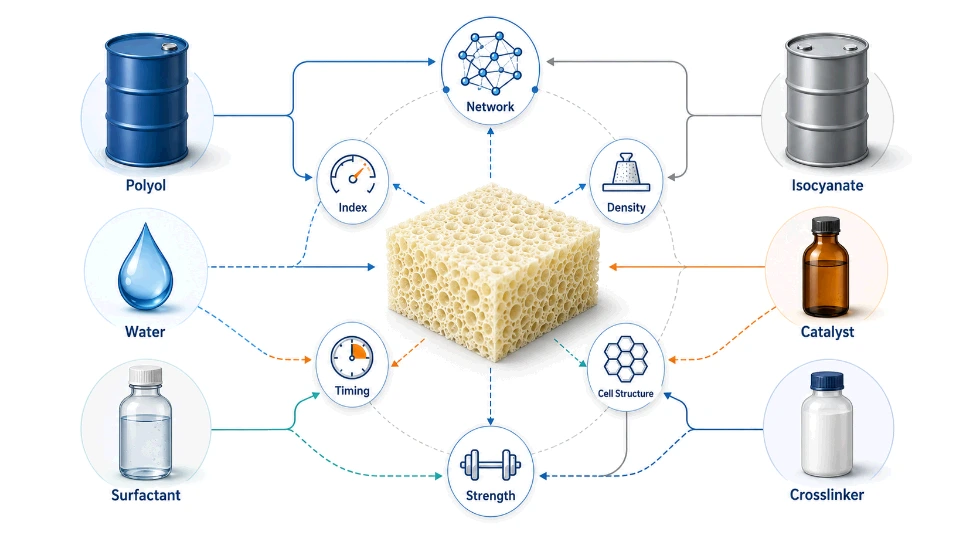
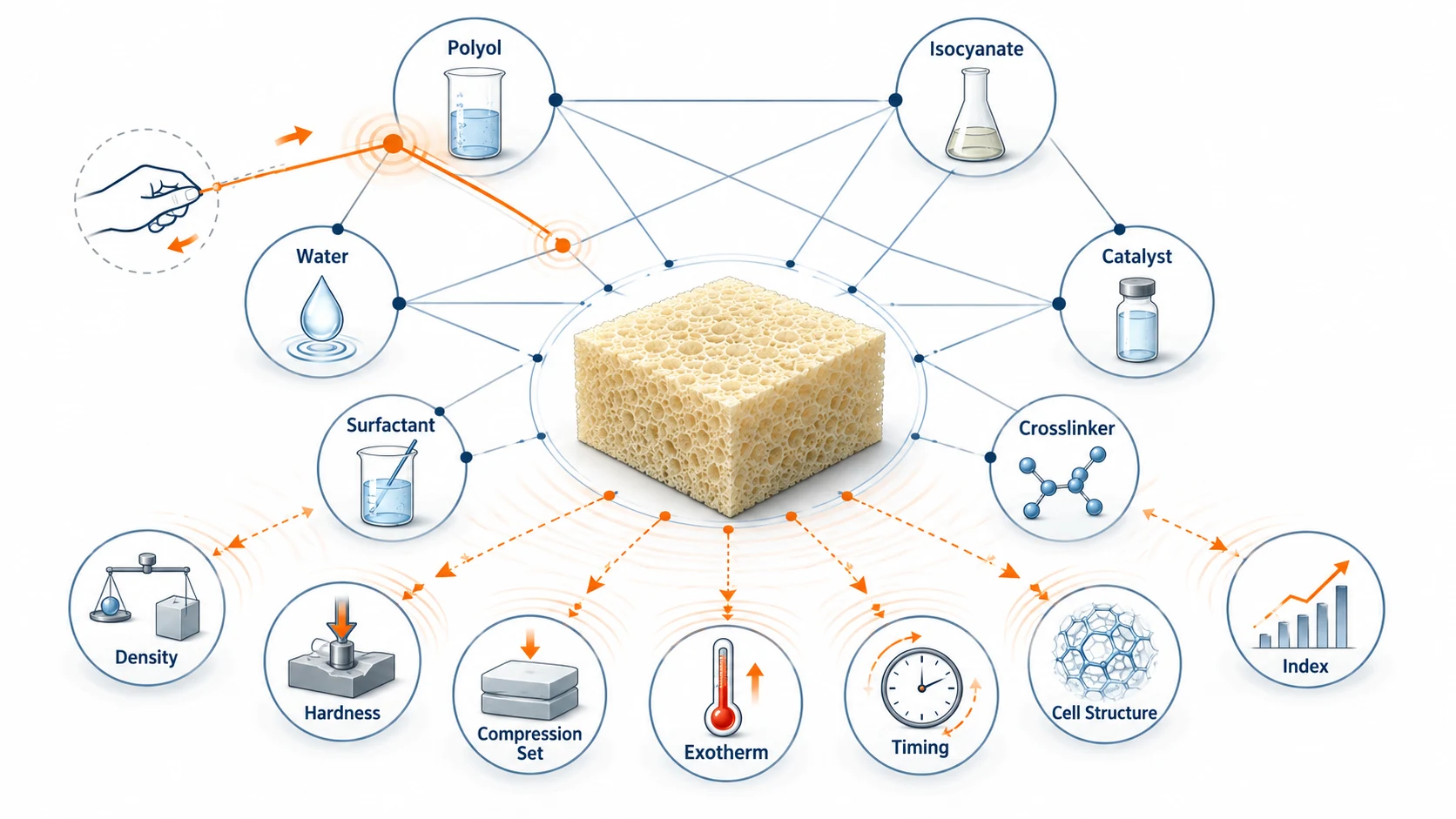
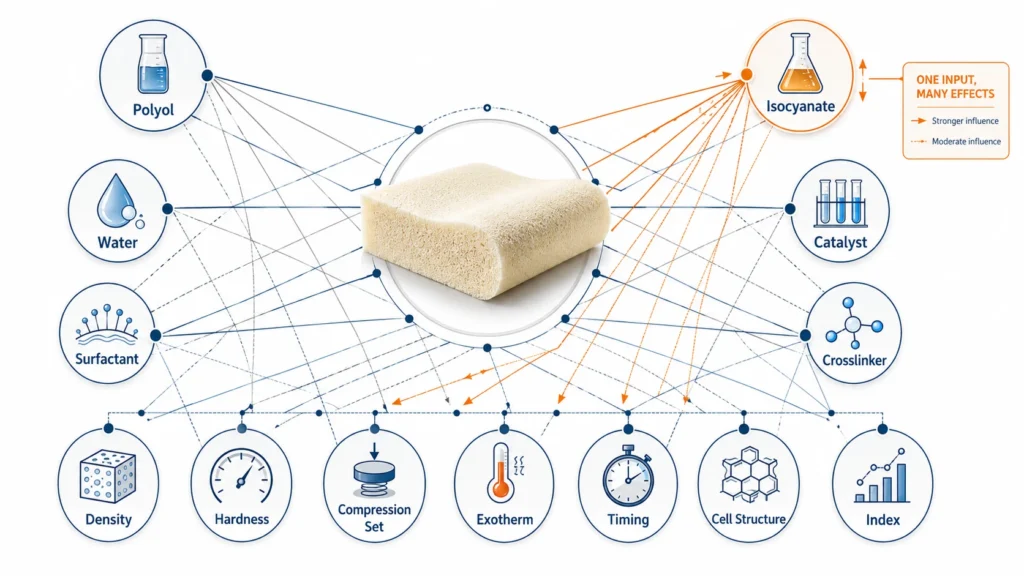
A polyurethane foam formula behaves as one connected system. Changing one raw material can move several properties at the same time. Polyol affects flexibility, hardness, network architecture, and isocyanate demand. Water affects density, urea hard segments, exotherm, and the index. Catalyst affects timing and the gel/rise balance. Surfactant affects cell size, cell opening, and rise stability. Crosslinker affects network density, hardness, and cell tightness.
These effects overlap. A single adjustment intended to fix one property often moves three or four others.
This article explains why single-variable troubleshooting often fails in PU foam, what a connected formula change actually looks like, and how to use a structured change-control checklist to avoid making one problem into several.
Why Single-Variable Troubleshooting Fails
In many engineering disciplines, single-variable adjustment works. Change the input, observe the output, refine. In polyurethane foam, that approach often fails because the inputs are not independent.
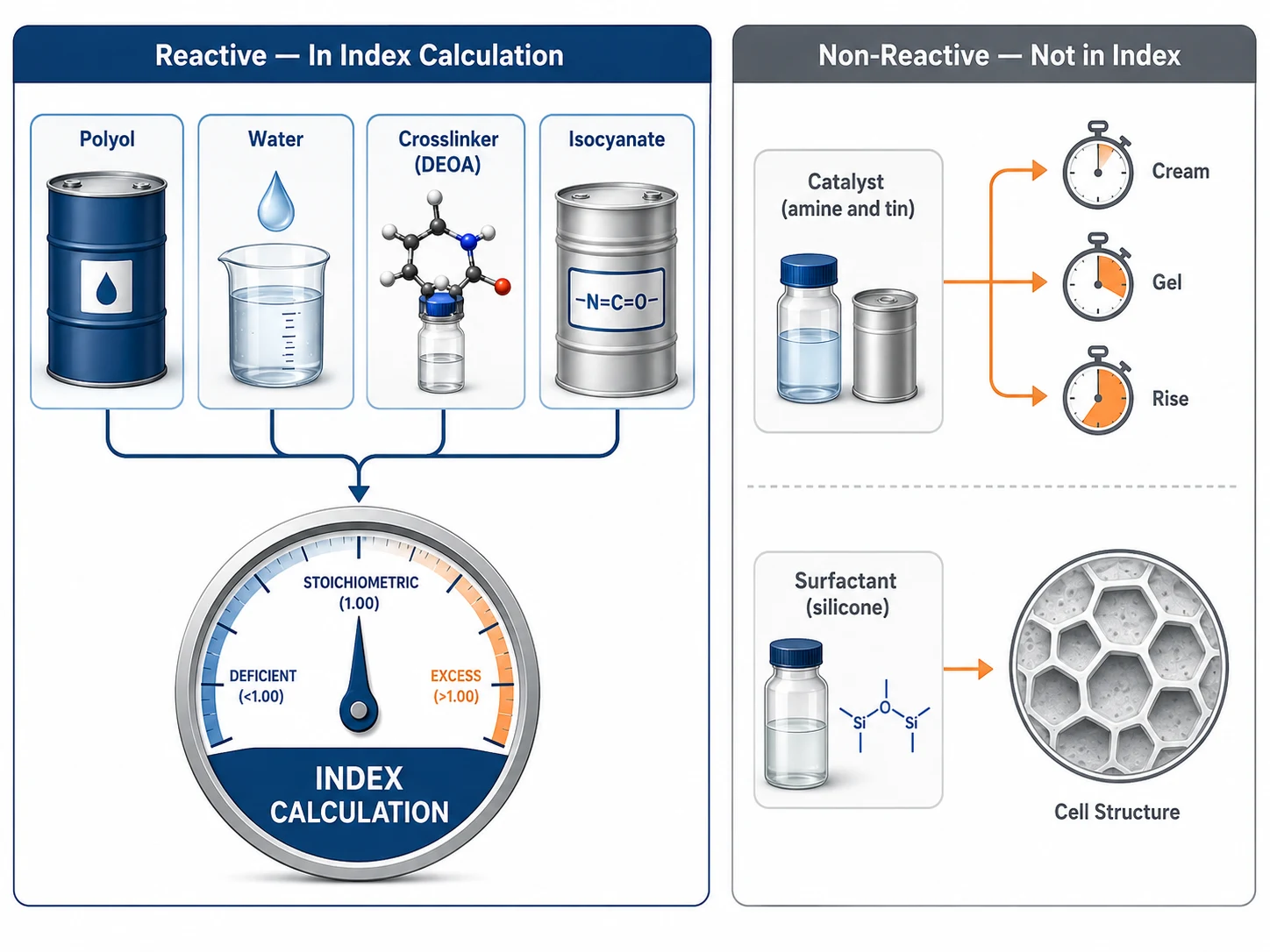
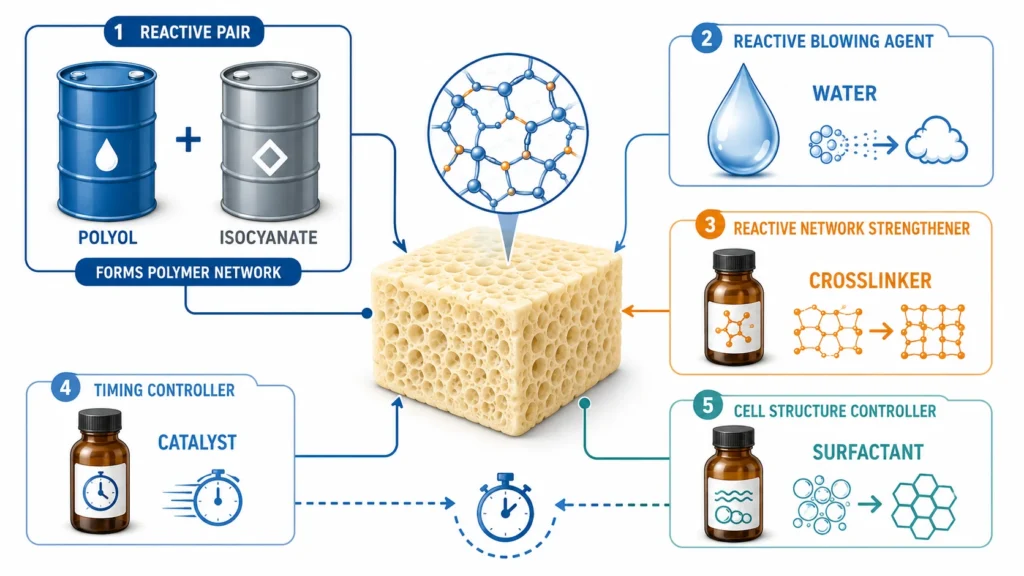
A foam formula is a chemical and physical system where:
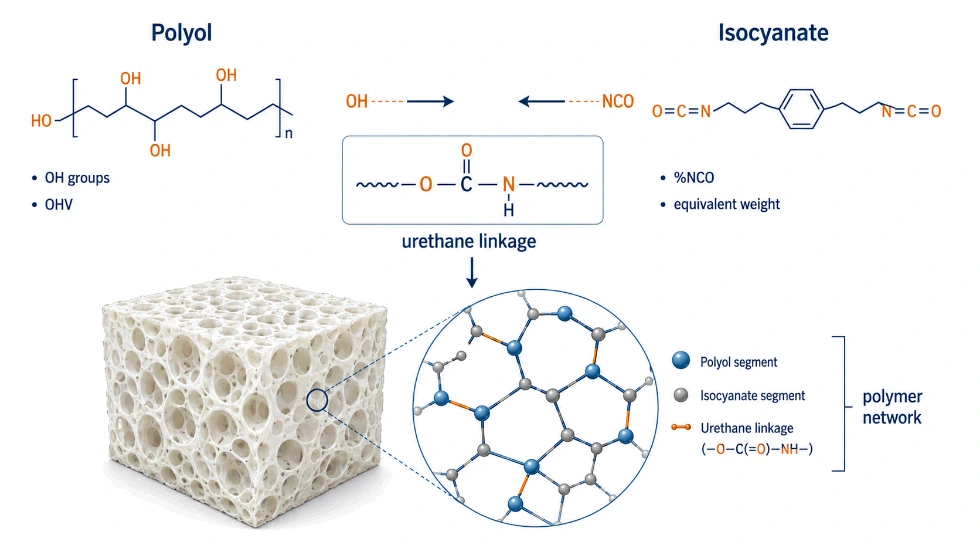
- Polyol provides the polymer backbone
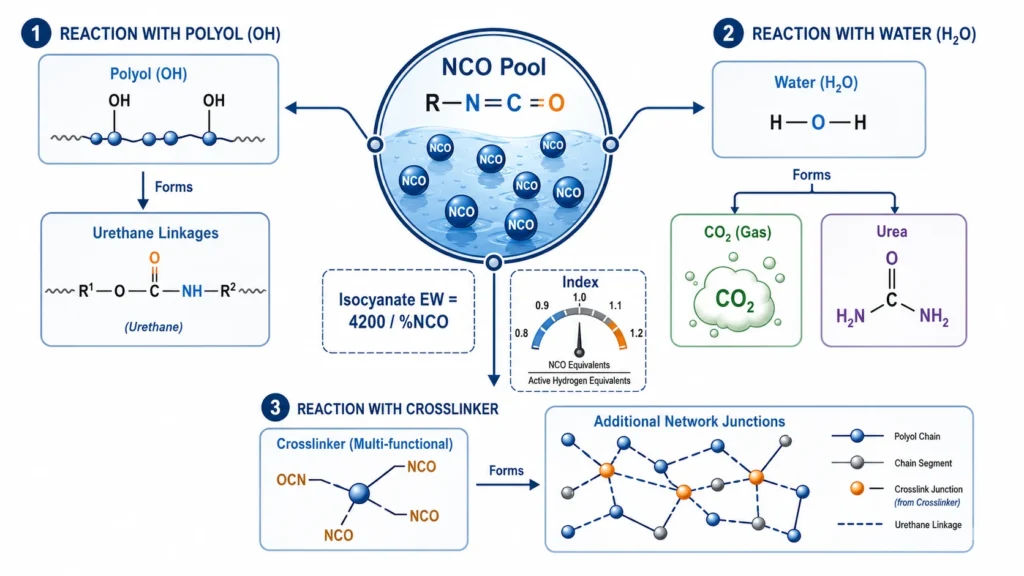
- Isocyanate reacts with polyol, water, and crosslinker
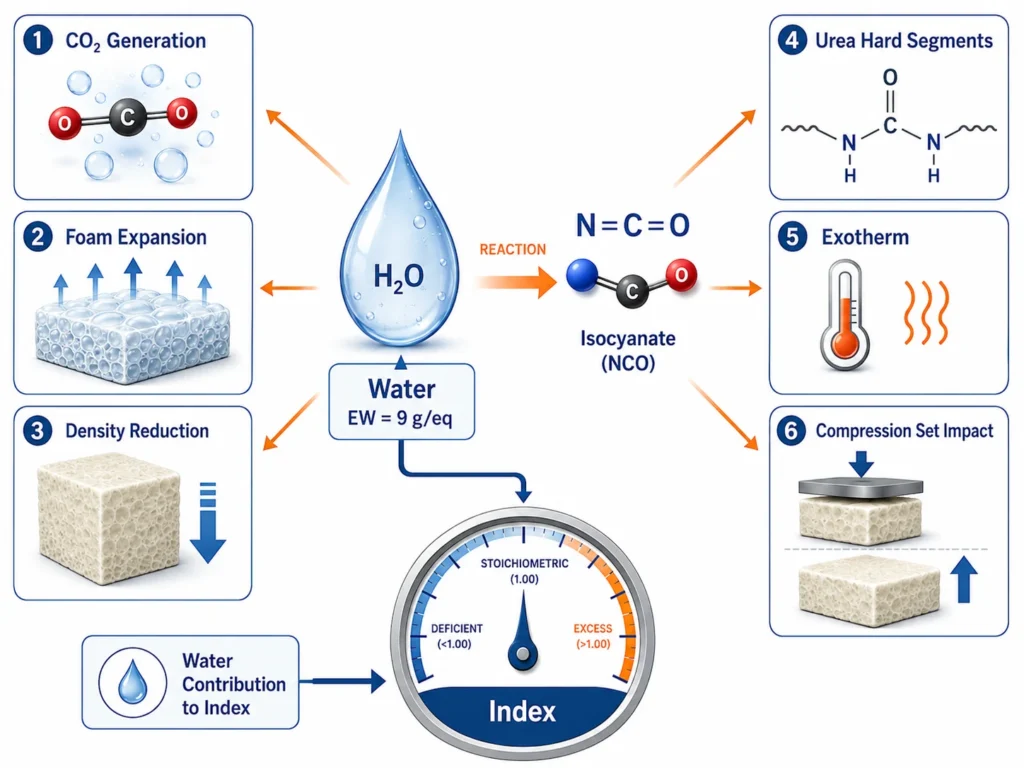
- Water generates CO₂ and forms urea hard segments
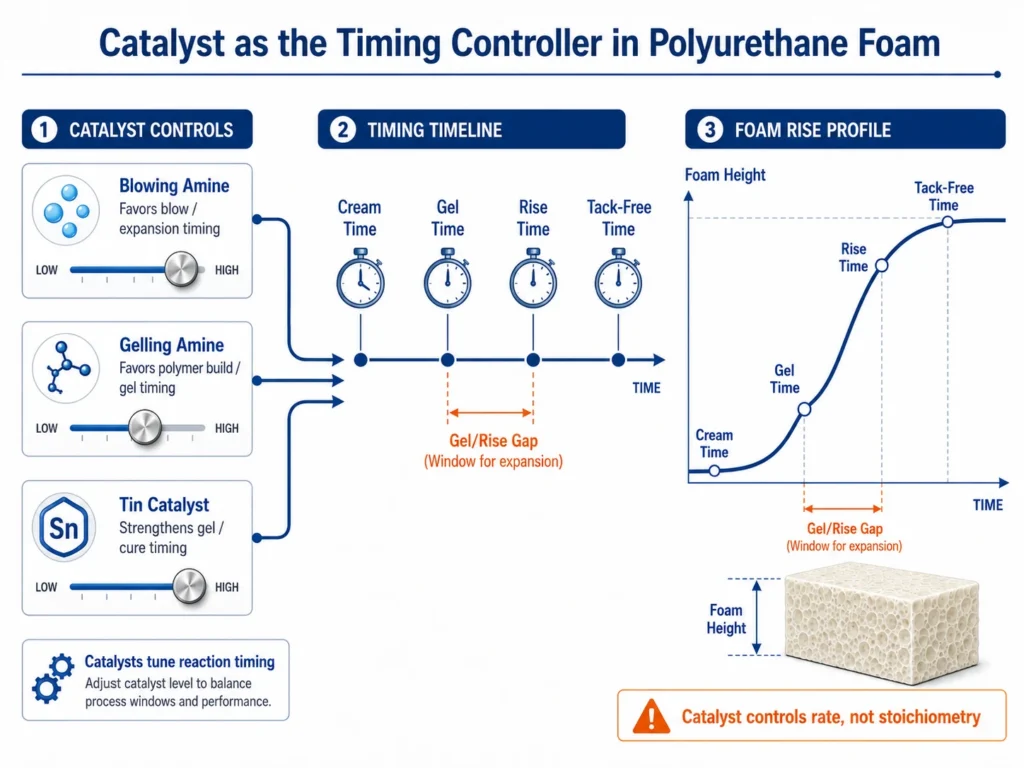
- Catalyst sets the relative timing of competing reactions
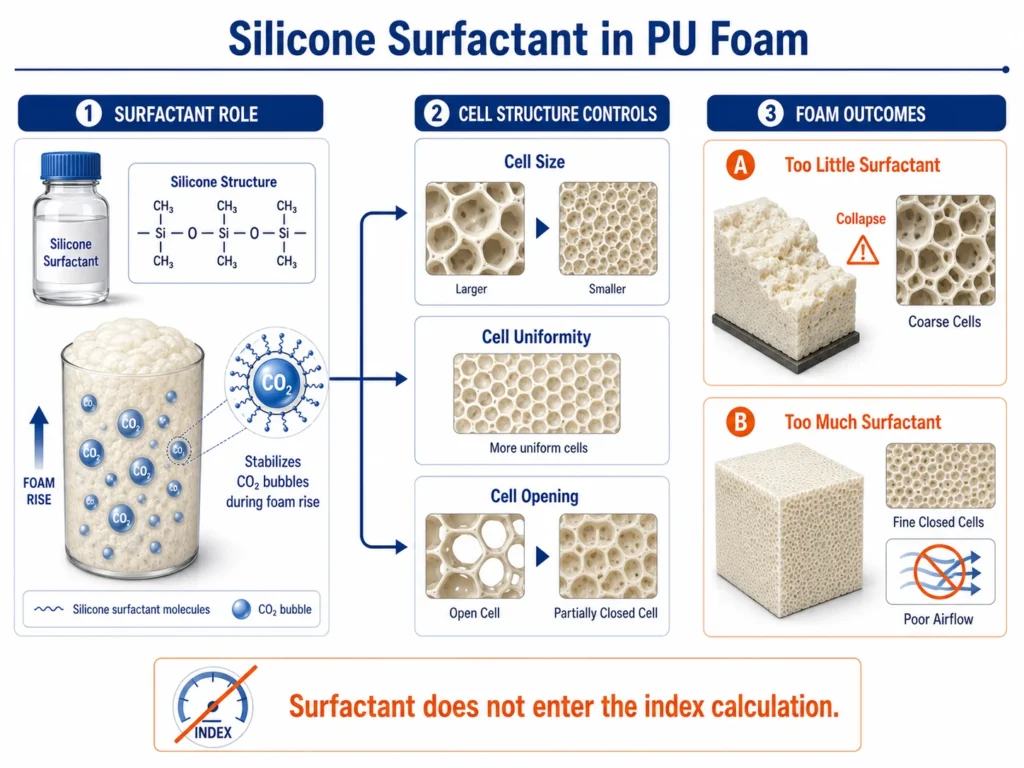
- Surfactant stabilizes cells while the network forms
- Crosslinker adds reactive equivalents and network junctions
Each material participates in multiple physical and chemical roles. When one is changed, the others must respond. The catalyst that worked at the original water level may not work at a higher water level. The surfactant that gave fine cells at the original index may give tight cells at a higher index. The DEOA dosage that supported compression set at the original isocyanate %NCO may overshoot if the new drum has higher %NCO.
This is why isolated adjustments produce unpredictable results. The variable being controlled is not the only thing that moved.
What Each Raw Material Change Actually Does
A polyurethane foam formula behaves as one system. Changing one raw material can move several properties at once.
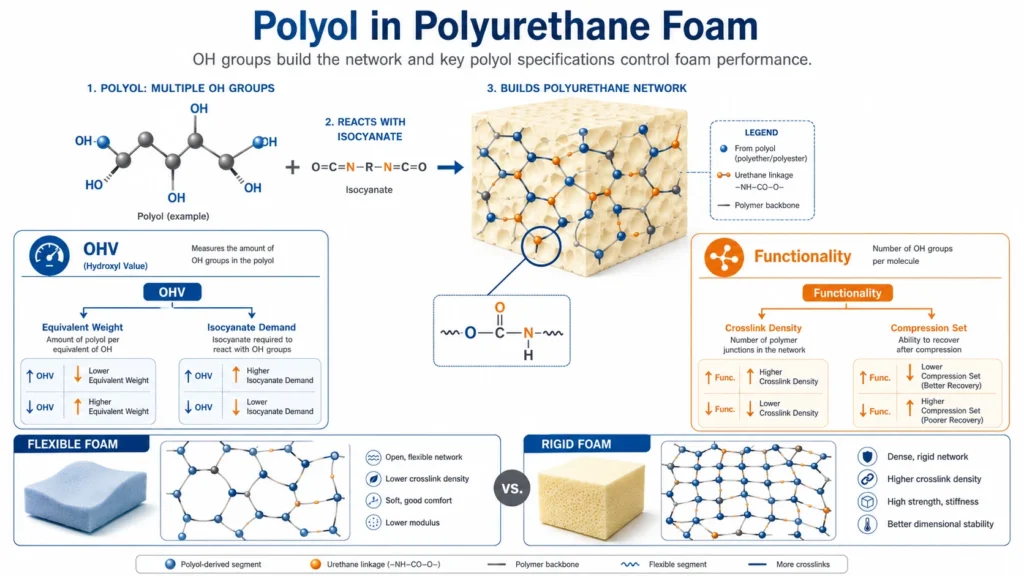
Change the polyol
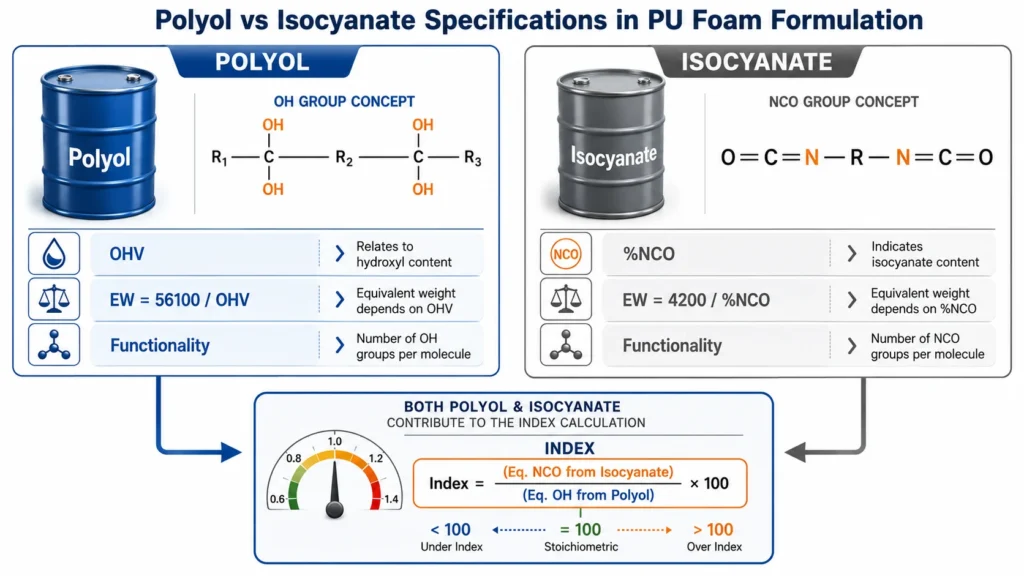
You may change OHV, equivalent weight, functionality, viscosity, flexibility, compression set, network structure, and isocyanate demand. A polyol substitution at “the same OHV” can still change functionality and supplier-specific impurities, which means the network architecture is not actually the same.
Change the isocyanate
You may change %NCO, equivalent weight, the index calculation, cure speed, hardness, exotherm, and moisture sensitivity. A new isocyanate supplier with the same nominal grade can deliver a different actual %NCO from the CoA, shifting the running index without any visible formula change.
Change the water level
You may change density, CO₂ generation, urea content, hardness, exotherm, NCO demand, and compression set. Water has EW = 9 g/eq, so even a 0.3-part change is a meaningful stoichiometric movement, not a small adjustment.
Change the catalyst
You may change cream time, gel time, rise time, tack-free time, the gelling-versus-blowing balance, surface cure, and processing window. Catalyst does not change the index, but it can mask an index error temporarily by altering when the foam appears to set or open.
Change the surfactant
You may change cell size, cell opening, cell uniformity, foam stability, airflow, and surface quality. Surfactant changes do not affect the index, but they can mask a chemistry-driven cell problem if cell tightness is actually caused by over-crosslinking.
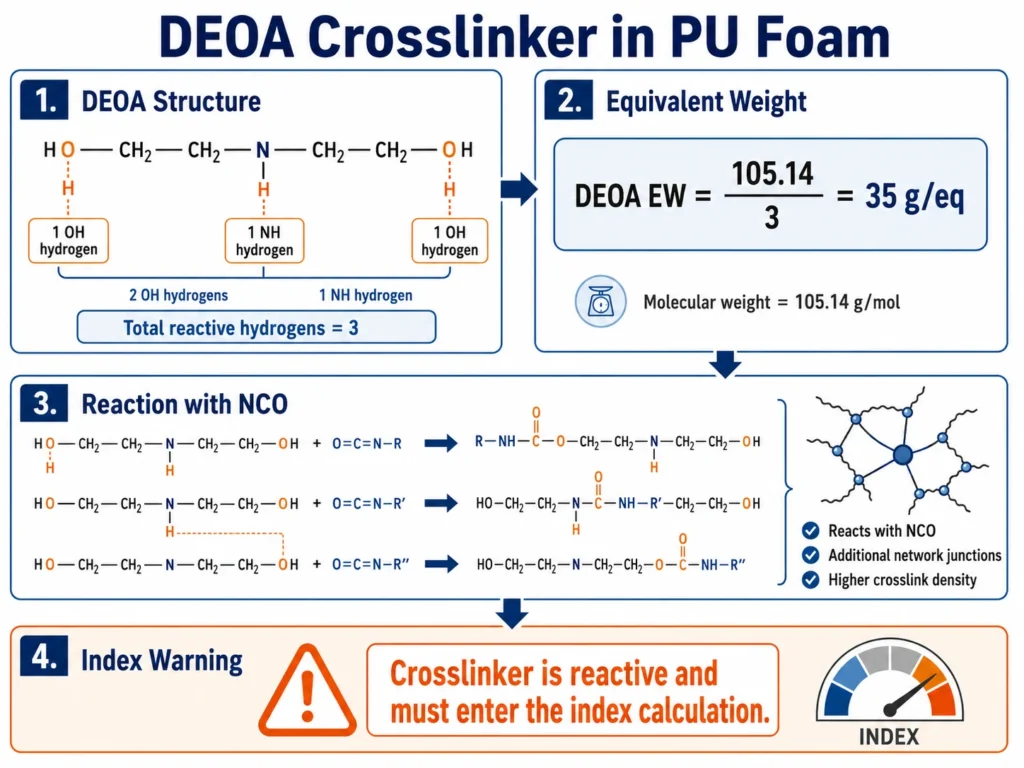
Change the crosslinker
You may change reactive equivalents, the index calculation, hardness, ILD, compression set, cell tightness, and network strength. DEOA’s low EW means small additions have large index impact — and the index must be recalculated every time crosslinker dosage moves.
Most raw material changes affect more than one property. That is the central reality of PU foam troubleshooting.
Single-Variable Failure: A Worked Example
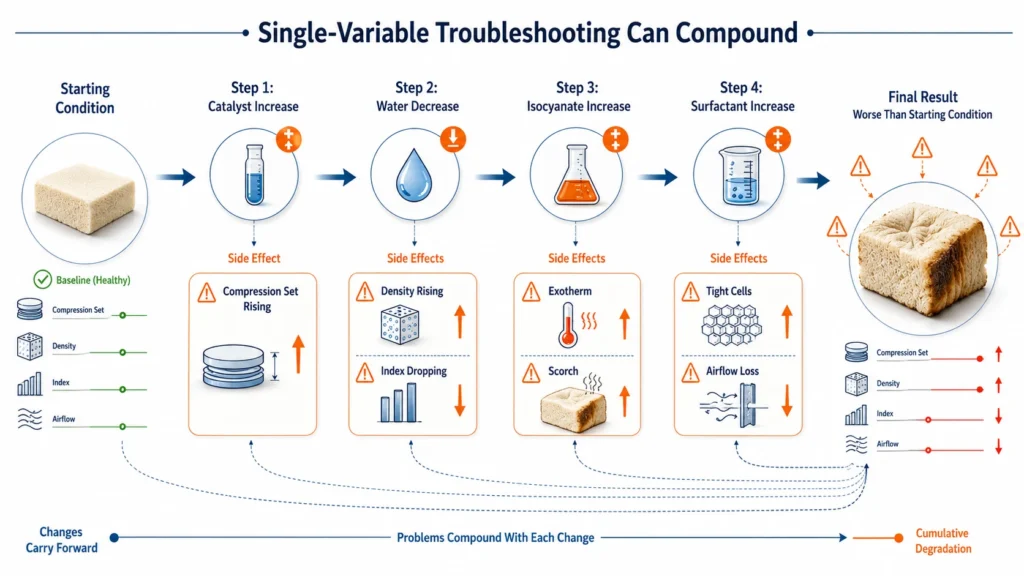
Consider a flexible foam plant troubleshooting a hardness drift. The original formula targets ILD 40 N at 25 kg/m³ density.
Step 1. Hardness reads low. Engineer increases catalyst, expecting cure to improve. Cure improves slightly, but compression set increases (catalyst shifted gel/rise balance and changed cell opening).
Step 2. Engineer reduces water by 0.3 parts to firm up the foam. Density rises, but the actual running index drops because water reduction lowered reactive hydrogen equivalents while isocyanate parts stayed constant. Hardness moves the wrong way again.
Step 3. Engineer increases isocyanate to recover the index. Cure now overshoots, exotherm increases, and the foam shows scorch in larger blocks.
Step 4. Engineer increases surfactant to recover cell structure after the firmer foam. Cells become tight, airflow drops, and the foam fails ventilation testing.
Each adjustment was logical in isolation. The combined result is a formula that no longer matches any of the original targets.
The root cause may have been simple — for example, an isocyanate drum with a CoA %NCO 1.0 point lower than the formula assumed, shifting the actual running index from 105 to 102. A single index recalculation at the start would have solved it. Instead, four adjustments compounded into a worse formula.
This is the cost of single-variable troubleshooting in a connected system.
Practical Raw Material Change-Control Checklist
Before changing any raw material, ask the following questions. This checklist forces a structured review instead of an ad-hoc adjustment.
| Raw Material Change | What Must Be Checked |
|---|---|
| Polyol grade change | OHV, EW, functionality, viscosity, index, compression set |
| Isocyanate supplier change | CoA %NCO, EW, index, moisture exposure, reaction profile |
| Water level change | Density, NCO demand, exotherm, urea formation, index |
| Catalyst change | Cream time, gel time, rise time, gel/rise gap |
| Surfactant change | Cell size, cell opening, airflow, collapse risk |
| Crosslinker change | EW, reactive equivalents, index, compression set, cell tightness |
Do not approve raw material changes only by name, price, or TDS comparison. Use current CoA values where possible. Recalculate reactive components. Run a controlled trial. Record timing, density, hardness, cell structure, and recovery.
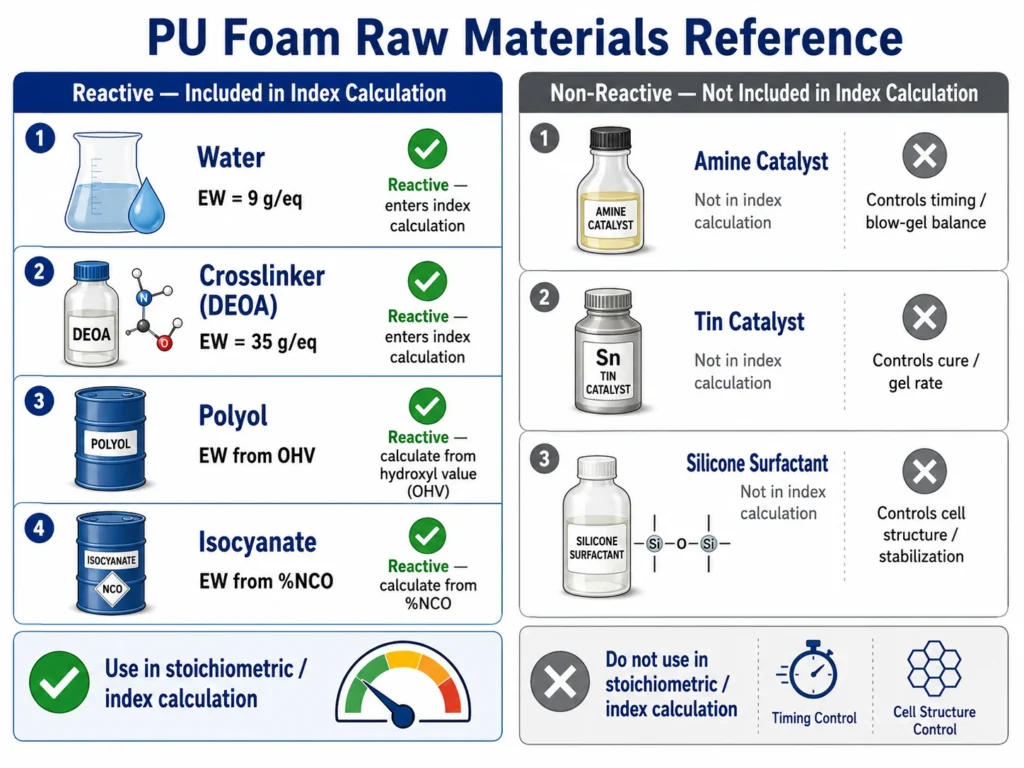
The Reactive vs Non-Reactive Discipline in Troubleshooting
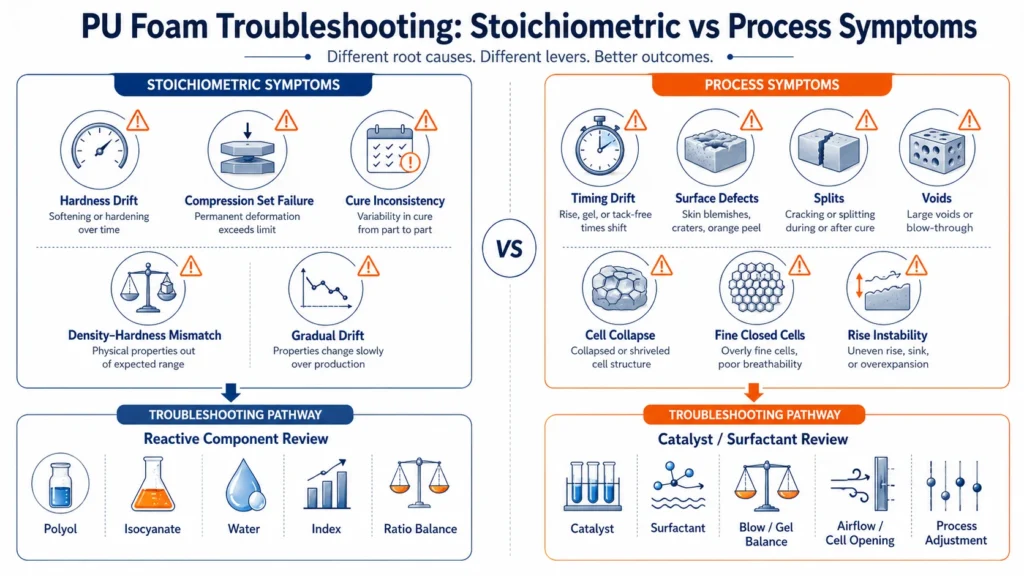
When a foam quality problem appears, the first question is not “what should I change?” The first question is “is this a stoichiometric problem or a process problem?”
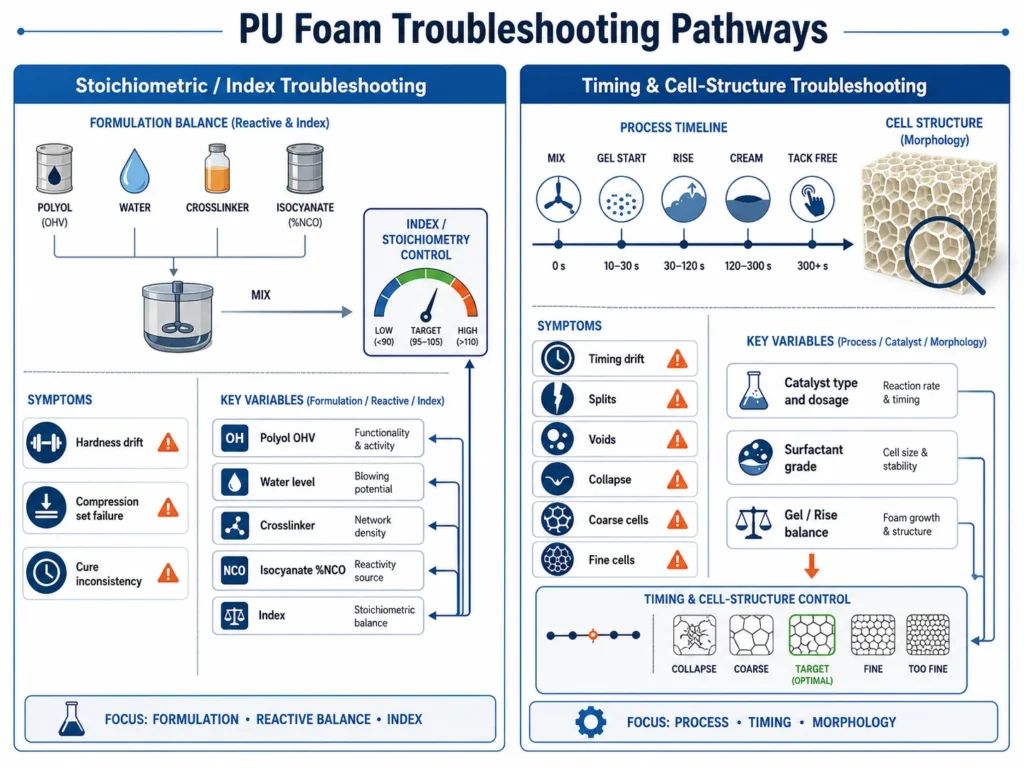
Stoichiometric / index symptoms
These suggest a problem in the reactive components — polyol, water, crosslinker, or isocyanate.
- Hardness drift after a raw material change
- Compression set failure that does not respond to catalyst adjustment
- Cure inconsistency after a supplier change
- Density-versus-hardness mismatch
- Foam properties that drifted gradually over many production runs
Process / timing / cell-structure symptoms
These suggest a problem in catalyst, surfactant, mixing, temperature, or machine variables.
- Cream/gel/rise timing drift
- Surface defects, splits, or voids
- Cell collapse or coarse cells
- Fine cells with poor airflow
- Rise instability or surface tackiness
These two symptom groups call for different troubleshooting pathways. Stoichiometric problems require recalculation of reactive equivalents and the index. Process problems require catalyst and surfactant review. Mixing the pathways — for example, changing surfactant when the real problem is index drift — produces the compounding pattern shown in the worked example above.
When to Change One Variable at a Time
Despite everything above, single-variable trials are still the right tool — when used in the right context.
Good single-variable use:
- Validating a deliberate, calculated change (e.g., adjusting isocyanate by a known amount to recover index)
- Confirming a hypothesis after stoichiometric review (e.g., testing if the problem is really catalyst, not chemistry)
- Comparing two specific options (e.g., surfactant grade A vs grade B)
- Designed-experiment scoping where one variable is controlled at a time
Poor single-variable use:
- Reactive adjustments without prior calculation
- Trying to fix a multi-symptom problem with one change
- Adjusting a non-reactive component (catalyst, surfactant) to compensate for a reactive-component error
- Substituting raw materials based only on TDS or product name
The difference is whether the adjustment is calculated and predicted, or whether it is a guess. Calculated adjustments make use of the connected nature of the formula. Guesses fight against it.
A Better Troubleshooting Workflow
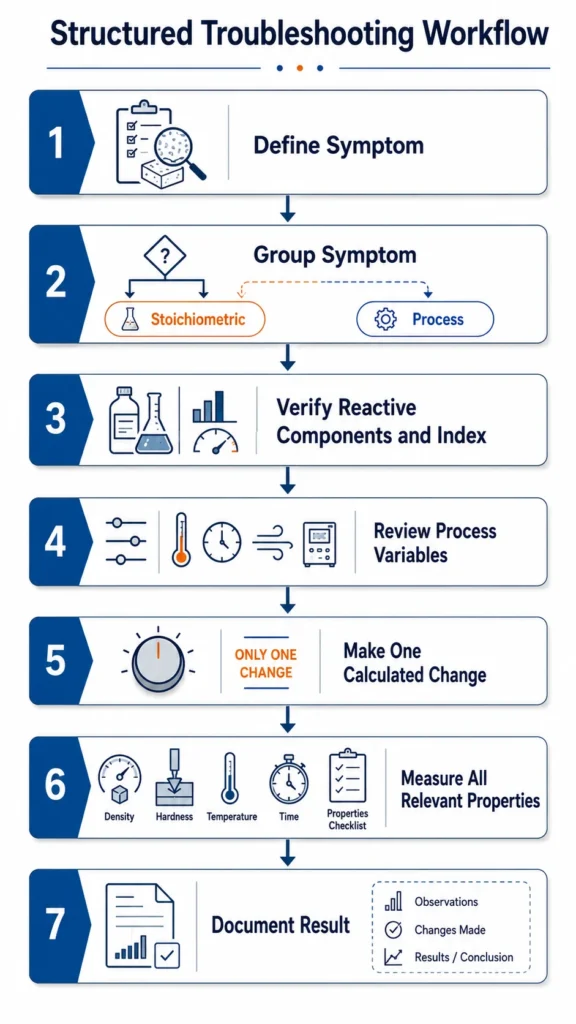
When a foam quality problem appears, use this sequence instead of ad-hoc single-variable adjustments:
- Define the symptom. What property is off, and by how much?
- Group the symptom. Is it stoichiometric or process?
- Verify the reactive components first. Polyol OHV (current), water level, crosslinker EW, isocyanate %NCO from CoA. Recalculate the index.
- If the index is correct, review the process variables. Catalyst dosage, surfactant grade, gel/rise balance, mixing, temperature.
- Make one calculated change. Predict the expected outcome. Run a controlled trial.
- Measure all relevant properties, not just the one being targeted. Density, hardness, cell structure, recovery, timing.
- Document the change and the result. This builds a formula history that supports future troubleshooting.
This workflow is slower than reactive adjustment, but it is reliable. It avoids the compounding failure pattern that comes from changing variables without calculation.
Recognizing Compound Errors in Existing Formulas
Some formulas in production today are the result of years of single-variable adjustments. The current formula sheet may be the accumulated result of dozens of small changes, each made to fix a previous adjustment.
Signs that a formula has accumulated compound errors include:
- Multiple historical revisions with no clear logic
- Catalyst dosages that drifted higher over time
- Surfactant levels that look unusually high or low
- Crosslinker dosage that has been adjusted without index recalculation
- Water level changes that were not paired with isocyanate changes
- Index values that no longer match the equivalents column when recalculated
- Foam properties that drift in ways that the formula sheet does not explain
When these signs appear, the most useful step is often a full formulation audit. Reset the formula by recalculating reactive components from current CoA values, identifying which historical adjustments were corrections to real problems and which were corrections to previous corrections. This usually simplifies the formula and improves consistency.
A formula does not need to be redesigned from scratch. It needs to be calibrated back to its actual chemistry.
Use the PolymersIQ Calculators
The PolymerIQ Equivalent Weight Calculator helps verify EW values for every reactive component before any formula change. Use it when reviewing a polyol grade switch, updating water level, adjusting crosslinker, or auditing an inherited formula.
Open the Equivalent Weight Calculator →
The PolymerIQ NCO / TDI Index Calculator helps confirm whether the formula is actually running at the intended index after a raw material change. Use it before approving any change to polyol, water, crosslinker, or isocyanate.
Open the NCO / TDI Index Calculator →
Water level and density move together. The PolymersIQ Foam Density Estimator helps predict density impact before a water-level change reaches production.
Open the Foam Density Estimator →
For the foundation article on the six raw materials, read The Six Raw Materials Behind Every Polyurethane Foam.
For the technical article on which materials enter the index, read Reactive vs Non-Reactive Components in PU Foam: Which Raw Materials Enter the Index Calculation.
For the article on water level effects, read How Water Level Affects PU Foam Density, Hardness, Exotherm, and Compression Set.
For the article on common water mistakes, read 4 Water Adjustment Mistakes That Affect PU Foam Properties.
For the article on isocyanate index calculation, read Isocyanate Index Calculation Guide for PU Foam Engineers.
For the article on common index calculation mistakes, read 5 Isocyanate Index Calculation Mistakes That Affect Foam Quality.
FAQs
Why does single-variable troubleshooting often fail in PU foam?
Because PU foam raw materials are not independent. Each component participates in multiple physical and chemical roles. Polyol affects flexibility, network architecture, and isocyanate demand. Water affects density, urea content, exotherm, and index. Catalyst affects timing and the gel/rise balance. When one variable is changed, the others must respond. The result is that an adjustment intended to fix one property often moves three or four others, sometimes in directions that compound the original problem.
How can a single isocyanate drum cause four troubleshooting steps?
A drum with CoA %NCO 1.0 point lower than the formula assumed shifts the actual running index downward — for example, from 105 to 102. The lower index produces softer foam. If the engineer reads this as a hardness or cure problem and starts adjusting catalyst, water, or surfactant, each adjustment introduces new side effects without addressing the actual root cause. A single index recalculation at the start would have identified the drum as the source.
What’s the difference between a calculated change and a reactive adjustment?
A calculated change is based on equivalent-weight math, index calculation, and predicted outcome. The formulator knows in advance what the change should do and verifies the result against the prediction. A reactive adjustment is a guess based on symptoms — increase catalyst because the foam is soft, decrease water because density is low. Reactive adjustments treat the formula as if each variable is independent, which produces the compounding pattern described in this article.
Should I always recalculate the index when changing water?
Yes. Water has EW = 9 g/eq, which means even a 0.3-part change is a meaningful stoichiometric movement. If isocyanate parts stay constant, the index will shift every time water changes. Recalculate the index before approving any water-level change, and adjust isocyanate quantity to maintain the target index unless the index shift is intentional.
What’s the most common compounding mistake in PU foam troubleshooting?
Increasing catalyst to compensate for a stoichiometric problem. The symptoms of an index error — soft foam, slow cure, compression set drift — overlap with timing problems, so it is tempting to adjust catalyst first. Catalyst can mask the symptoms briefly by changing when the foam appears to set, but it cannot fix the index. The underlying problem persists and often resurfaces after the next raw material change.
How do I tell whether a problem is stoichiometric or process-related?
Stoichiometric problems usually involve hardness drift, compression set failure, cure inconsistency, density-hardness mismatch, or gradual drift over many production runs after a raw material change. Process problems usually involve cream/gel/rise timing drift, surface defects, splits, voids, cell collapse, fine closed cells, or rise instability. Stoichiometric problems require reactive-component review and index recalculation. Process problems require catalyst, surfactant, mixing, and temperature review.
Can a formulation accumulate errors over years of single-variable changes?
Yes. Many production formulas in active use today are the result of years of small adjustments, where each change was made to fix the previous change rather than the original problem. The accumulated formula often contains catalyst dosages that drifted higher, surfactant levels that look unusual, crosslinker adjustments without corresponding index recalculations, and an index that no longer matches the equivalents column when verified. A formulation audit can identify and unwind these compound errors.
When is single-variable adjustment actually appropriate?
When the change is calculated, predicted, and used to validate a hypothesis. Examples: adjusting isocyanate by a known amount to recover a known index shift; testing surfactant grade A vs grade B at a fixed formula; comparing two catalyst options under controlled conditions. Single-variable adjustment is a tool — it works when used to test a specific question, not as a general approach to troubleshooting unknown problems.
How does the change-control checklist prevent compounding errors?
The checklist forces a structured review before any raw material change. It requires checking the reactive components first (polyol OHV, water EW, crosslinker EW, isocyanate %NCO), recalculating the index, and predicting the expected outcome of the change. This catches the most common cause of compounding — making a non-reactive adjustment (catalyst, surfactant) to fix a reactive-component problem. By forcing the index check up front, the checklist routes problems to the correct troubleshooting pathway.
What should I do if I inherited a formula that already has compound errors?
Run a formulation audit. Recalculate equivalent weights for all reactive components using current CoA values, verify the index against the formula sheet, and review the historical change log if available. Identify which adjustments were corrections to real problems and which were corrections to previous corrections. The goal is not to redesign the formula from scratch, but to calibrate it back to its actual chemistry. This often simplifies the formula, improves consistency, and reveals the original root cause that the compounding adjustments were trying to address.
Key Takeaways
A polyurethane foam formula is a connected system. Changing one raw material can move several properties at once.
- Polyol changes affect OHV, functionality, network, viscosity, and isocyanate demand.
- Isocyanate changes affect %NCO, EW, index, cure, and exotherm.
- Water changes affect density, urea content, hardness, exotherm, and index.
- Catalyst changes affect cream/gel/rise timing and the gel/rise balance.
- Surfactant changes affect cell size, cell opening, and rise stability.
- Crosslinker changes affect reactive equivalents, index, hardness, and cell tightness.
Single-variable troubleshooting often fails because the variables are not independent. Sequential ad-hoc adjustments compound into formulas that no longer match the original targets.
The discipline that prevents compounding is the reactive vs non-reactive line:
- Stoichiometric problems → review polyol, water, crosslinker, isocyanate, and the index.
- Process problems → review catalyst, surfactant, gel/rise balance, and mixing.
Use a structured workflow: define symptom, group it, verify reactive components first, then process variables, make one calculated change, measure all relevant properties, and document the result.
Inherited formulas with years of single-variable adjustments may contain accumulated compound errors. A formulation audit calibrates the formula back to its actual chemistry, which often simplifies the system and reveals the root cause that the compounding adjustments were trying to address.
Conclusion
If your foam quality problem has resisted multiple adjustments, the issue may not be one raw material in isolation — it may be the interaction between polyol, isocyanate, water, catalyst, surfactant, and crosslinker, and possibly the accumulation of compound errors from past troubleshooting.
PolymersIQ can help review your formula at the system level: which adjustments addressed the real cause, which created new side effects, and how to calibrate the formula back to its actual chemistry.
To get accurate support, please share:
- Polyol grade, OHV, functionality, and supplier
- Isocyanate type and current CoA %NCO
- Water level and recent changes
- Catalyst package and dosages
- Surfactant grade and level
- Crosslinker type and dosage
- Target foam properties (density, hardness, compression set)
- Historical formula adjustments and the order they were made
- Description of the persistent issue
Contact PolymerIQ for a formulation audit →