Introduction
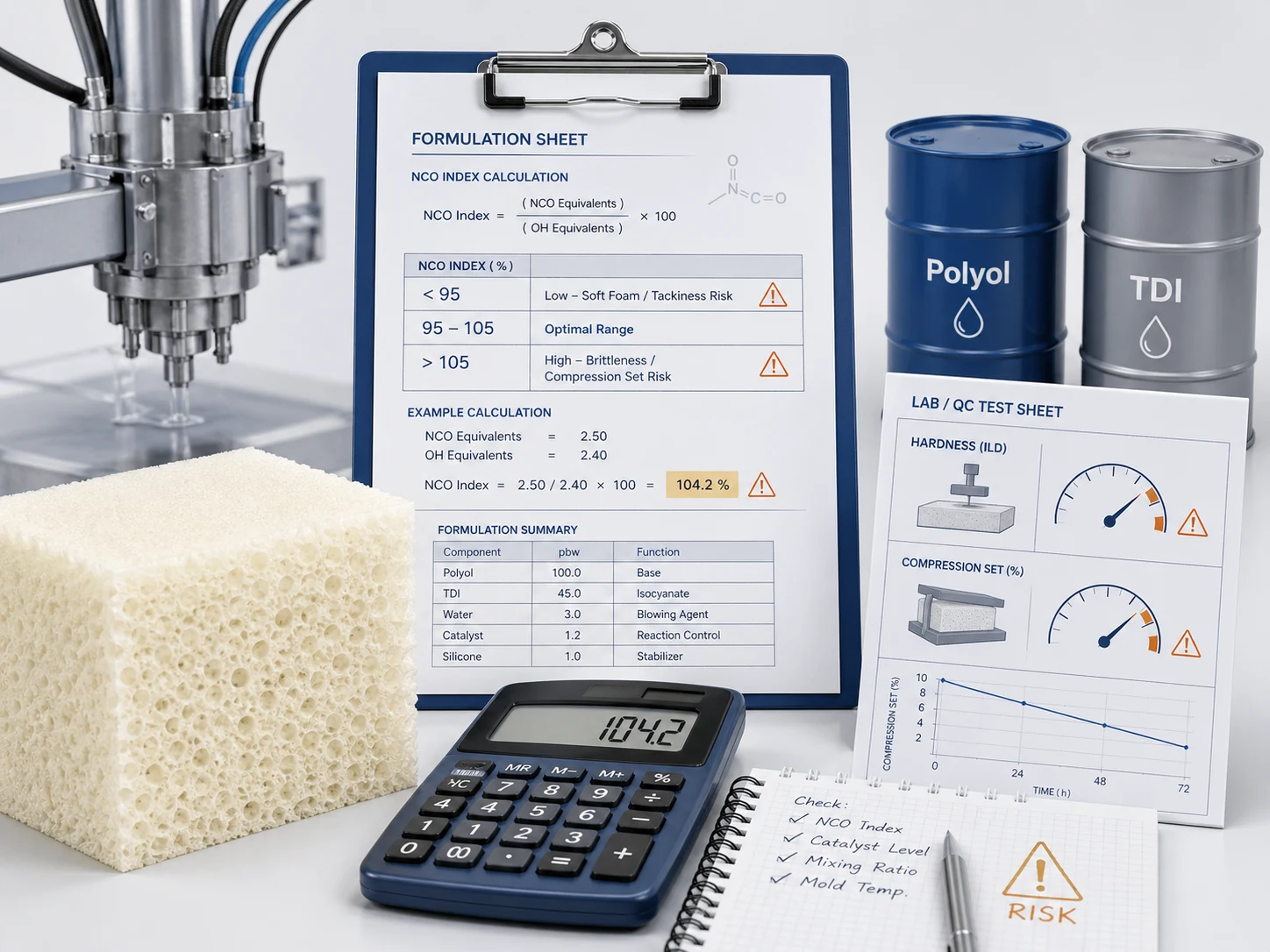
In polyurethane foam production, the isocyanate index is one of the most important control numbers in the formulation. It affects hardness, compression set, resilience, aging behaviour, cell structure, and batch-to-batch consistency.
The problem is that index errors are often silent.
The foam may still rise normally. The block may look acceptable. The density may stay within range. Operators may not see anything unusual at the machine. But when the foam reaches testing, the properties can be outside specification.
A small calculation mistake can create months of production problems.
The team may adjust catalyst. They may change silicone. They may question the polyol supplier. They may check temperature, mixing pressure, and humidity. But the real problem may be sitting inside the formula sheet — the index calculation itself.
This article explains five isocyanate index calculation mistakes that commonly cause PU foam quality problems in production, and how to avoid each one.
Mistake 1: Using TDS %NCO Instead of Certificate of Analysis
The first mistake is using the %NCO value from the Technical Data Sheet instead of the Certificate of Analysis.
The Technical Data Sheet usually gives a specification range. For example, a TDI grade may show a typical %NCO range. Many formulators take the middle of that range and use it in every calculation.
That is not the best production practice.
The Certificate of Analysis (CoA) tells you the actual %NCO value of the specific batch or drum being used in production. If the calculation is based on a general TDS value instead of the real CoA value, the formula may not be running at the index written on the sheet.
The difference may look small. But in continuous production, small errors repeated over many drums can create unexplained batch-to-batch variation.
| Source | %NCO Used in Calculation | Risk |
|---|---|---|
| TDS range midpoint | Approximate value | May not match actual drum |
| Certificate of Analysis | Actual batch value | Better production accuracy |
The fix is simple:
- Check the Certificate of Analysis for every batch.
- Enter the actual %NCO value into the calculation.
- Update the calculation when the isocyanate batch changes.
- Do not rely only on the TDS midpoint for production control.
The formula for isocyanate equivalent weight is:
Isocyanate Equivalent Weight = 4,200 ÷ %NCO
So if the %NCO changes, the equivalent weight changes. If the equivalent weight changes, the isocyanate parts required for the target index also change.
This is why %NCO should be treated as a live production value, not a fixed number copied permanently into the formula sheet.

Mistake 2: Using Water Equivalent Weight as 18 Instead of 9
This is one of the most common and dangerous calculation mistakes in PU foam formulation.
Water has a molecular weight of 18 g/mol. Because of that, some people mistakenly use 18 as the equivalent weight of water.
That is wrong for isocyanate index calculation.
In polyurethane foam chemistry, water has two reactive hydrogens. One water molecule consumes two NCO groups during the blowing reaction sequence. Therefore, the equivalent weight of water is:
Water Equivalent Weight = 18 ÷ 2 = 9 g/eq
So the correct value is Water EW = 9, not 18.
This mistake creates a serious calculation error because water is usually one of the largest contributors to reactive hydrogen equivalents in flexible foam.
Example:
| Water Level | Equivalent Weight Used | Water Equivalents |
|---|---|---|
| 3.5 PPHP | 9 (correct) | 0.3889 |
| 3.5 PPHP | 18 (incorrect) | 0.1944 |
Using 18 cuts the calculated water contribution in half.
That means the formula sheet may show an index value that does not represent the real stoichiometric balance. If the isocyanate amount is calculated from the wrong water equivalent weight, the foam can run at the wrong actual index even though the calculation looks neat on paper.
The result can appear as:
- Unexpected hardness shift
- Compression set problems
- Poor recovery
- Aging instability
- Inconsistent foam feel
- Confusing production troubleshooting
The most important rule is simple:
Never use 18 as the water equivalent weight in PU foam index calculation. Use 9.

Mistake 3: Not Recalculating After Formula Adjustments
This mistake happens in almost every foam plant.
A batch runs slightly hard or slightly soft. Someone adjusts water, catalyst, crosslinker, or another component at the machine. The adjustment helps the production run, so the new value is added to the formula sheet.
But the isocyanate index is not recalculated.
The old TDI or MDI value stays in the formula. This is how formula drift begins.
For example, assume a formula was originally calculated at:
- Water = 3.5 PPHP
- TDI = 45.64 PPHP
- Target Index = 105
Later, water is increased from 3.5 to 3.7 PPHP, but the TDI quantity is not updated.
That extra water increases the reactive hydrogen demand. If the isocyanate is not recalculated, the actual index drops. In the original calculation example, this type of water change can move the actual index from approximately 105 down to around 100.5 if TDI remains unchanged.
That is a major change.
The problem is not always visible immediately. The foam may still rise normally, but the final properties can shift.
Possible symptoms include:
- Softer foam than expected
- Lower crosslink density
- Compression set deterioration
- Batch-to-batch property drift
- Formula sheet no longer matching production reality
This is why a formulation sheet must be treated as a live technical document.
Any change to a reactive component should trigger a full index recalculation before the next production run. Reactive components include:
- Water
- Polyol
- Crosslinker
- Chain extender
- Amine-functional additive
- Isocyanate %NCO value
A formula sheet that has been adjusted several times without recalculating the index is no longer a reliable formulation document. It becomes a historical record of changes.

Mistake 4: Excluding Crosslinkers from the Denominator
Crosslinkers are often described as hardness additives, processing aids, or feel modifiers.
That language can create a problem.
A crosslinker is not a passive additive. If it carries active hydrogen groups, it reacts with isocyanate and must be included in the index calculation.
DEOA (diethanolamine) is a common example. Even at low parts per hundred polyol, it can meaningfully affect the reactive hydrogen total. If the crosslinker is excluded from the denominator, the calculated index will not match the real chemical balance.
Approximate index error when DEOA is excluded:
| DEOA Level (PPHP) | Approximate Index Error if Excluded |
|---|---|
| 0.5 | ~2.4 index points |
| 1.0 | ~4.5 index points |
| 1.5 | ~6.5 index points |
A 2-point error may already be important in a tight specification. A 5- or 6-point error can move a foam grade into a completely different property zone.
If a formula is targeting Index 105 but excludes a meaningful amount of crosslinker from the calculation, the production line may be running at a much lower actual index than the formulator believes.
This can cause:
- Softer foam
- Poor compression set
- Lower recovery
- Moisture-sensitive aging
- Reduced dimensional stability
- Customer complaints on foam performance
The rule is simple: every active hydrogen source belongs in the denominator.
That includes:
- Main polyol
- Water
- Crosslinker
- Chain extender
- Reactive amine additives
- Any other active hydrogen component
If it reacts with NCO, it belongs in the calculation.

Mistake 5: Running the Same Index Target Across Different Machines
The fifth mistake is less obvious, but it is very important in real production.
A formula may be developed on one machine, approved on that machine, and then copied to another production line. The assumption is: same formula = same foam.
But in production, that is not always true.
The chemistry may be the same, but the machine delivery may not be the same. Different machines can have different:
- Metering pump accuracy
- Isocyanate delivery rate
- Polyol delivery rate
- Mixing pressure
- Head temperature
- Throughput rate
- Calibration condition
- Maintenance history
If one metering pump delivers slightly more isocyanate than expected, the real index increases. If another pump delivers slightly less polyol than expected, the index also changes.
A formula that runs correctly on Line 1 may run several index points higher or lower on Line 2.
| Production Line | Formula Sheet Target | Real Production Condition |
|---|---|---|
| Line 1 | Index 105 | Pumps calibrated correctly |
| Line 2 | Index 105 | Isocyanate pump delivering high |
| Result | Same formula | Different actual foam properties |
This is why production teams should not rely only on the formula sheet. They should verify actual pump delivery against the calculated requirement.
The fix is a metering audit.
A proper metering audit checks whether the machine is delivering the actual parts required by the formula. If the machine is not delivering correctly, the team must either correct the pump calibration or create a line-specific adjustment.
Different machines in the same plant may need different settings to deliver the same actual index. That is not a formulation failure — that is production control.

How These Mistakes Show Up in Foam Quality
Isocyanate index mistakes do not always appear as obvious production failures. The foam may rise, cure, and cut normally. The problem usually appears later in physical properties.
Common symptoms include:
- Hardness above target
- Hardness below target
- ILD variation between batches
- Compression set failure
- Poor recovery
- Brittleness
- Aging instability
- Moisture sensitivity
- Customer complaints about feel
- Different results on different machines
This is why index verification should be one of the first troubleshooting steps when foam properties are wrong but the process looks normal.
Do not begin by changing every catalyst or calling every raw material supplier. First, check the calculation.
Production Checklist for Avoiding Index Calculation Errors
Use this checklist before approving or changing any PU foam formula:
| Checkpoint | Question |
|---|---|
| %NCO value | Are you using the actual CoA value? |
| Water EW | Is water equivalent weight entered as 9? |
| Crosslinkers | Are all crosslinkers included? |
| Chain extenders | Are all chain extenders included? |
| Formula changes | Was the index recalculated after every reactive change? |
| Machine delivery | Has actual pump output been verified? |
| Line transfer | Was the formula validated on this specific machine? |
This checklist is simple, but it prevents many production problems. A good index calculation is not only a laboratory exercise — it is a production discipline.

Use the PolymerIQ Isocyanate Index Calculator
Manual calculation is important because engineers should understand the chemistry behind the formula. But in production, speed and consistency matter.
The PolymerIQ Isocyanate Index Calculator can help production teams verify:
- Polyol equivalent weight
- Water contribution
- Isocyanate equivalent weight
- Crosslinker contribution
- Required TDI or MDI parts
- Actual running index
- Effect of formulation changes
Use it when creating a new formula, adjusting water level, changing crosslinker, switching isocyanate batch, or transferring a formula from one machine to another.
Open the Isocyanate Index Calculator →
For the full calculation method, worked example, and equivalent weight formulas, read our companion guide: Isocyanate Index Calculation Guide for PU Foam Engineers.
FAQs
What are the most common isocyanate index calculation mistakes?
The five most common mistakes are: using TDS %NCO instead of the Certificate of Analysis, using water equivalent weight as 18 instead of 9, not recalculating after formula adjustments, excluding crosslinkers from the denominator, and running the same index target across different machines without verifying pump delivery.
Why should I use %NCO from the Certificate of Analysis instead of the TDS?
The TDS gives a specification range, while the CoA gives the actual %NCO value of the specific batch or drum in use. Using the TDS midpoint can introduce error when the actual batch %NCO sits at the edge of the range. Since isocyanate equivalent weight = 4,200 ÷ %NCO, even a small %NCO difference changes the required isocyanate parts.
Why is water equivalent weight 9 and not 18?
Water has a molecular weight of 18, but each water molecule has two reactive hydrogens and consumes two NCO groups during the blowing reaction. So the equivalent weight is 18 ÷ 2 = 9 g/eq. Using 18 cuts the water contribution in half and can shift the real running index by many points.
Do I need to recalculate the isocyanate index after every formula change?
Yes, every time a reactive component changes — water, polyol, crosslinker, chain extender, or isocyanate %NCO. If the isocyanate parts are not updated, the actual running index will drift away from the formula sheet target.
Should crosslinkers like DEOA be included in the index calculation?
Yes. Crosslinkers carry active hydrogen groups and react with isocyanate. Excluding them from the denominator can cause errors of 2 to 6 index points or more, depending on the level used. Every active hydrogen source belongs in the calculation.
Can the same formula give different foam properties on different machines?
Yes. Even with the same formula, different machines can deliver different actual ratios because of pump calibration, mixing pressure, throughput, and maintenance condition. A formula that runs at Index 105 on one line may run several points higher or lower on another. A metering audit is needed to verify actual delivery.
What is the first thing I should check if foam properties are off-spec but the process looks normal?
Check the isocyanate index calculation. Verify that the %NCO value is from the CoA, water EW is 9, all reactive components are included, and the formula has been recalculated after recent adjustments. This should be done before changing catalysts, silicones, or raw material suppliers.
How do I troubleshoot unexplained foam hardness variation?
Start with the formula sheet. Confirm the index is correctly calculated using current CoA values. Then verify pump delivery on the production line. If both are correct, move on to catalyst, silicone, polyol, and process variables. Index errors are silent and easy to miss, so they should be ruled out first.
What is a metering audit?
A metering audit is a verification of actual pump delivery against the formula requirement. It checks whether the machine is delivering the parts of polyol, isocyanate, water, and additives that the calculation specifies. Without this check, formula sheet values may not reflect what is actually entering the mixing head.
Key Takeaways
Isocyanate index calculation mistakes can create serious PU foam quality problems even when production appears normal.
The five most important mistakes are:
- Using TDS %NCO instead of the Certificate of Analysis.
- Using water equivalent weight as 18 instead of 9.
- Not recalculating after formula adjustments.
- Excluding crosslinkers from the denominator.
- Running the same index target across different machines.
The main lesson is simple: the isocyanate index is not a fixed number. It is a live control parameter.
Every reactive component must be included. Every formulation change must be recalculated. Every isocyanate batch must use its actual %NCO value. Every machine must be verified for real delivery.
When unexplained foam hardness, compression set, or batch variation appears, the index calculation should be checked before making random process changes.
A small calculation error can quietly create a large production cost.
Conclusion
If your foam plant has unexplained hardness variation, compression set failure, or different results between production lines, the formula sheet may not reflect the real running index.
PolymersIQ can help review your formulation, check the index calculation, and identify whether stoichiometric imbalance or metering variation is causing the issue.
To get accurate support, please share:
- Polyol grade and OH value
- Water level and any other reactive components
- Isocyanate type and %NCO from the Certificate of Analysis
- Target index and observed foam properties (ILD, compression set, density)
- Any recent formula adjustments or machine changes
- Description of the quality issue you are facing
Contact PolymerIQ for a formulation audit →