Introduction
Gel time vs rise time PU foam analysis is one of the most important ways to understand reaction balance in polyurethane foam production.
But these timing values are often read incorrectly.
Many engineers record cream time, gel time, rise time, and tack-free time as separate numbers. Cream time looks acceptable. Gel time is checked against a range. Rise time is checked against a target. Tack-free time is recorded at the end.
That is useful, but incomplete.
The real diagnostic value is not only in the individual numbers. It is in the gap between gel time and rise time.
That gap tells you whether the gelling reaction and blowing reaction are tracking each other correctly.
If rise happens too far before gel, the foam expands before the polymer network is strong enough to hold it. Collapse, settling, weak top skin, and irregular structure can follow.
If gel happens too far before rise, the network locks before full expansion. Tight cells, high density, under-rise, and split surfaces can follow.
This gel time vs rise time PU foam comparison explains how to read cream time, gel time, rise time, and tack-free time together — and how the gel/rise gap can guide catalyst troubleshooting before changing the formulation.
Why Timing Data Matters in PU Foam
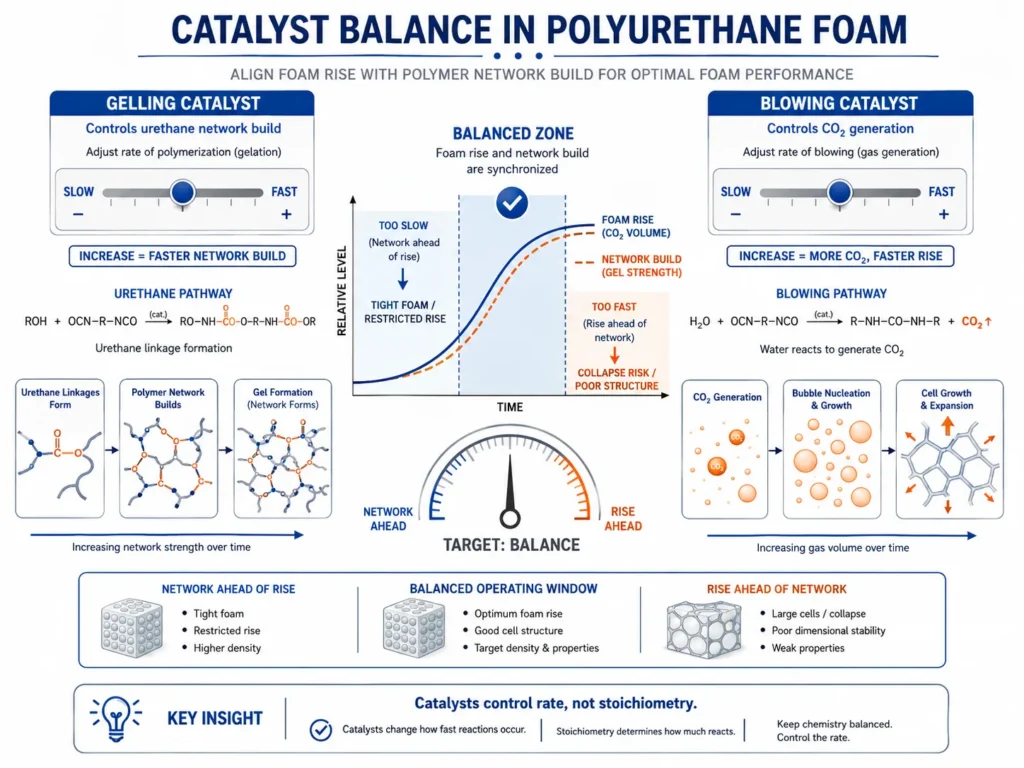
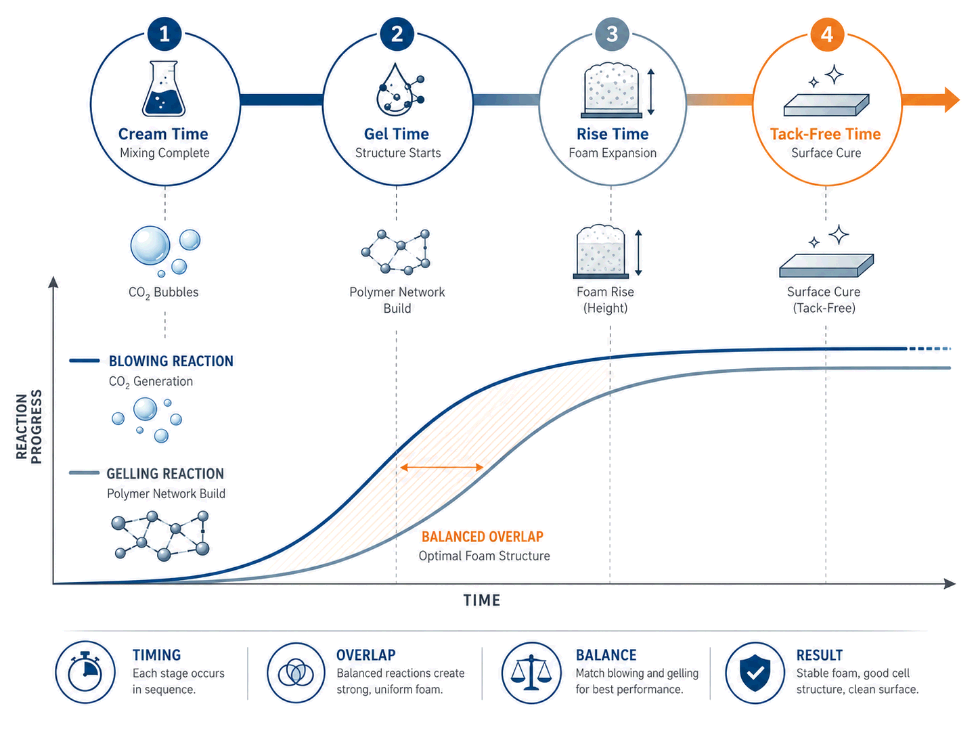
Polyurethane foam rise is not a single event. It is a sequence.
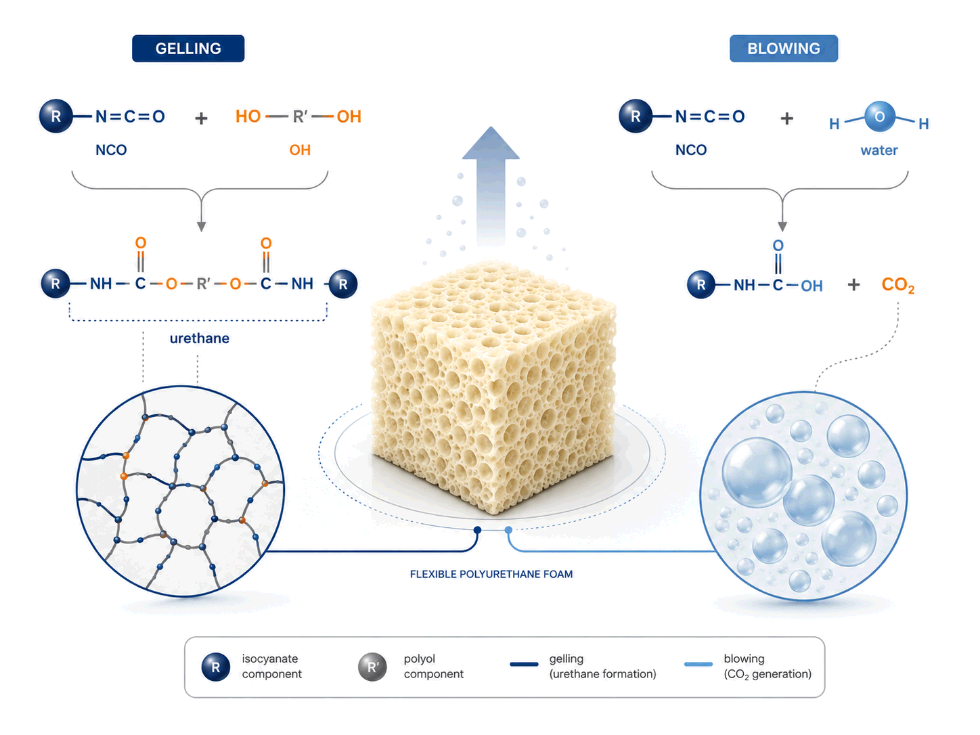
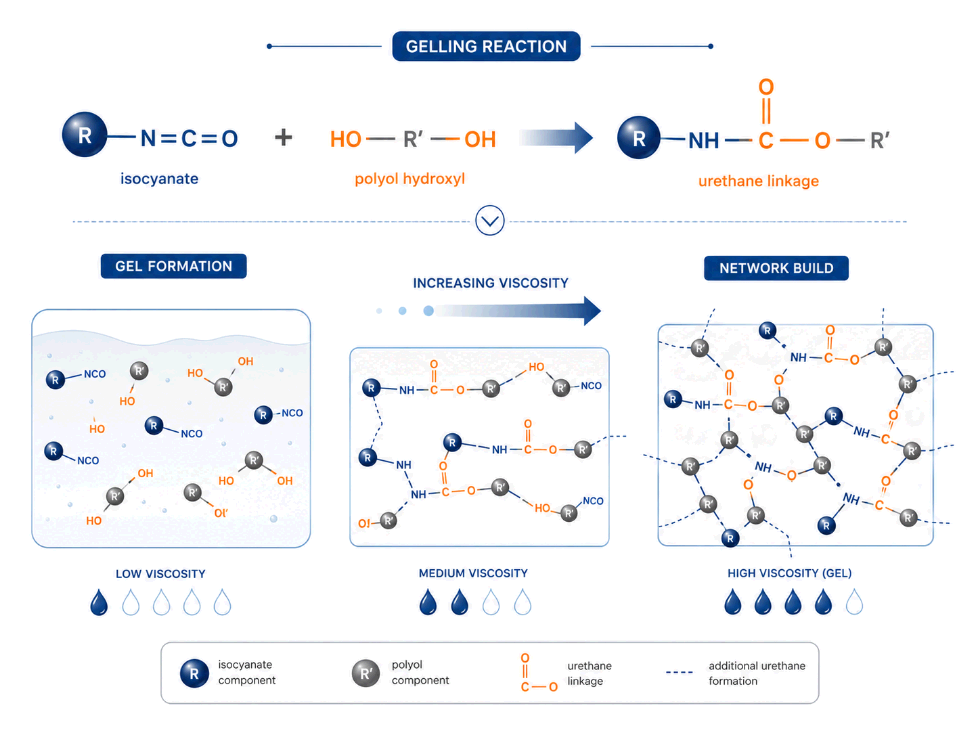
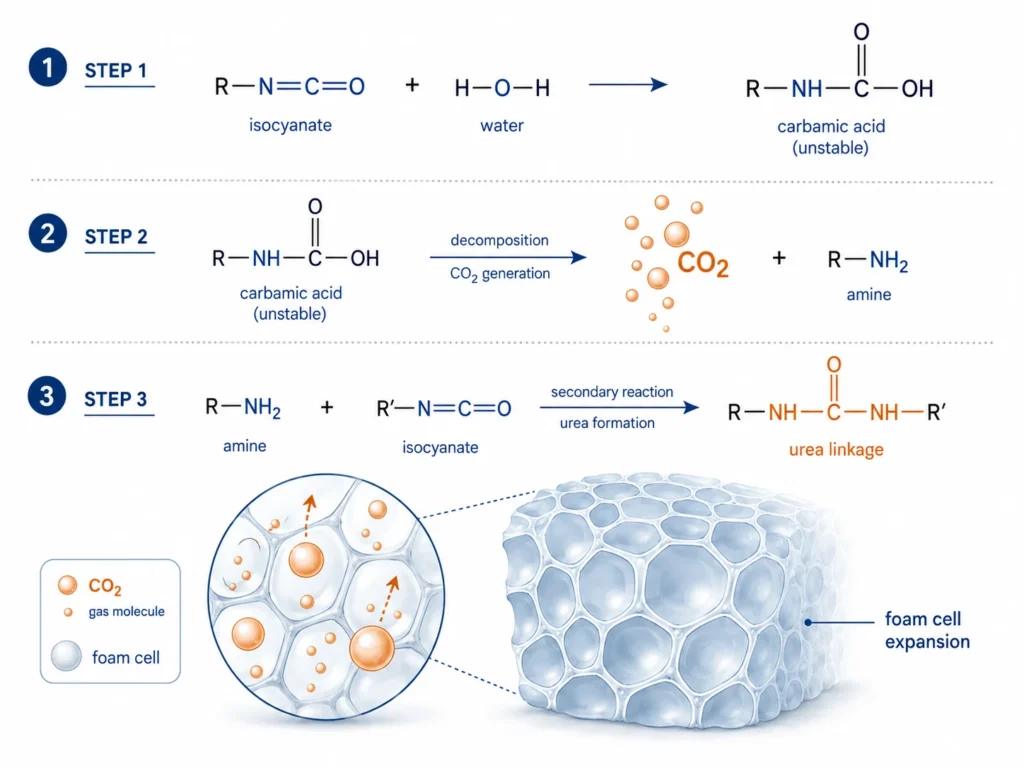
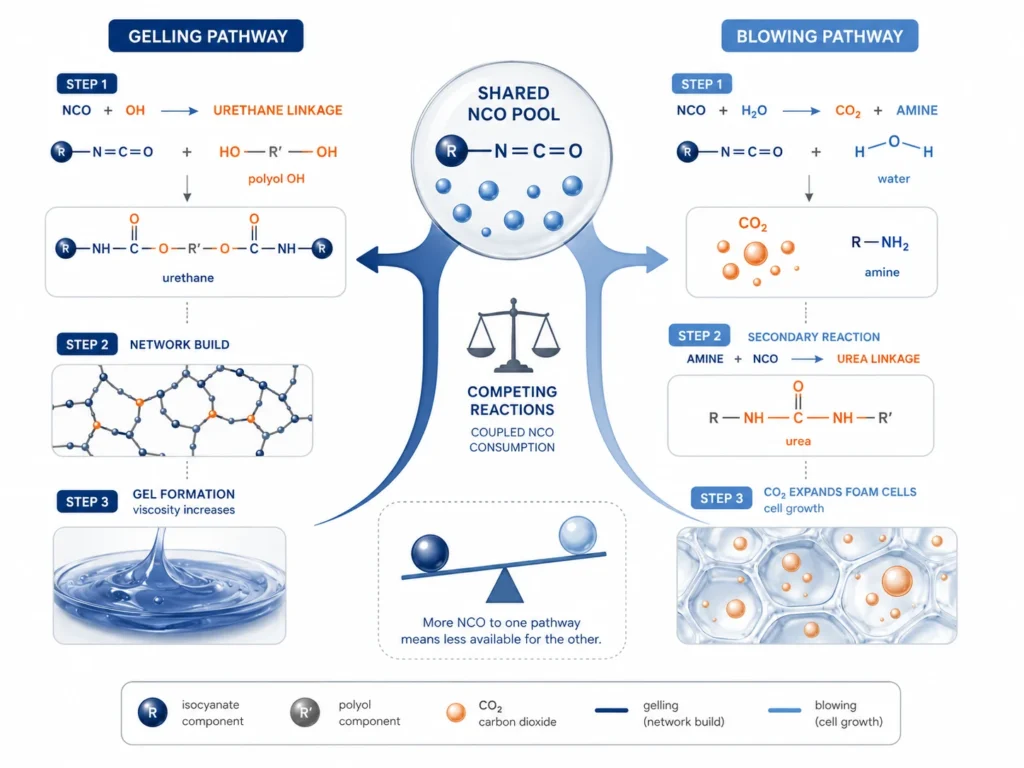
The blowing reaction generates CO₂ and expands the foam. The gelling reaction builds viscosity and network strength. The catalyst package controls how fast each reaction develops.
Timing data shows whether those reactions are moving together.
The four most useful timing markers are:
- Cream time
- Gel time
- Rise time
- Tack-free time
Each marker gives information. But the most important diagnostic is how they relate to each other.
- A cream time that is too fast can suggest early blowing acceleration.
- A gel time that is too late can suggest gelling deficit.
- A rise time that arrives before gel can suggest collapse risk.
- A tack-free time that is delayed can suggest slow surface cure or weak final network development.
The timing values should not be read as isolated pass/fail numbers. They should be read as a reaction profile.
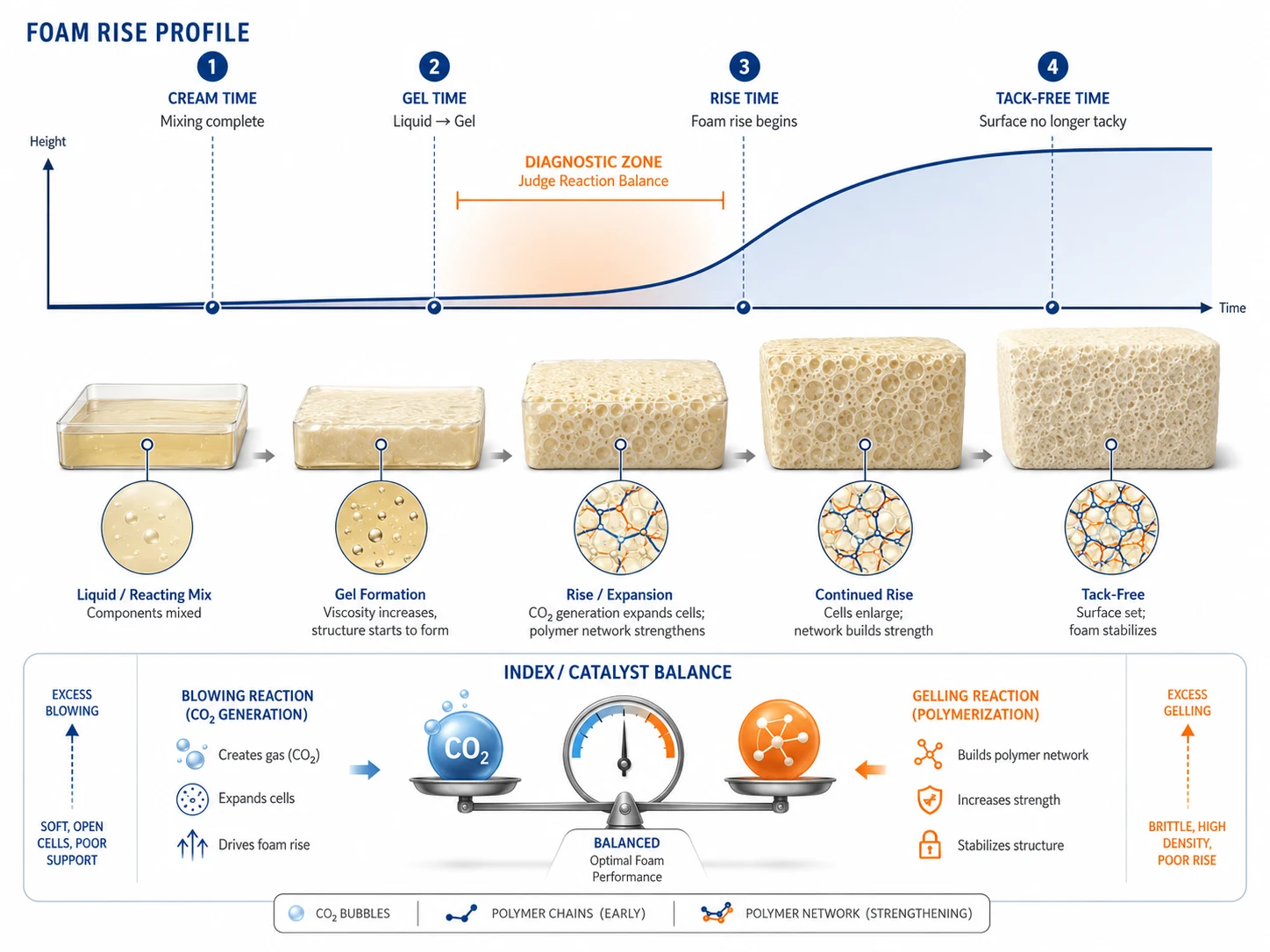
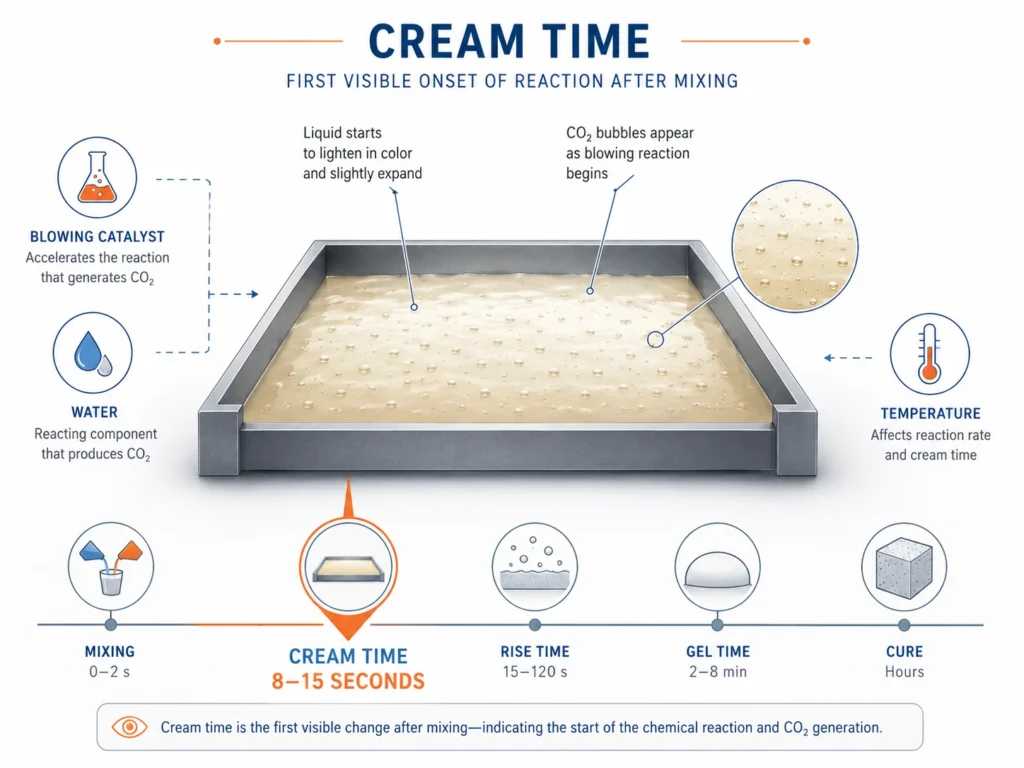
Cream Time: When the Foam Starts to Expand
Cream time is the first visible sign that the blowing reaction is underway. It is the point when the mixed liquid begins to lighten and expand.
In many standard flexible slabstock systems, cream time may be around 8 to 15 seconds, depending on formula, temperature, catalyst package, and production conditions.
Cream time is influenced by:
- Blowing catalyst level
- Water level
- Raw material temperature
- Mixing efficiency
- Isocyanate reactivity
- Ambient conditions
- Foam grade
A very short cream time can suggest that the blowing reaction is starting too aggressively. A very long cream time can suggest a sluggish system, low temperature, weak catalyst activity, or formulation imbalance.
Cream time is important because it sets the starting point of the rise profile. But cream time alone does not tell you the full balance.
A foam can have an acceptable cream time and still collapse later if gel time is too late compared with rise time.
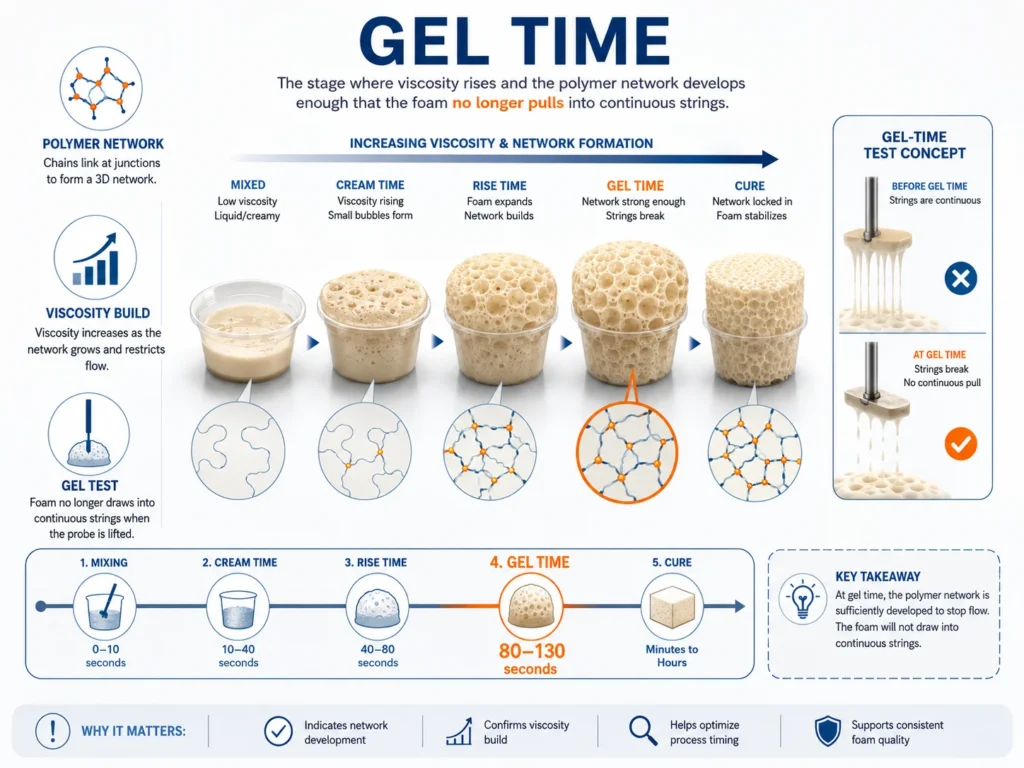
Gel Time: When the Network Begins to Lock
Gel time shows when the gelling reaction has built enough network strength that the foam can no longer be drawn into continuous strings. In production terms, gel time tells you when viscosity and polymer network development have reached a critical point.
In many flexible slabstock systems, gel time may fall around 80 to 130 seconds, depending on the formula and process.
Gel time is influenced by:
- Gelling catalyst
- Tin catalyst
- Index
- Polyol type
- Crosslinker level
- Raw material temperature
- Isocyanate reactivity
- Water level (indirectly through NCO competition)
If gel time is too late, the foam may not have enough strength during peak gas generation. If gel time is too early, the network may begin to lock before expansion is complete.
Gel time is one of the most important numbers in reaction balance troubleshooting. But it must be compared with rise time. Gel time alone does not tell you whether the foam is balanced.
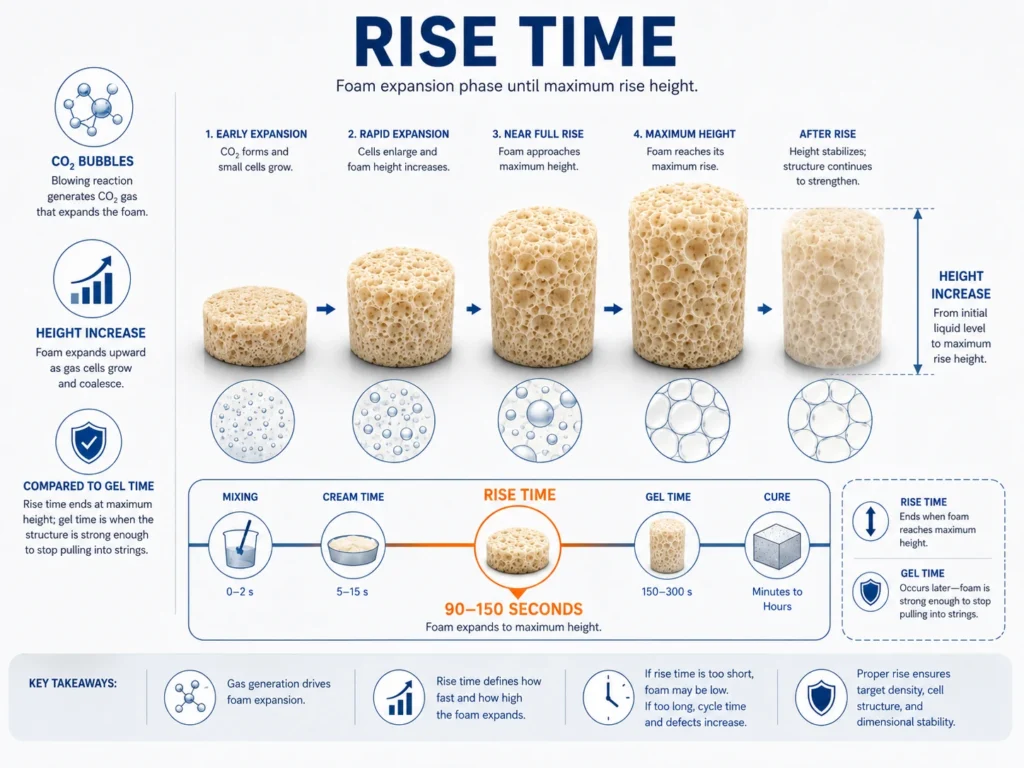
Rise Time: When Expansion Reaches Maximum Height
Rise time is the point when the foam reaches its maximum height. At this stage, CO₂ generation and gas expansion have produced the final rise profile. The foam stops rising because gas generation has slowed, gas loss has begun to balance expansion, and the network is developing enough resistance.
In many flexible slabstock systems, rise time may be around 90 to 150 seconds.
Rise time is influenced by:
- Water level
- Blowing catalyst
- Raw material temperature
- Silicone surfactant
- Cell opening
- Mixing quality
- Formula reactivity
- Gel development
Rise time must be compared with gel time.
- If rise time occurs before gel time, the foam has expanded before the network has reached enough strength. This can create collapse or subsidence risk.
- If gel time occurs far before rise time, the foam may begin locking too early. This can create tight cells, high density, or under-rise.
The rise time number is useful. The gel/rise relationship is more useful.
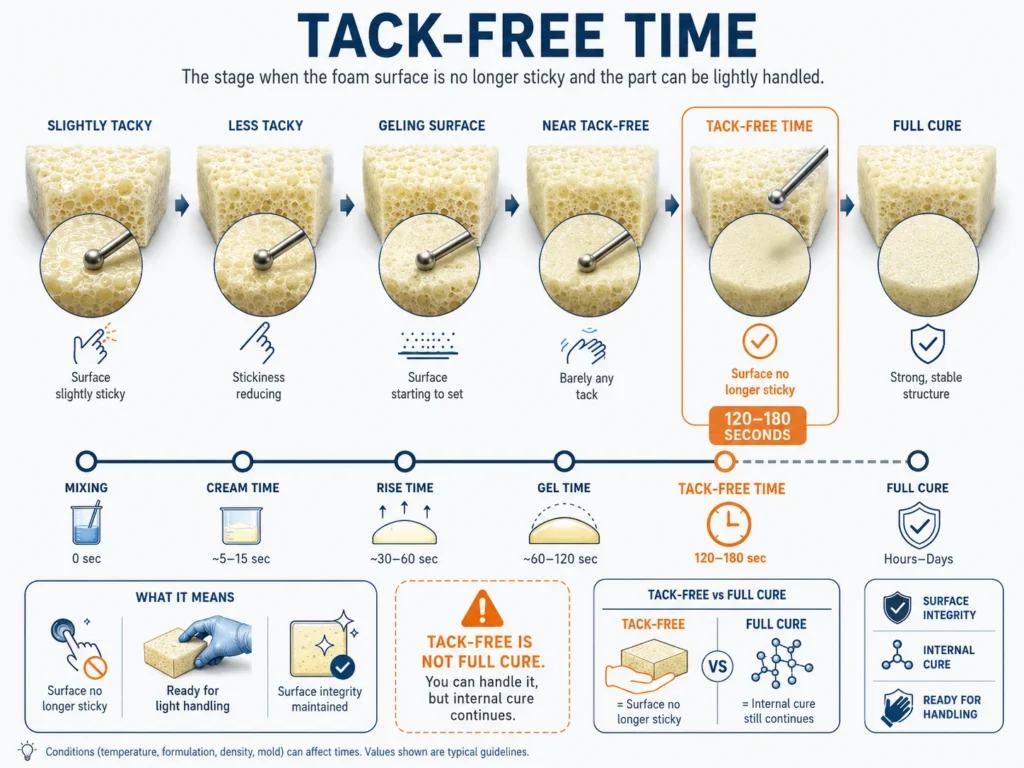
Tack-Free Time: When the Surface Can Be Handled
Tack-free time is the point when the foam surface is no longer sticky and has enough surface integrity for handling. It does not mean the foam is fully cured. It means the surface has developed enough structure that it is no longer tacky.
In many flexible slabstock systems, tack-free time may fall around 120 to 180 seconds, depending on formula, catalyst package, temperature, and production conditions.
Tack-free time can be affected by:
- Catalyst balance
- Surface cure
- Index
- Temperature
- Humidity
- Silicone surfactant
- Formulation reactivity
A delayed tack-free time can suggest slow surface cure, low temperature, weak gelling, or formulation imbalance. An unusually fast tack-free time may indicate a very fast or over-catalyzed surface reaction.
Tack-free time is helpful, but it should not replace gel/rise gap diagnosis. It is a final handling indicator, not the primary balance marker.
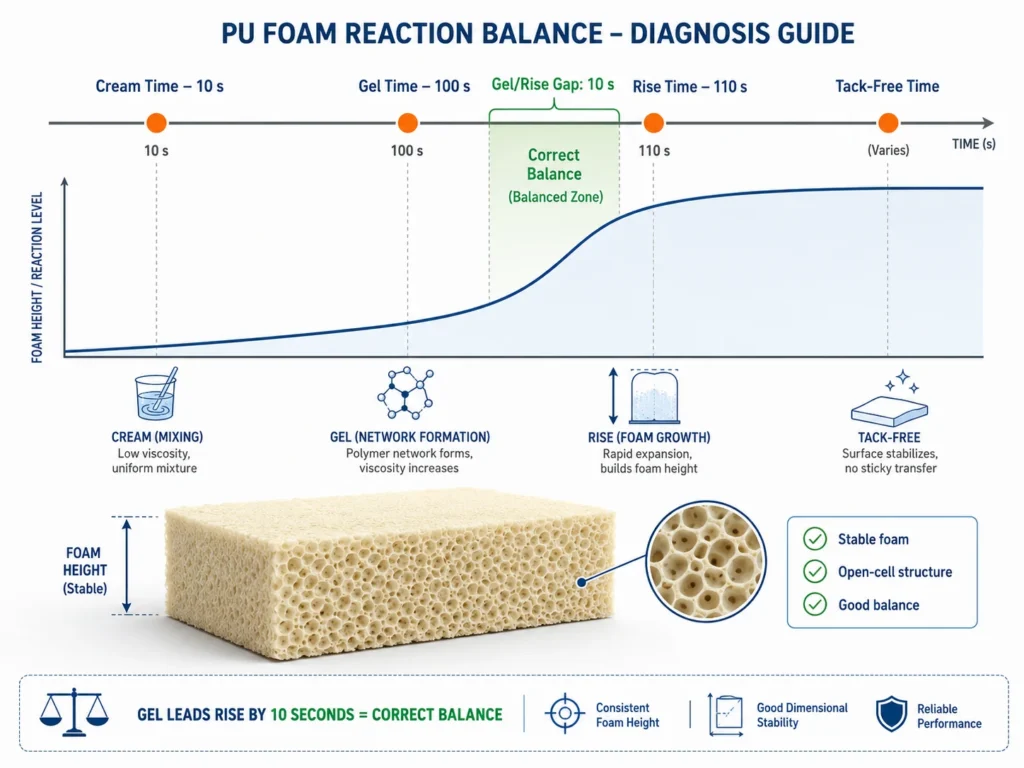
The Gel/Rise Gap: The Most Important Diagnostic
The gel/rise gap is the difference between gel time and rise time. This gap shows whether gelling and blowing are tracking each other correctly.
In a balanced system, gel time usually occurs close to rise time. The network develops enough strength to hold the foam as expansion reaches maximum height.
A useful balanced condition may look like:
| Scenario | Cream | Gel | Rise | Gap | Result |
|---|---|---|---|---|---|
| Correct balance | 10s | 100s | 110s | Gel leads rise by 10s | Stable, open cell structure |
This is a controlled profile. The foam expands, and the network develops in time to hold that expansion.
The important point is not that every formula must have exactly the same timing values. Different foam systems have different targets. The important point is that gel and rise must track each other within the correct window for that formulation.
The gap direction tells the engineer which side is out of balance.
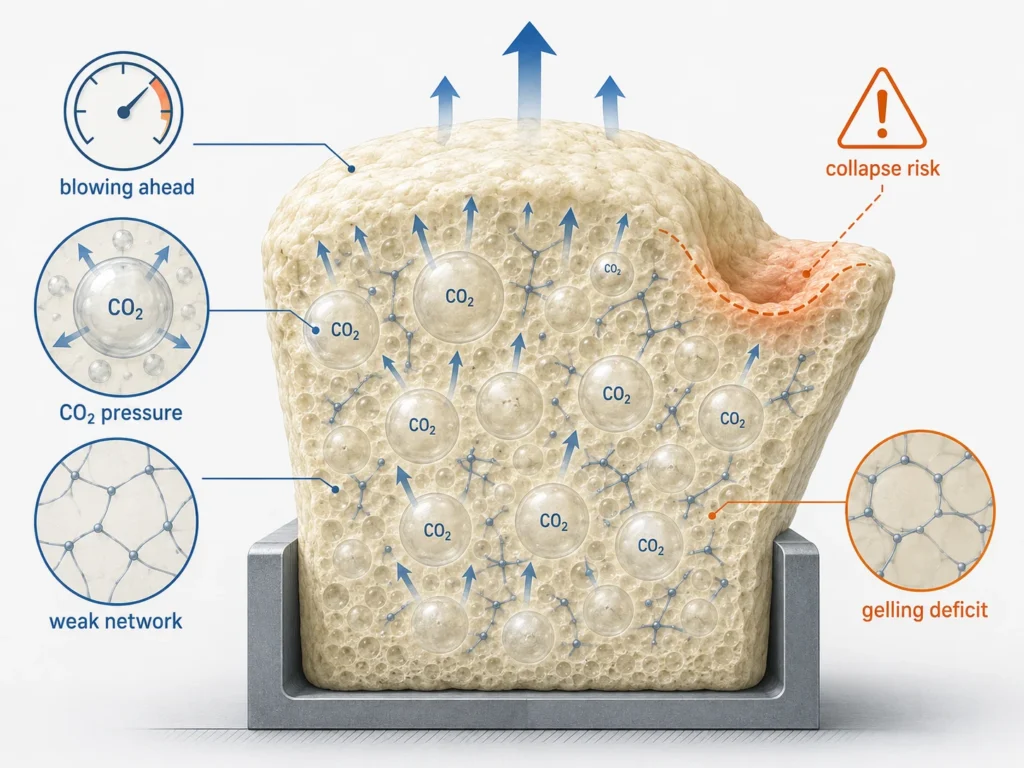
When Rise Precedes Gel: Gelling Deficit
If rise time occurs before gel time, the blowing reaction is ahead of the gelling reaction. This means the foam has expanded before the network has enough strength to hold the structure.
| Scenario | Cream | Gel | Rise | Gap | Result |
|---|---|---|---|---|---|
| Gelling deficit | 8s | 125s | 95s | Rise leads gel by 30s | Collapse or subsidence risk |
This is a warning sign. The foam may expand quickly, reach height, and then settle or collapse because the polymer network is not strong enough at peak gas pressure.
Possible defects include:
- Collapse
- Subsidence
- Weak top skin
- Irregular top surface
- Voids
- Large cells
- Density variation
- Poor final structure
The correction usually belongs on the gelling side, but only after checking the foundation first.
Before adjusting catalyst, verify:
- Actual index
- Water level
- Water EW = 9
- Polyol EW from current OHV
- Isocyanate EW from current %NCO
- Raw material temperature
- Mixing quality
If the formula is stoichiometrically correct and the gap still shows gelling deficit, then gelling catalyst or tin adjustment may be considered.
Do not blindly increase blowing amine when rise is already ahead of gel. That can make the gap worse.
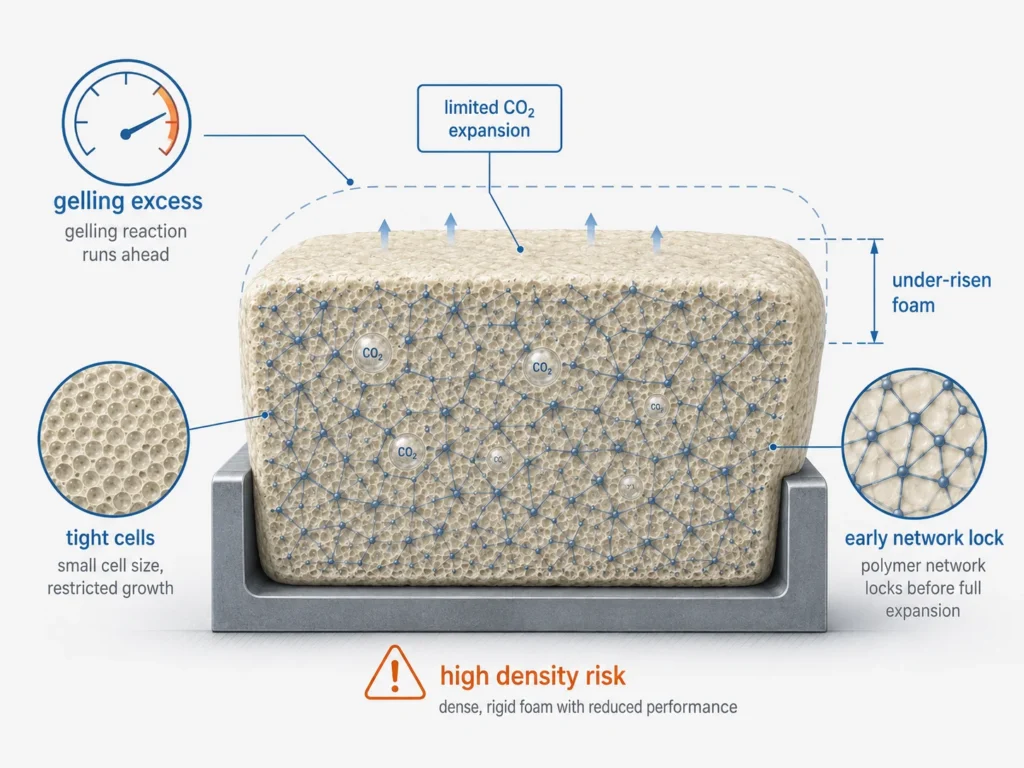
When Gel Leads Rise Too Far: Gelling Excess
If gel time occurs much earlier than rise time, the gelling reaction is ahead of the blowing reaction. This means the network begins to lock before expansion is complete.
| Scenario | Cream | Gel | Rise | Gap | Result |
|---|---|---|---|---|---|
| Gelling excess | 12s | 75s | 130s | Gel leads rise by 55s | Tight cells, under-rise, high density |
This can create a different set of defects.
Possible symptoms include:
- Tight cells
- Under-risen foam
- Higher density
- Poor cell opening
- Split surface
- Internal pressure marks
- Harsh feel
- Irregular structure
The foam has network strength too early. Instead of supporting the final expanded shape, the network restricts expansion.
In this case, more gelling catalyst or more tin will usually move the formula in the wrong direction.
Possible correction directions may include:
- Reducing gelling acceleration
- Reducing tin catalyst
- Reviewing blowing catalyst
- Checking silicone surfactant
- Checking water level
- Verifying index
- Checking raw material temperature
Again, the gap tells you the direction. The adjustment should follow the diagnosis.
Diagnostic Reference Table: Gap Direction, Defect, and Response
Use this table as a first diagnostic guide before changing catalyst.
| Gap Observation | Balance Condition | Common Foam Defect | Typical Response Direction |
|---|---|---|---|
| Rise precedes gel by more than 20s | Gelling deficit | Collapse, subsidence, irregular top | Increase gelling support after index verification |
| Rise precedes gel by 10–20s | Mild gelling deficit | Soft top skin, minor settling | Small gelling correction, monitor |
| Gel precedes rise by 0–20s | Balanced window | Stable foam, open cell structure | No major catalyst change |
| Gel precedes rise by 20–40s | Mild gelling excess | Tight cells, slightly high density | Reduce gelling acceleration or review blowing side |
| Gel precedes rise by more than 40s | Gelling excess | Under-rise, split surface, very tight cells | Rebalance blowing/gelling package |
| Cream time below 7s | Early blowing too fast | Surface voids, uneven rise | Review blowing amine, water level, temperature |
| Cream time above 18s | Slow reaction profile | Sluggish rise, poor structure | Check raw material temperature and catalyst activity |
This table is a guide, not a replacement for production testing. The exact acceptable gap depends on foam grade, density, water level, catalyst package, and machine conditions.
But the principle is consistent: read the gap before touching the catalyst.
Why Individual Timing Targets Are Not Enough
A formula can meet individual timing targets and still be out of balance.
For example, gel time may be within an acceptable range. Rise time may also be within an acceptable range. But the gap between them may still be wrong.
This happens when engineers treat timing values as separate checks instead of a profile.
A rise time of 95 seconds may look acceptable in one formula. A gel time of 125 seconds may also look acceptable in another context. But together, rise at 95 seconds and gel at 125 seconds means rise is leading gel by 30 seconds.
That is a gelling deficit.
The problem is not visible if the numbers are read separately. It becomes clear only when the gap is calculated.
This is why the gel/rise relationship should be recorded on every trial sheet. Do not only record gel time and rise time. Record the gap.
Practical Workflow Before Catalyst Adjustment
Before changing catalyst, use this workflow:
- Record cream time.
- Record gel time.
- Record rise time.
- Record tack-free time.
- Calculate the gel/rise gap.
- Identify gap direction.
- Verify actual index from current CoA values.
- Check water EW, polyol EW, and isocyanate EW.
- Review raw material temperature and mixing condition.
- Decide whether gelling or blowing is actually deficient.
- Adjust only the catalyst side that matches the diagnosis.
- Run a controlled confirmation trial.
This prevents random catalyst adjustment. It also prevents the common mistake of using catalyst to mask an index or raw-material-data error.
Use the PolymersIQ Calculators
Before making catalyst changes, verify that the formula is actually running at the intended index. The PolymerIQ NCO / TDI Index Calculator helps confirm the index from current raw material data. Use it when gel time shifts unexpectedly, rise time changes after a new raw material batch, collapse appears without obvious process cause, catalyst changes are not solving the issue, a new TDI or MDI drum is used, or water or crosslinker level changes.
Open the NCO / TDI Index Calculator →
Reaction-balance problems often show up as density differences between predicted and actual foam. The PolymersIQ Foam Density Estimator helps compare expected density against actual production response after water or catalyst changes. Use it when actual density is higher than predicted, foam collapse changes final density, water level changes, low-density foam is unstable, or rise profile looks unbalanced.
Open the Foam Density Estimator →
For the foundation explanation of the two reactions, read Gelling vs Blowing Reaction in Polyurethane Foam: What Each Reaction Does.
For catalyst mistakes and troubleshooting, read 5 Catalyst Adjustment Mistakes That Damage PU Foam Reaction Balance.
For the full index calculation guide, read Isocyanate Index Calculation Guide for PU Foam Engineers.
For water’s role in blowing and urea formation, read The Dual Role of Water in Polyurethane Foam: Blowing Agent and Urea Network Builder.
For water-level effects, read How Water Level Affects PU Foam Density, Hardness, Compression Set, and Exotherm.
FAQs
What is cream time in polyurethane foam?
Cream time is the first visible sign that the blowing reaction is underway — the point when the mixed liquid begins to lighten and expand. In many flexible slabstock systems, cream time falls around 8 to 15 seconds. It is influenced by blowing catalyst level, water level, raw material temperature, mixing efficiency, and isocyanate reactivity. Cream time sets the starting point of the rise profile but does not predict whether the foam will be balanced overall.
What is gel time and how is it measured?
Gel time is the point when the gelling reaction has built enough network strength that the foam can no longer be drawn into continuous strings. In a typical practical test, an operator dips a stick or wire into the rising foam — when the strands break instead of stretching, gel has been reached. In flexible slabstock systems, gel time often falls around 80 to 130 seconds, depending on formula and process. Gel time indicates when viscosity and polymer network have reached a critical level.
What is rise time and what does it tell me?
Rise time is the point when the foam reaches its maximum height. At this stage, CO₂ generation and the network have balanced, and the foam stops expanding. In flexible slabstock systems, rise time often falls around 90 to 150 seconds. The number alone is useful, but its relationship to gel time is more diagnostic — whether gel happens before, with, or after rise reveals the reaction balance.
What is tack-free time and why is it different from cure?
Tack-free time is when the foam surface is no longer sticky and has enough integrity for handling. It does not mean the foam is fully cured — full cure can take much longer. Tack-free time falls around 120 to 180 seconds in many flexible slabstock systems. It is useful as a final handling indicator but should not replace gel/rise gap diagnosis as the primary balance marker.
What is the gel/rise gap and why is it important?
The gel/rise gap is the difference between gel time and rise time. It is the most important diagnostic for reaction balance. In a balanced system, gel time occurs close to rise time (often gel leads rise by 0–20 seconds), so the network develops just in time to hold the expanded foam. If the gap is wrong in either direction, the foam can fail even if individual timing values look acceptable.
What does it mean if rise time comes before gel time?
It means the blowing reaction is ahead of the gelling reaction — a gelling deficit. The foam expands before the network is strong enough to hold it, which can cause collapse, subsidence, weak top skin, voids, or irregular structure. The correction usually involves accelerating the gelling reaction (after verifying index, water level, and equivalent weights) — not adding more blowing catalyst, which would make the imbalance worse.
What does it mean if gel time comes too far before rise time?
It means the gelling reaction is ahead of the blowing reaction — a gelling excess. The network locks before the foam has fully expanded, which can cause tight cells, under-rise, high density, splits, internal pressure marks, or harsh feel. In this case, adding more gelling catalyst or tin will move the formula in the wrong direction. The correction is to reduce gelling acceleration or strengthen the blowing side after checking stoichiometry.
Can a formula meet all individual timing targets and still be unbalanced?
Yes — this is one of the most common diagnostic mistakes. A gel time within range and a rise time within range can still produce a wrong gap if both numbers happen to drift in opposite directions. For example, gel at 125s and rise at 95s might both look acceptable individually, but together they show rise leading gel by 30 seconds — a clear gelling deficit. Always calculate the gap, not just the individual values.
Should I always check stoichiometry before adjusting catalyst?
Yes. Many problems that appear to be catalyst-balance issues are actually stoichiometric — wrong %NCO from a new drum, water EW entered as 18 instead of 9, outdated polyol OHV, or missing crosslinker contribution. Adjusting catalyst on top of a stoichiometric error usually creates new problems instead of fixing the original one. Verify index, equivalent weights, and current CoA values first; adjust catalyst only after confirming the foundation is correct.
How do I record timing data so it is useful for future troubleshooting?
On every trial sheet, record cream time, gel time, rise time, tack-free time, and the calculated gel/rise gap. Also record raw material lot/CoA values, water level, catalyst dosages, raw material temperature, and any process variables. Over time, this builds a profile that lets you see when the reaction balance starts to drift — often before defects become visible. The gap direction is more important than absolute timing values, so make sure the gap is always recorded explicitly, not just calculated mentally.
Key Takeaways
Cream time, gel time, rise time, and tack-free time should be read as a reaction profile, not as isolated values.
The most important diagnostic is the gap between gel time and rise time.
- If rise precedes gel, blowing is ahead of gelling. The foam may collapse or settle because the network is not strong enough to hold expansion.
- If gel precedes rise by too much, gelling is ahead of blowing. The foam may become tight-celled, dense, under-risen, or split because the network locks too early.
Individual timing values are useful, but the gap direction tells you which reaction is out of balance.
Before catalyst adjustment, verify the index, equivalent weights, water level, raw material temperature, and mixing condition.
Catalyst correction should follow diagnosis. Do not adjust the easiest catalyst — adjust the catalyst side that matches the measured reaction deficit.
Conclusion
If your foam collapses, tightens, under-rises, or changes density after repeated catalyst adjustments, the problem may not be catalyst level alone.
It may be the reaction-balance gap.
PolymersIQ can help review your cream time, gel time, rise time, tack-free time, index calculation, and catalyst package to identify whether gelling or blowing is actually out of balance.
To get accurate support, please share:
- Polyol grade, OHV, and supplier
- Isocyanate type and current CoA %NCO
- Water level and recent changes
- Catalyst package (amine and tin) and dosages
- Cream time, gel time, rise time, and tack-free time data (with gap calculated)
- Target foam density and observed defect
- Description of the production issue and adjustments already tried
Contact PolymerIQ for a reaction balance review →