Introduction
Water is one of the most powerful variables in flexible polyurethane foam formulation. It is also one of the most misunderstood.
Many foam plants treat water as a density control dial. If density is too high, water is increased. If density is too low, water is reduced. The adjustment looks simple, and in many cases, the density moves in the expected direction.
But water does not only control density.
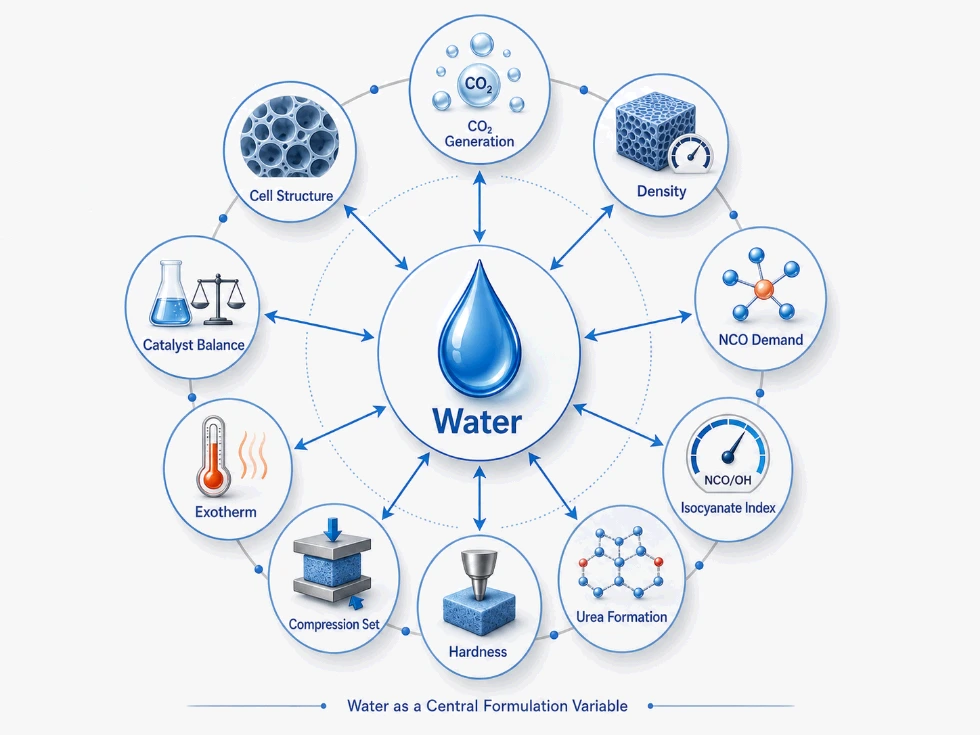
Water generates CO₂, consumes NCO, forms amine intermediates, creates urea linkages, changes the isocyanate index, affects hardness, influences compression set, and increases exotherm. That means every water adjustment affects several foam properties at once.
A plant may reduce water to fix density and later face compression set failures. Another plant may increase water for low-density foam and later see core discoloration or scorch risk. A production team may change water without recalculating the index and then spend weeks troubleshooting soft foam or hardness drift.
The mistake is not adjusting water. Water adjustment is part of normal foam formulation. The mistake is treating water as an independent single-function variable.
This article explains four common water adjustment mistakes that cause PU foam quality problems and how to control them before they reach the customer.
Why Water Adjustments Create Hidden Problems
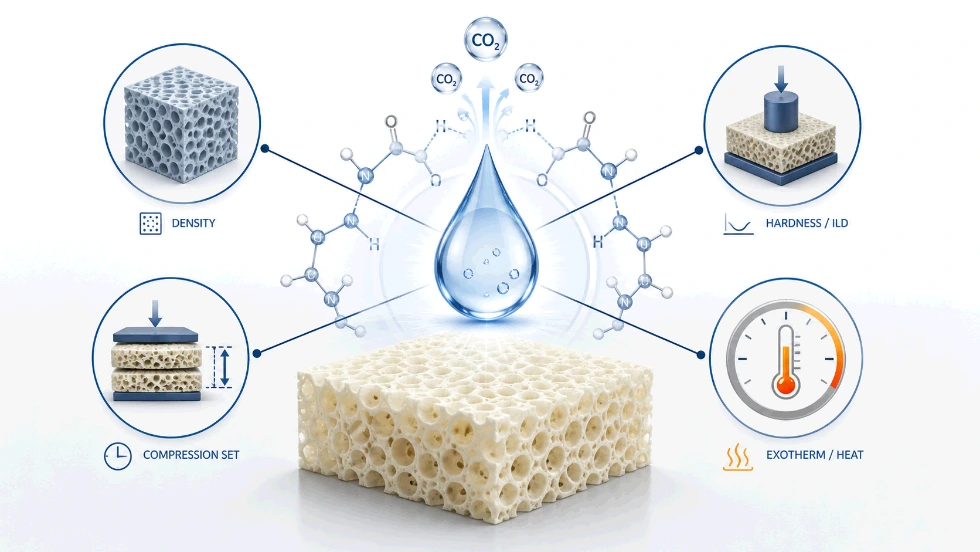
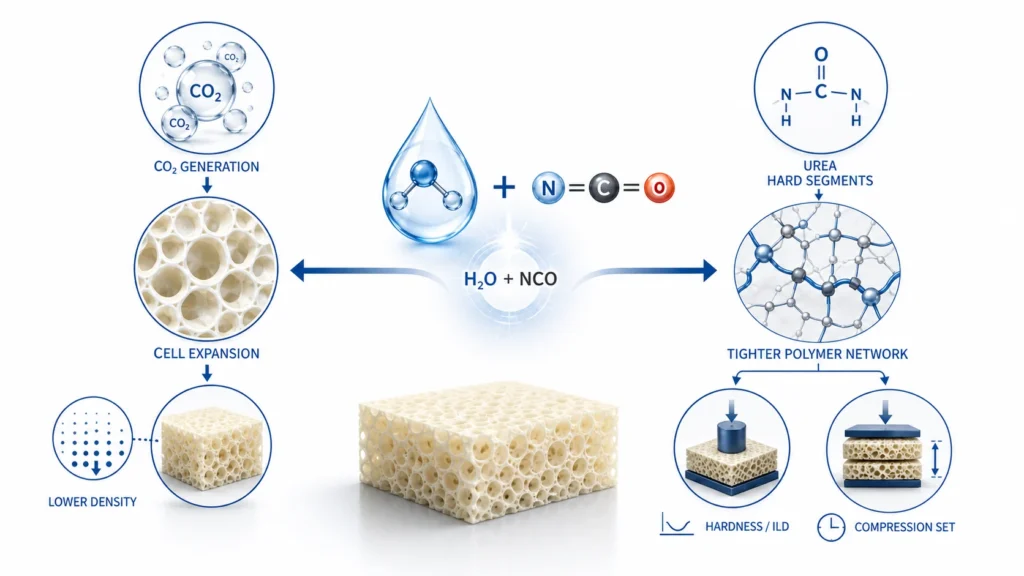
Water has two connected roles in polyurethane foam.
First, it reacts with isocyanate to generate CO₂. This gas expands the foam and affects density. Second, the same reaction produces an amine, which reacts with another isocyanate group to form a urea linkage. These urea hard segments affect the foam network.
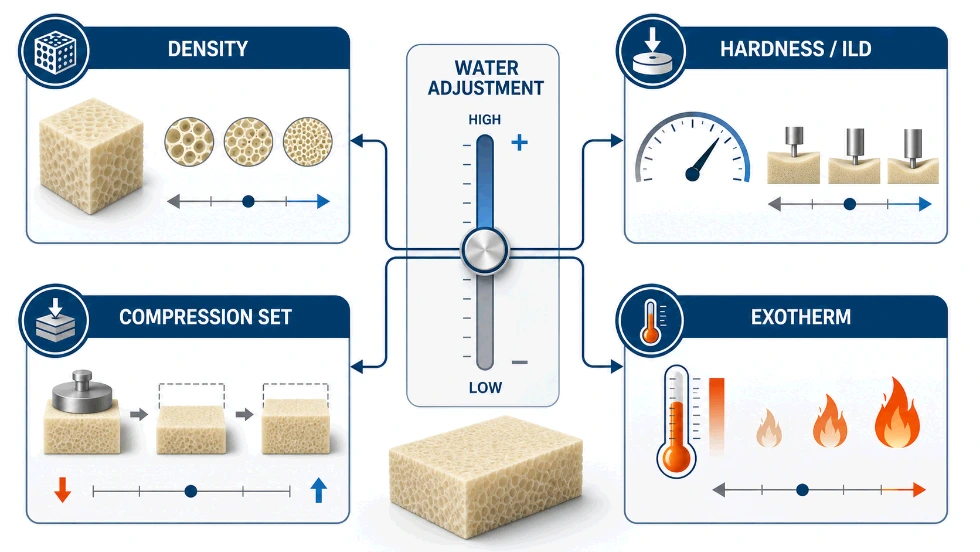
So every water adjustment changes:
- CO₂ generation
- Foam expansion and density
- NCO consumption and isocyanate index
- Urea formation
- Hardness / ILD
- Compression set
- Exotherm
This is why a water change can appear successful at first and still create a delayed quality problem. The production team may only measure the immediate result, such as density. But the network-related effects may appear later through compression set, recovery, hardness drift, or customer complaints.
Water should be treated as a reactive formulation variable, not just a blowing-agent adjustment.
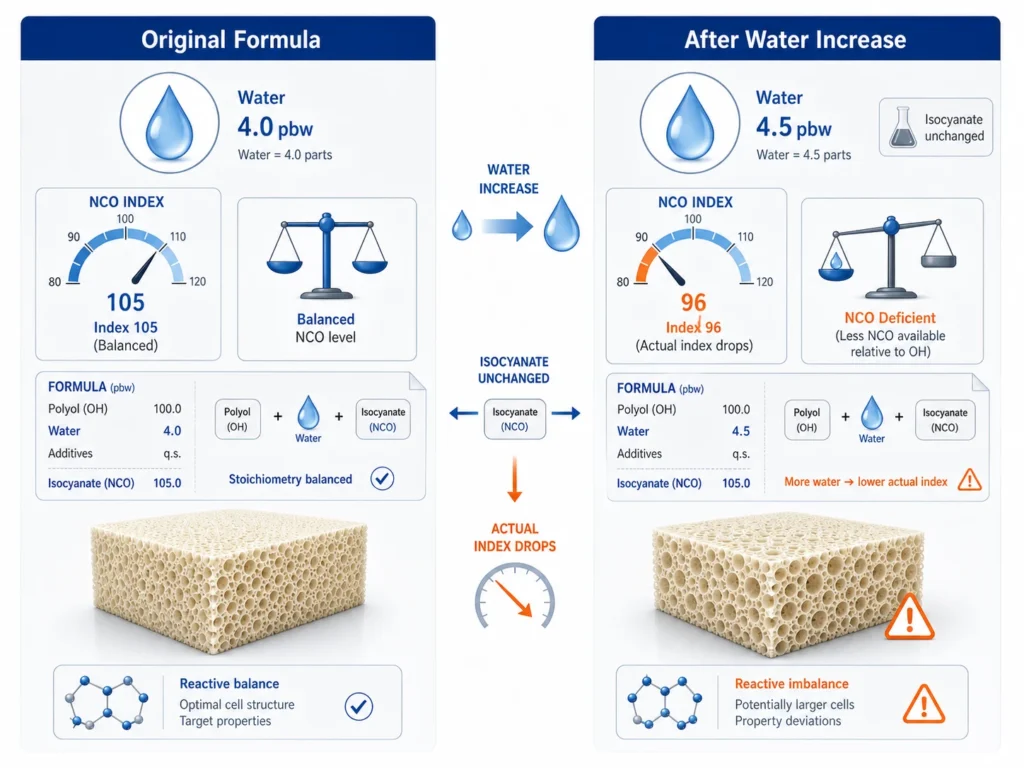
Mistake 1: Changing Water Level Without Recalculating the Index
Water consumes NCO. That means water is part of the isocyanate index calculation.
The equivalent weight of water in polyurethane foam is 9 g/eq. So when water level changes, total reactive hydrogen equivalents change. If the isocyanate amount is not recalculated, the real running index changes immediately.
For example, if a standard flexible slabstock formula increases water from 4.0 parts to 4.5 parts but the isocyanate quantity is left unchanged, the actual index can drop significantly. This type of change can move the index from 105 to about 95.4.
That is not a small adjustment. The engineer may think only water was changed. In reality, the formula now has a different index.
Possible results include:
- Softer foam than expected
- Lower ILD
- Poorer compression set
- Weaker recovery
- Slower cure
- Different foam feel
- Confusing production troubleshooting
Every water change requires a fresh index calculation. No exception.
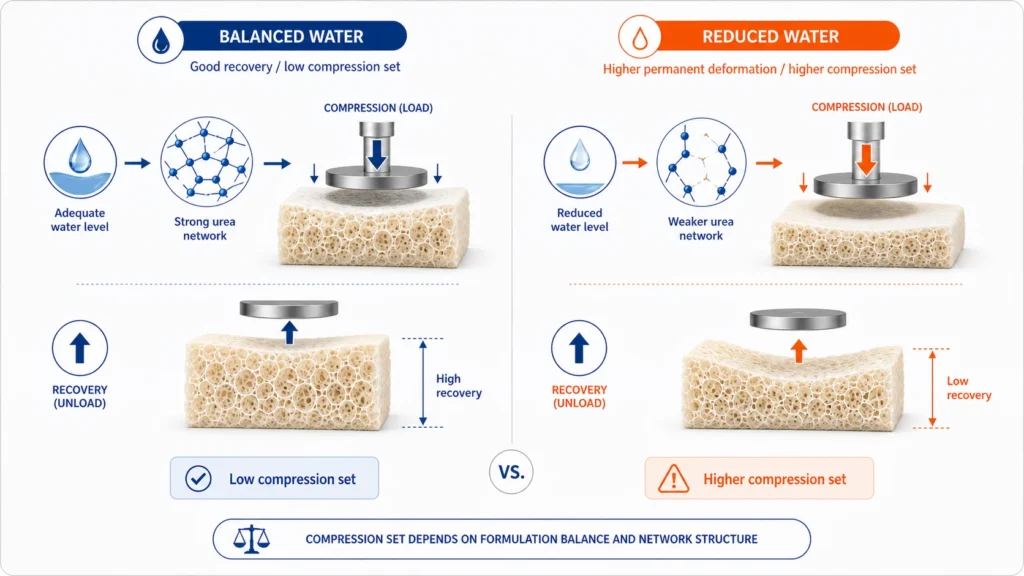
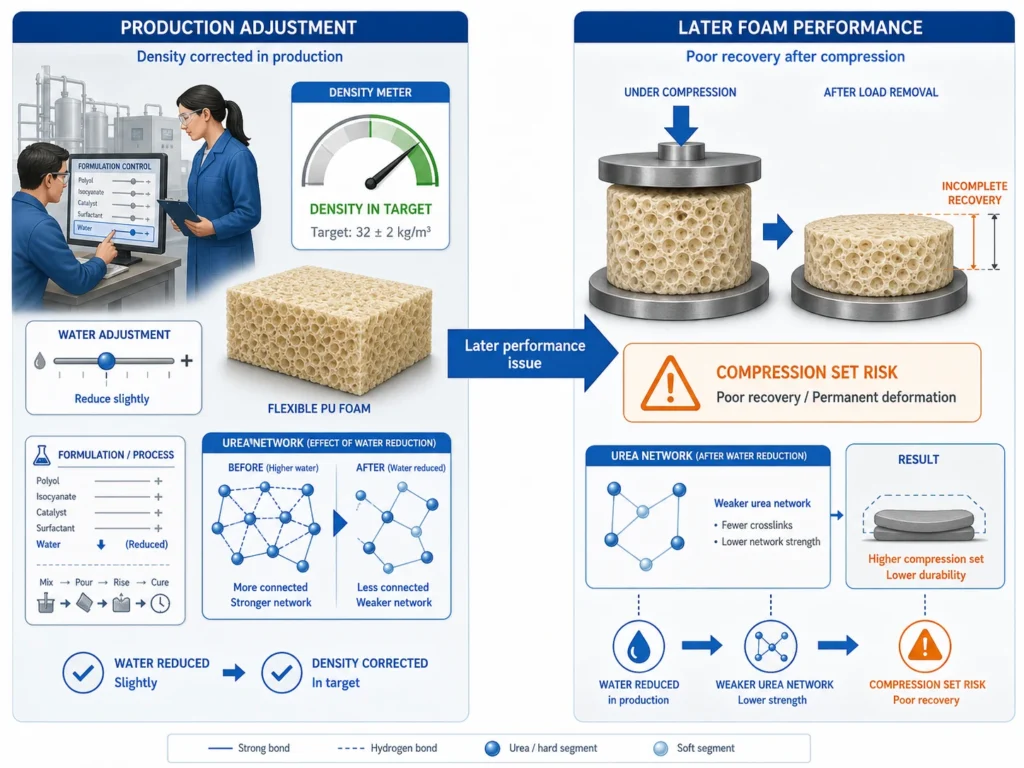
Mistake 2: Correcting Density with Water but Ignoring Compression Set
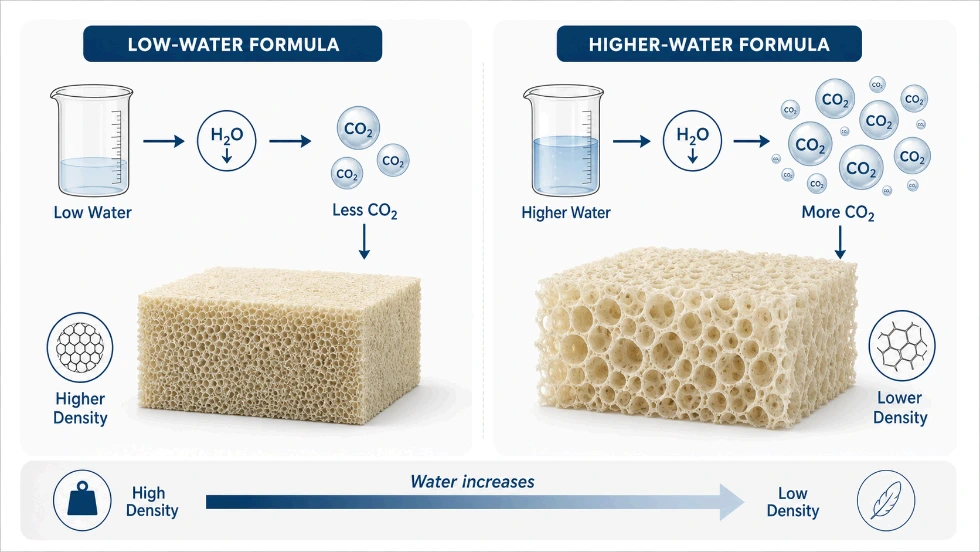
Density correction is one of the most common reasons engineers adjust water.
If the foam is too dense, increasing water may lower density. If the foam is too light, reducing water may increase density. That part is understandable.
The mistake is stopping the evaluation at density.
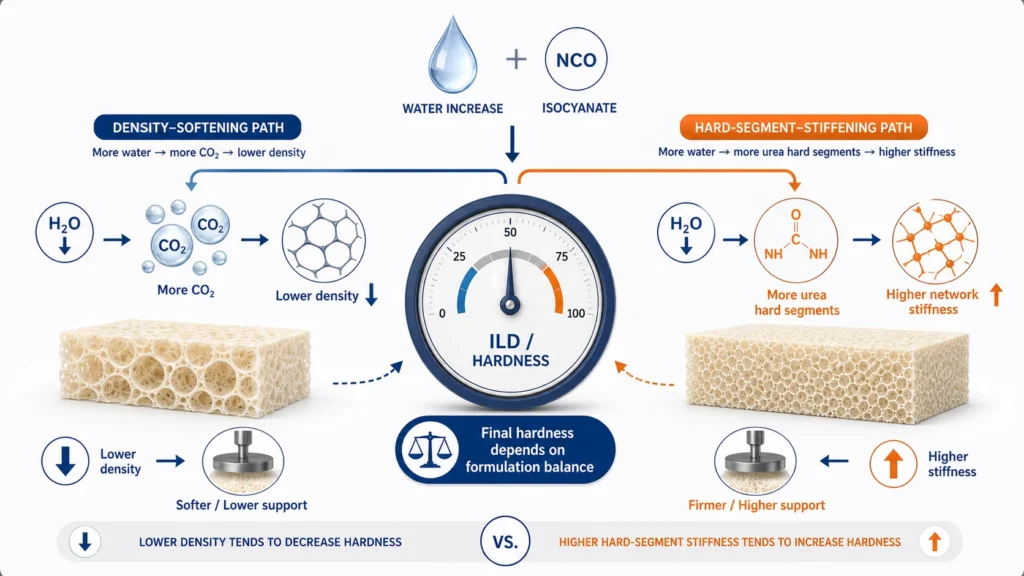
Water also affects urea formation. Urea linkages help build the hard-segment network that supports recovery and compression set performance. If water is reduced to correct density, urea formation also decreases.
The foam may pass production density checks. It may cut normally. It may look acceptable on the floor. But the reduced urea network can weaken long-term recovery.
The problem may appear later as:
- Higher compression set
- Poorer recovery after sustained load
- Mattress or cushion returns
- Field complaints
- Customer reports of permanent deformation
This is dangerous because the failure may appear weeks or months after the original water adjustment. By then, the water change may be forgotten. The plant may treat compression set failure as a new problem — but chemically, it may be connected to the earlier water adjustment.
A density correction should always be validated against compression set.
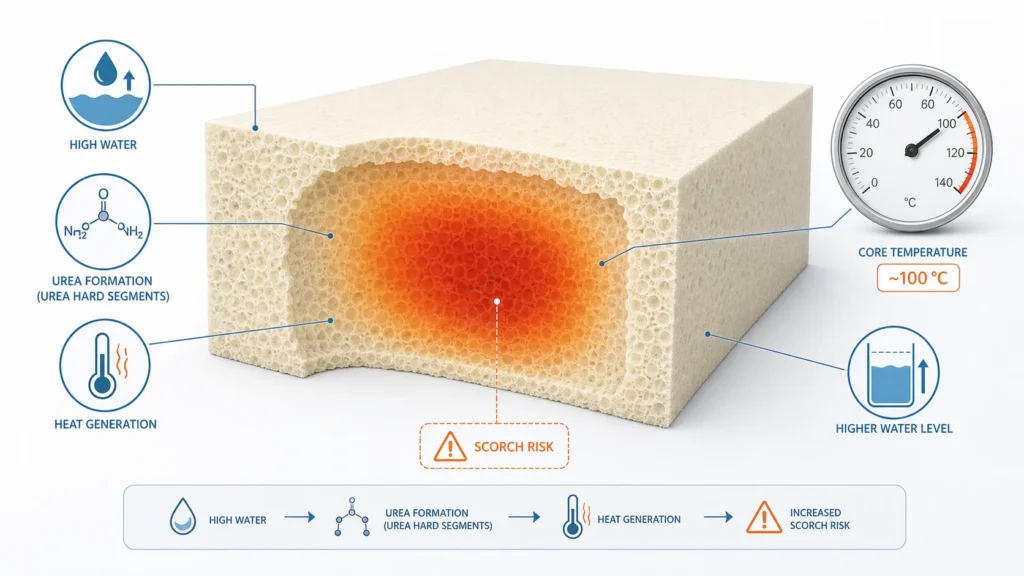
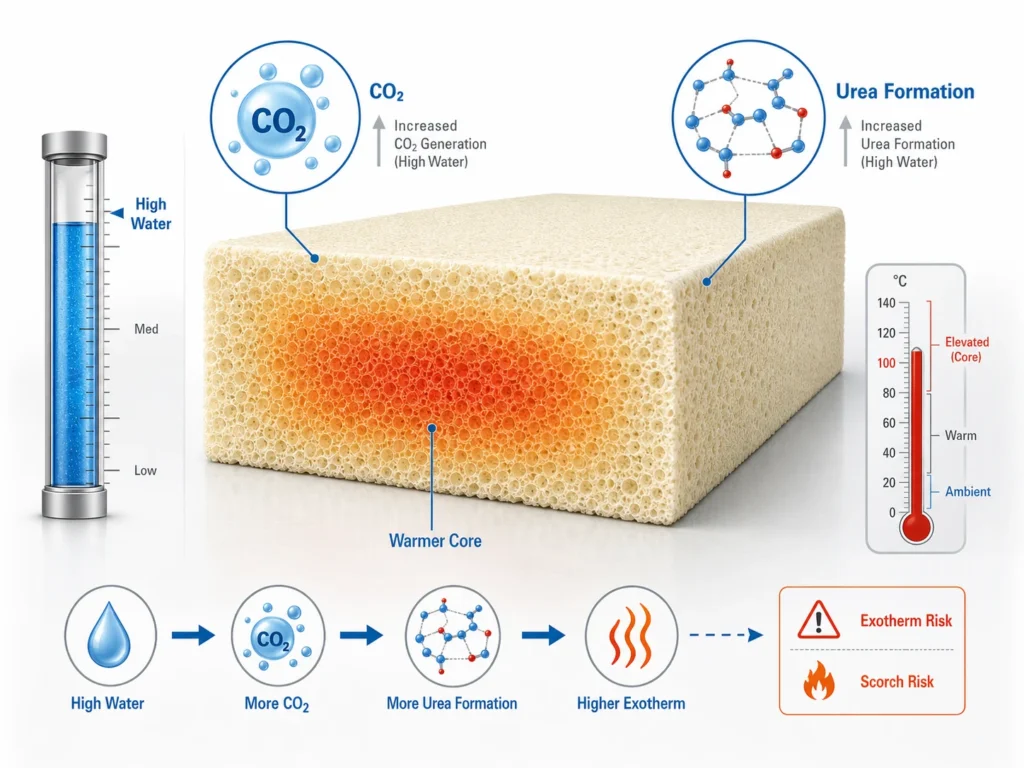
Mistake 3: Running High Water Levels Without Managing Exotherm
High water levels can help produce lower-density foam.
But higher water also increases urea formation and heat release. At higher water levels — especially around and above 4.5 parts — exotherm can become a serious risk in flexible slabstock foam, depending on the formula and block geometry.
Large blocks are especially sensitive because heat dissipates slowly from the core. The surface may look normal while the center of the block experiences excessive temperature.
Possible signs of high exotherm include:
- Core discoloration
- Scorch risk
- Internal cell irregularity
- Reduced tensile strength in the core
- Uneven physical properties
- Processing instability
- Odor or degradation symptoms in severe cases
High water formulas need more than a density target — they require thermal management.
Important checks include block height, pour profile, water level, catalyst balance, foam density, ventilation, raw material temperature, cooling time, and core temperature risk.
Pushing water to achieve ultra-low density without considering exotherm can create a core-quality problem that is not visible from the outside.
Mistake 4: Treating Water as an Independent Variable
There is no such thing as “just changing water” in polyurethane foam.
Every water adjustment changes multiple formulation relationships at once.
| Change | What Happens |
|---|---|
| Water increases | More CO₂, lower density, higher NCO demand, index drops if iso is unchanged, more urea formation, more exotherm, complex hardness response |
| Water decreases | Less CO₂, higher density, lower NCO demand, index rises if iso is unchanged, less urea formation, compression set risk, recovery may change |
Water is connected to the whole foam system. It interacts with isocyanate index, catalyst balance, silicone surfactant, polyol functionality, crosslinker level, density target, compression set requirement, and block size / exotherm management.
This is why water should never be adjusted in isolation. A correct water adjustment requires a formulation review, not just a machine setting change.
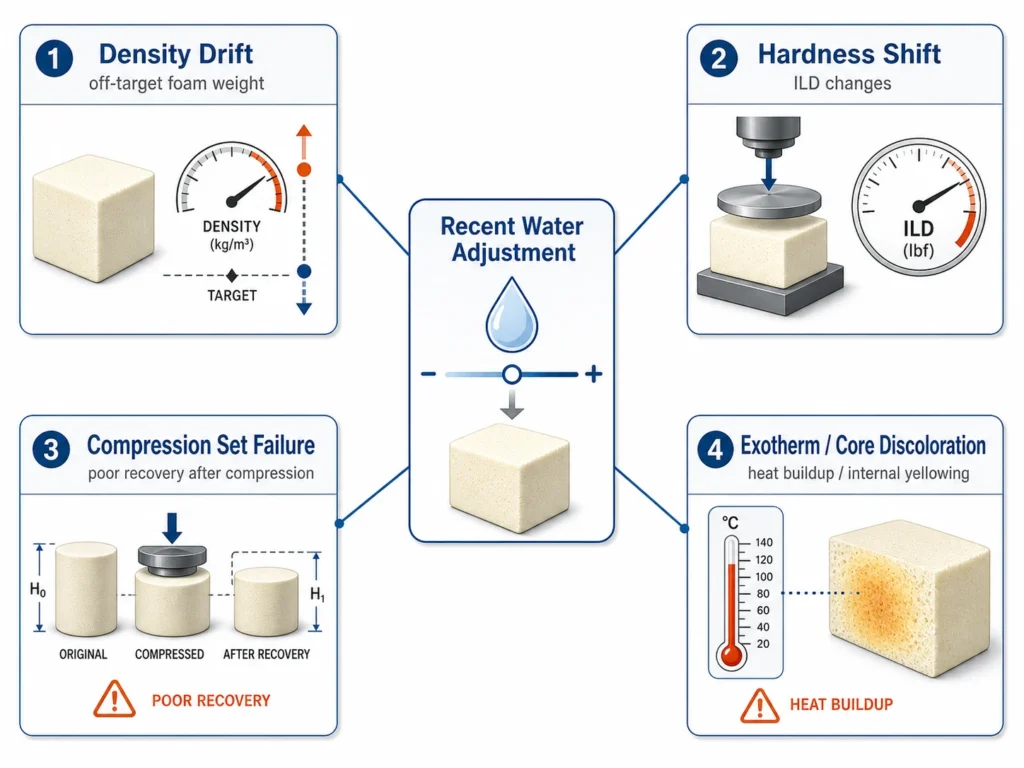
What Water Adjustment Problems Look Like in Production
Water adjustment mistakes can look like unrelated production problems. That is why they are often misdiagnosed.
A plant may experience:
- Density corrected but compression set later failing
- Foam becoming softer after a water increase
- Hardness changing more than expected
- High-water formula showing core discoloration
- Catalyst changes giving only temporary improvement
- Foam passing density but failing long-term recovery
- Different results after small water changes
- Customer complaints appearing weeks after production adjustment
These problems can be confusing because the original water change may not look suspicious. The team may say “the formula did not change.”
But the formula did change. Water changed. And water is a reactive formulation component.
The first troubleshooting question should be: Was water changed recently, and was the index recalculated afterward?
Production Checklist Before Changing Water Level
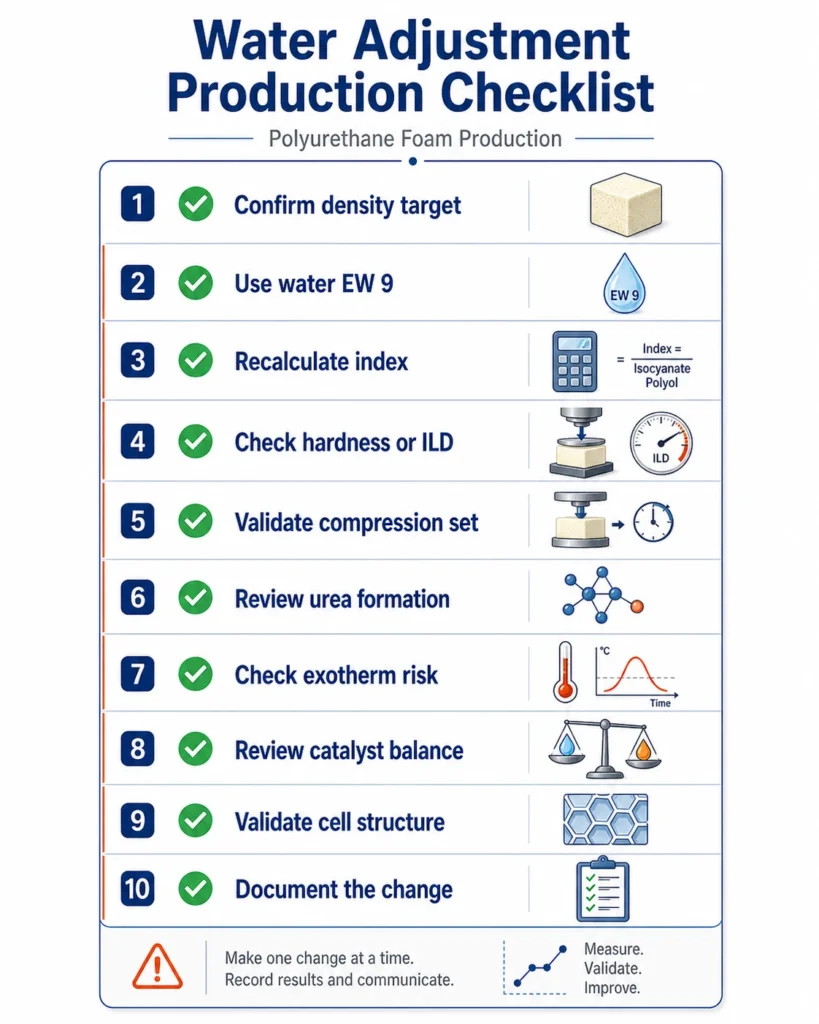
Before changing water in a PU foam formulation, review the full effect using this checklist:
| Checkpoint | Question |
|---|---|
| Density target | What density change is expected? |
| Water EW | Is water calculated as EW = 9? |
| Index recalculation | Has TDI or MDI demand been recalculated? |
| Hardness / ILD | Will hardness still meet target? |
| Compression set | Will recovery performance remain acceptable? |
| Urea formation | Does the change reduce or increase network contribution? |
| Exotherm | Is core temperature risk acceptable? |
| Catalyst balance | Does the reaction profile still match the new water level? |
| Cell structure | Can the surfactant system support the new expansion? |
| Trial validation | Will density, ILD, compression set, and core condition be tested? |
| Documentation | Has the water change been recorded with date and reason? |
A water change should never be approved only because density improved. It should be approved because the full foam property balance remains acceptable.
Correct Workflow for Water Adjustment
A safer water adjustment workflow follows this sequence:
- Define the reason for the water change.
- Estimate the density effect.
- Calculate water reactive equivalents using EW = 9.
- Recalculate total reactive hydrogen equivalents.
- Recalculate required isocyanate for the target index.
- Review hardness and ILD risk.
- Review compression set risk.
- Review exotherm risk, especially for high-water formulas.
- Run a controlled production trial.
- Test density, ILD, compression set, and core condition.
- Document the final formula and reason for the change.
This keeps water changes controlled and traceable. It also prevents the common problem of solving one visible issue while creating a hidden performance issue.
Use the PolymerIQ Calculators
Because water consumes NCO, every water adjustment should be checked through the index calculation. The PolymersIQ Isocyanate Index Calculator helps verify the corrected isocyanate requirement after changing water level. Use it when water level changes, TDI or MDI parts need recalculation, foam becomes softer or harder after adjustment, compression set changes after density correction, or a legacy formula has undocumented water changes.
Open the Isocyanate Index Calculator →
Water is often changed to correct density. The PolymersIQ Foam Density Estimator helps estimate density impact before a water adjustment reaches production. Use it when increasing or reducing water, comparing water level options, reviewing low-density grades, or checking whether a density correction may create additional formulation risks.
Open the Foam Density Estimator →
For the chemistry behind water’s dual role, read The Dual Role of Water in Polyurethane Foam: Blowing Agent and Urea Network Builder.
For water’s effect on density, hardness, compression set, and exotherm, read How Water Level Affects PU Foam Density, Hardness, Compression Set, and Exotherm.
For the water equivalent weight calculation, read Why the Equivalent Weight of Water Is 9 in Polyurethane Foam.
FAQs
What are the most common water adjustment mistakes in PU foam production?
The four most common mistakes are: changing water level without recalculating the index, correcting density with water but ignoring compression set, running high water levels without managing exotherm, and treating water as an independent variable when it actually affects density, index, hardness, compression set, and exotherm at once.
Why does changing water affect the isocyanate index?
Water reacts with isocyanate and consumes NCO during the blowing reaction. Water’s equivalent weight is 9, which makes it a major contributor to total reactive hydrogen equivalents. When water level changes, reactive equivalents change, and the isocyanate quantity required to maintain the target index changes too. Leaving the isocyanate unchanged after a water adjustment shifts the actual running index.
Can a water reduction cause compression set failure later?
Yes. Reducing water reduces both CO₂ generation and urea formation. Urea hard segments help build the network that supports recovery. If water is reduced to fix density but the formula is not rebalanced, the network may be weaker — and compression set complaints can appear weeks or months later.
How much can the index change if I increase water by 0.5 parts and don’t adjust isocyanate?
The shift can be significant. For a typical flexible slabstock formula, increasing water from 4.0 to 4.5 parts without changing isocyanate can drop the actual index from around 105 to about 95.4. That’s not a small drift — it can move the foam well below the target performance window.
When does high water become an exotherm risk?
At water levels around and above 4.5 parts, the urea-forming reaction releases enough heat that core temperature can become a concern, especially in large slabstock blocks. The exact threshold depends on block size, density, formulation, ventilation, and ambient conditions. Larger blocks dissipate heat more slowly from the core, which makes them more sensitive.
What are the signs of high exotherm in slabstock foam?
Core discoloration (yellowing or browning at the center), scorch marks, internal cell irregularity, reduced tensile strength in the core, uneven physical properties between surface and center, processing instability, and in severe cases odor or degradation symptoms. The outside of the block may look completely normal while the core is compromised.
Why is water described as a “reactive formulation variable” instead of a blowing agent?
Because water does both jobs at once — it reacts chemically with isocyanate (consuming NCO and creating urea linkages) and also generates CO₂ for foam expansion. Calling it just a blowing agent suggests it only affects density, which understates its role. Treating water as a reactive component reminds engineers that it changes the whole foam system, not just the cell structure.
Should water adjustments be documented?
Yes. Water changes should be recorded with date, reason for the change, old and new water levels, recalculated index, recalculated isocyanate quantity, and trial results (density, ILD, compression set, core condition). Without documentation, undocumented water changes can become a hidden source of formulation drift months later.
What’s the first thing to check when foam properties drift after recent production adjustments?
Check whether water level was changed recently. If yes, check whether the index was recalculated and the isocyanate quantity adjusted. Many “mysterious” foam quality problems trace back to a water change that was made for one reason (often density) but didn’t include a full formulation review.
Can I just adjust catalyst to compensate for a water change?
No — catalyst adjustment cannot fix a stoichiometric imbalance. If water changed and the index drifted, no amount of catalyst tuning will restore the network structure that the missing or excess NCO would have built. Catalyst adjustments may temporarily mask one symptom while leaving the underlying chemistry unbalanced. The correct fix is to recalculate the index and adjust isocyanate.
Key Takeaways
Water adjustment is never a single-property change.
The four most common mistakes are:
- Changing water level without recalculating the index.
- Correcting density with water but ignoring compression set.
- Running high water levels without managing exotherm.
- Treating water as an independent variable.
Water generates CO₂, consumes NCO, forms urea linkages, changes index balance, affects hardness, influences compression set, and increases thermal load. If water changes, the formula changes.
Every water adjustment should be recalculated, documented, and validated through density, ILD, compression set, and exotherm review. A density fix is not complete until the rest of the foam property balance is confirmed.
Conclusion
If your plant has used water changes to correct density but later faced compression set failure, hardness drift, or core heat problems, the issue may not be random.
Water may have solved one problem while creating another.
PolymersIQ can help review your water adjustment history, recalculate the index impact, evaluate density and compression set risk, and identify whether your current formulation balance needs correction.
To get accurate support, please share:
- Current water level and any recent changes (with dates if possible)
- Foam density target and recent density results
- Polyol grade, OHV, and isocyanate %NCO
- Target index and observed foam properties (ILD, compression set)
- Block size and any core temperature observations
- Description of the production issue and any adjustments already tried
Contact PolymerIQ for a water-level formulation audit →