Introduction
Water level is one of the most powerful variables in flexible polyurethane foam formulation.
Most engineers understand its effect on density. Increase water — more carbon dioxide is generated, more gas expands the foam matrix, density usually decreases. Reduce water — less CO₂, less expansion, density usually increases.
That part is simple.
The problem is that water does not control only density.
Water also affects urea formation, hardness, compression set, resilience, exotherm, and isocyanate demand. A water adjustment made for one reason can quietly create a second problem somewhere else in the foam. This is why a density correction can later become a compression set complaint.
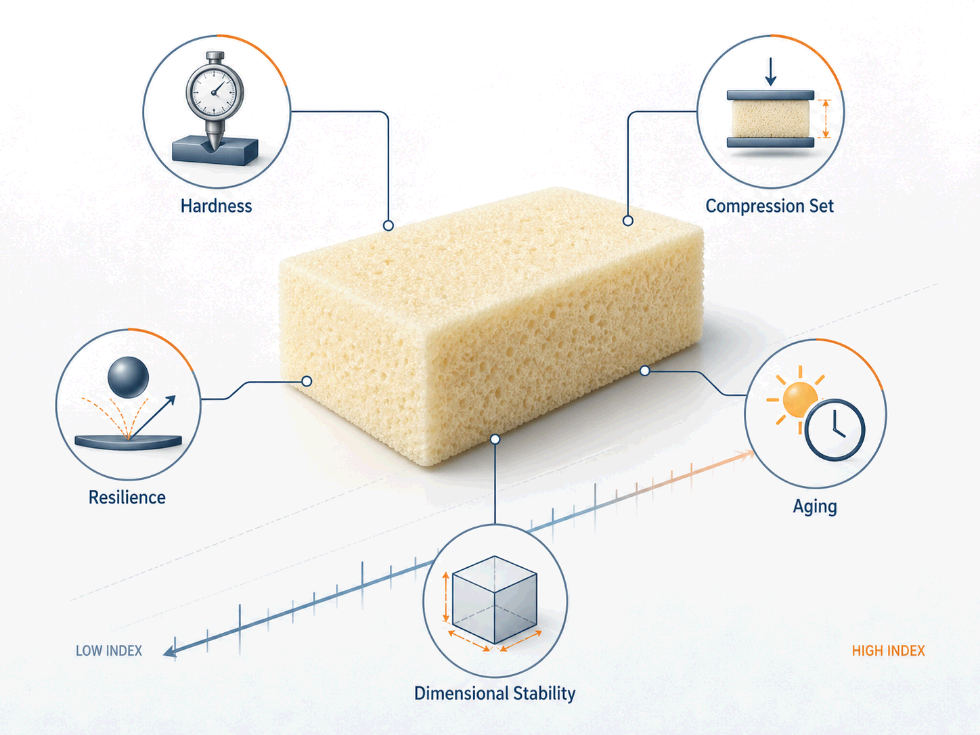
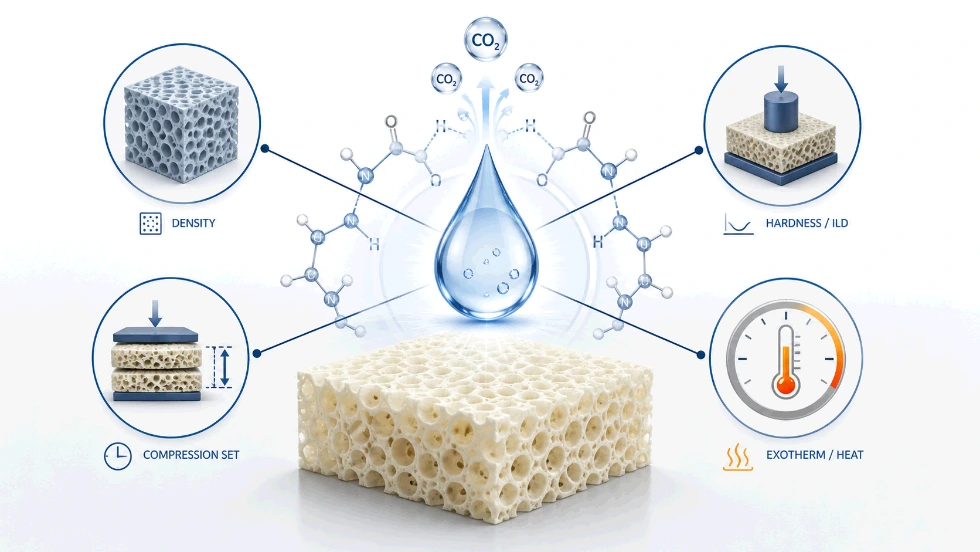
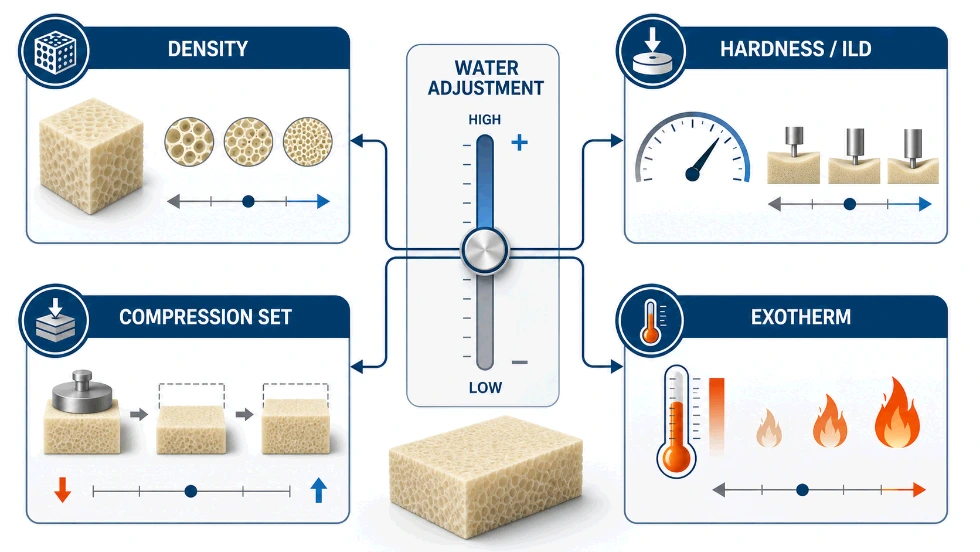
Water level changes four major properties at the same time:
- Density
- Hardness / ILD
- Compression set
- Exotherm
This article explains how each property responds to water level and why water should never be treated as a single-function density control variable.
Water Controls More Than Density
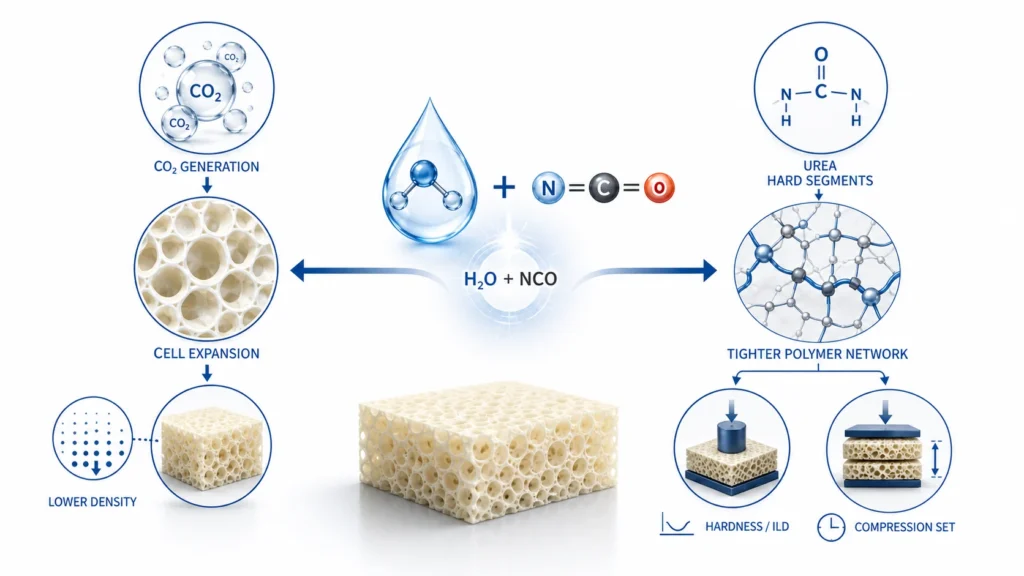
Water is often adjusted to control foam density. That is understandable, because water reacts with isocyanate to generate carbon dioxide. The CO₂ expands the foam and helps create the cellular structure.
But water also produces an amine intermediate, which reacts with another isocyanate group to form urea linkages. Those urea linkages become hard segments in the foam network.
So every water change has two chemical consequences:
- It changes gas generation (affecting density).
- It changes urea formation (affecting hardness, recovery, compression set, and heat generation).
This means water is not just a blowing-agent variable — it is also a structure-building variable.
A plant that watches only density after a water change is only watching half of the effect.
Property 1: Density
Density is the most visible property affected by water level.
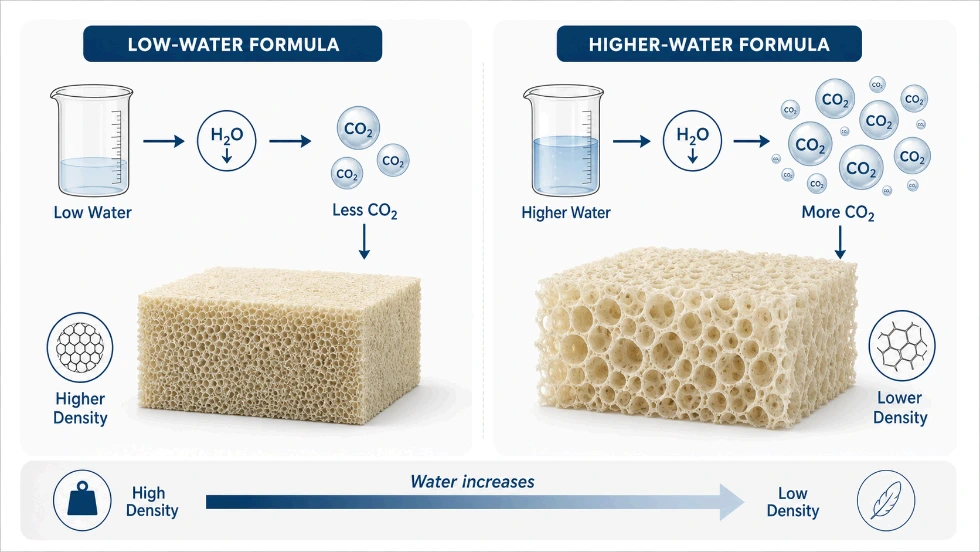
When water reacts with isocyanate, carbon dioxide is released. This gas expands the foam mass and creates the cellular structure.
- More water → more CO₂ → more expansion → lower density
- Less water → less CO₂ → less expansion → higher density
In flexible slabstock foam, a water increase can noticeably reduce density. As a practical rule, each 0.5 part increase in water may produce a meaningful density reduction, often in the range of several percent depending on the full formulation and process conditions.
However, density response is not controlled by water alone. It also depends on:
- Polyol type
- Isocyanate index
- Catalyst balance
- Silicone surfactant
- Cream time and rise profile
- Cell opening
- Block height
- Production temperature
- Machine mixing efficiency
Water can be used to adjust density, but it should not be treated as a simple linear dial. A density correction must also be checked against the other property changes caused by water.
Property 2: Hardness / ILD
Water also affects foam hardness. This is where troubleshooting often becomes confusing.
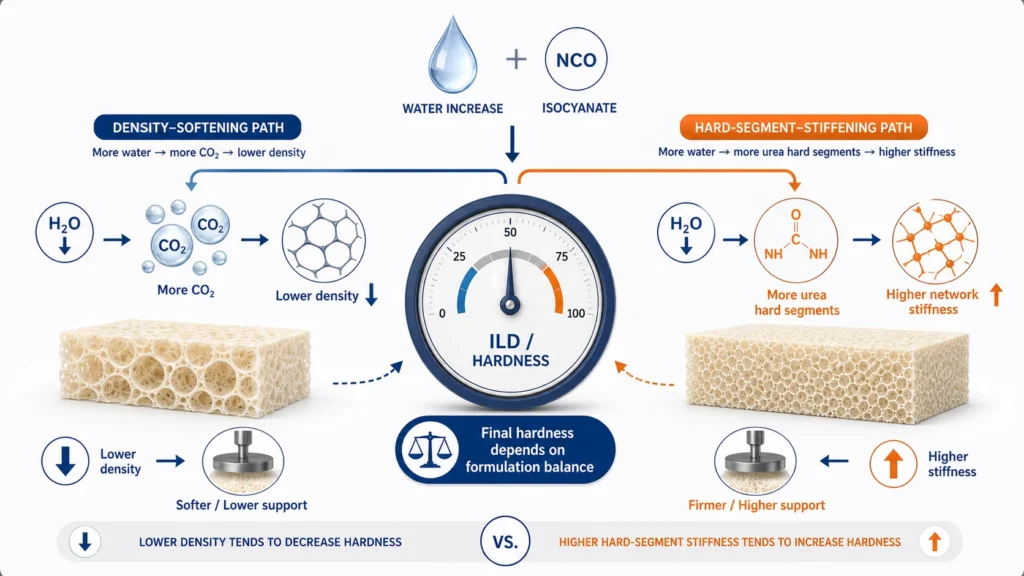
When water level increases, density usually decreases — and lower density often tends to reduce load-bearing. But water also increases urea formation, and urea hard segments can stiffen the polymer network and raise hardness or ILD.
So water can create two opposing effects:
- More CO₂ → lower density (tends to reduce hardness)
- More urea formation → stiffer network (tends to increase hardness)
Which effect dominates depends on the formulation. The final hardness response depends on:
- Index
- Polyol functionality
- Water level
- Crosslinker level
- Catalyst balance
- Foam density
- Cell structure
- Cure condition
This is why two formulas may respond differently to the same water adjustment. In one formula, increasing water may mainly reduce density and soften the foam. In another formula, the increased urea formation may partially offset the density effect and keep ILD higher than expected.
Hardness should be tested after every meaningful water adjustment. Do not assume density movement alone predicts hardness movement.
Property 3: Compression Set
Compression set is one of the most important long-term performance properties affected by water level.
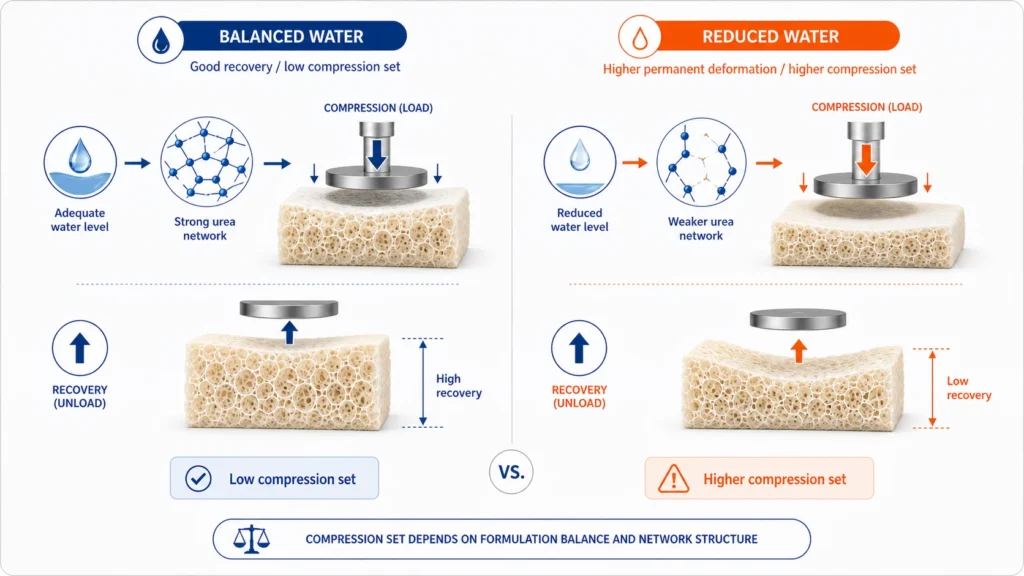
Compression set measures how well foam recovers after being held under compression for a defined time and condition. Water affects compression set because water contributes to urea hard-segment formation. Urea linkages help build the foam network, and a stronger network usually improves resistance to permanent deformation.
If water is reduced to fix a density issue, urea formation is also reduced. The foam may meet density target, and it may look acceptable during production, but the network may be weaker than intended.
That weakness may appear later as:
- Higher permanent deformation
- Poorer recovery
- Mattress or cushion complaints
- Field returns after sustained load
- Compression set values above specification
This is why water reductions should be reviewed carefully. A water reduction can solve a density problem today and create a compression set problem later. The two problems may appear separated by weeks or months, but chemically they are connected.
Property 4: Exotherm
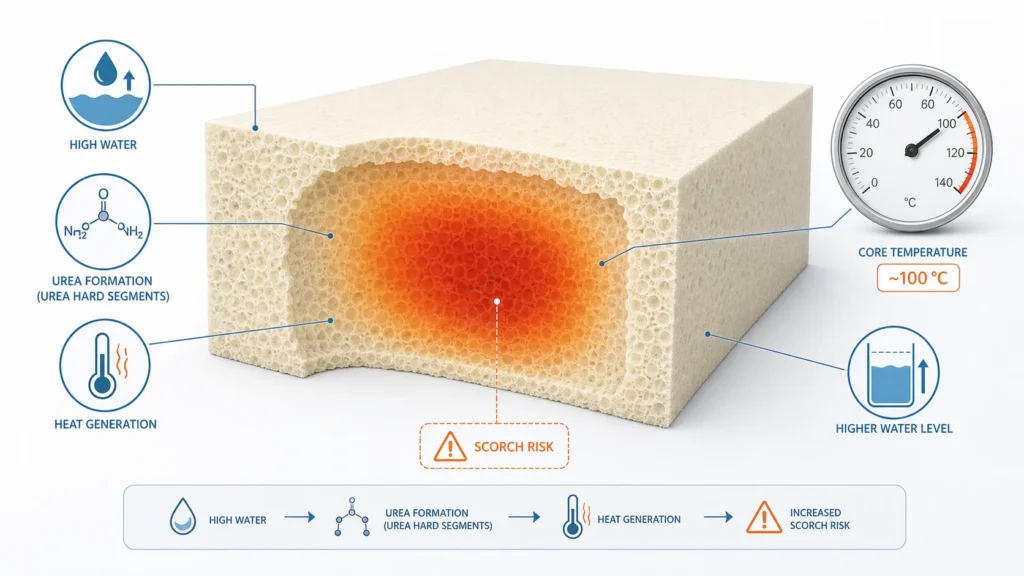
Water also affects exotherm.
The reaction sequence that forms urea linkages releases heat. As water level increases, the amount of urea formation increases, and the thermal load in the foam block can increase as well.
This becomes especially important in high-water flexible slabstock formulas. At higher water levels — particularly around and above 4.5 parts — the risk of excessive core temperature becomes more serious, depending on block size, density, formulation, and ventilation.
High exotherm can contribute to:
- Core discoloration
- Scorch risk
- Cell structure irregularities
- Reduced tensile strength in the block center
- Internal property variation
- Processing instability
Large slabstock blocks are especially sensitive because heat dissipates slowly from the core. The outside of the block may look normal while the center experiences a much higher thermal load.
This is why high-water formulas require thermal management, not only density calculation. Important factors include water level, block height, pour profile, catalyst package, foam density, ambient temperature, ventilation, cooling time, and raw material temperature.
Water level is therefore also a heat-management variable.
Why One Water Adjustment Moves Four Properties
The four effects of water are connected because they come from the same chemistry.
| Property | Main Reason |
|---|---|
| Density | CO₂ generation changes foam expansion |
| Hardness / ILD | Urea hard segments change network stiffness |
| Compression set | Urea network affects long-term recovery |
| Exotherm | Urea-forming reaction increases heat generation |
This is why “just changing water” is never just changing water. A small adjustment may be necessary and correct, but it should be treated as a full formulation change.
When water is increased, check: Density reduction, index impact, hardness response, compression set, exotherm risk, and cell structure stability.
When water is reduced, check: Density increase, index impact, urea network reduction, compression set risk, recovery and resilience, and customer performance requirements.
Water can solve one production issue and create another if only one property is monitored.
Practical Water Adjustment Checklist
Before changing water level in a PU foam formula, review the full formulation impact.
| Checkpoint | Question |
|---|---|
| Density | What density change is expected? |
| Index | Has the isocyanate requirement been recalculated? |
| Water EW | Is water treated as EW = 9? |
| Hardness / ILD | Will the urea change affect hardness? |
| Compression set | Will the network still meet recovery requirements? |
| Exotherm | Is the water level high enough to create core heat risk? |
| Cell structure | Will the surfactant and catalyst package still support stable cells? |
| Production validation | Will the trial include hardness, density, compression set, and core inspection? |
This checklist prevents a common production mistake: fixing the visible issue while creating a hidden performance problem.
Example: A Density Fix That Creates Compression Set Risk
A production team reduces water by 0.3 parts to correct a density issue.
The next run looks better. Density is closer to target. The adjustment is considered successful.
But the water reduction also reduces urea formation. If the formula is not rebalanced, the foam network may become weaker. The effect may not show up immediately during production.
Weeks later, compression set complaints appear.
The team may treat this as a new problem, but it is connected to the earlier water adjustment. This is why water changes should be documented, recalculated, and validated against more than density.
A water adjustment should be accepted only after checking density, ILD, compression set, index, cure behaviour, exotherm, and customer application requirement.
Use the PolymerIQ Calculators
The PolymerIQ Foam Density Estimator can help estimate the density impact of water level changes before they reach production. Use it when increasing or reducing water, comparing different water levels, reviewing low-density foam formulas, or checking whether a density correction may create other risks.
Open the Foam Density Estimator →
Because water consumes NCO, every water change affects the index. The PolymerIQ Isocyanate Index Calculator helps verify the corrected isocyanate requirement after a water adjustment. Use it when water level changes, TDI or MDI quantity needs recalculation, compression set changes after a water adjustment, foam hardness changes unexpectedly, or a formula has been adjusted without full recalculation.
Open the Isocyanate Index Calculator →
For the chemistry behind water’s dual role, read The Dual Role of Water in Polyurethane Foam: Blowing Agent and Urea Network Builder.
For the water equivalent weight calculation, read Why the Equivalent Weight of Water Is 9 in Polyurethane Foam.
For the full index calculation guide, read Isocyanate Index Calculation Guide for PU Foam Engineers.
FAQs
How does water level affect PU foam density?
Water reacts with isocyanate to generate CO₂. More water generates more CO₂, which increases foam expansion and lowers density. As a practical rule, each 0.5 part increase in water can produce a meaningful density reduction, but the exact response depends on polyol type, index, catalyst balance, silicone, block height, and process conditions.
Why does water affect foam hardness in two directions?
Water has two opposing effects. More water lowers density (which tends to reduce hardness), but more water also increases urea hard-segment formation (which tends to stiffen the network and raise hardness). Which effect dominates depends on the full formulation. This is why hardness should be tested after every water adjustment — density alone does not predict it.
How does water level affect compression set?
Water contributes to urea linkage formation, and urea hard segments help build the foam network. A stronger network resists permanent deformation better. If water is reduced to fix density, urea formation also drops, and the network may be weaker. Compression set problems can appear weeks or months later as a result.
Why does high water level increase exotherm risk?
The reaction sequence that forms urea linkages releases heat. More water means more urea formation, which means more heat generated during the rise and cure. In large slabstock blocks, this heat dissipates slowly from the core, and at high water levels (particularly around or above 4.5 parts) the core can reach temperatures that risk discoloration, scorch, or cell structure problems.
Can a water reduction cause compression set failure?
Yes. Reducing water reduces both CO₂ generation and urea formation. If the isocyanate level and overall formulation are not rebalanced, the foam network can be weaker than intended. The density may meet target, but compression set, recovery, and long-term performance may suffer. This is one of the most common hidden consequences of a “simple” density correction.
Should I recalculate the isocyanate index every time I change water?
Yes. Water is a reactive component. Every water change alters the total reactive hydrogen equivalents in the formula, which means the isocyanate demand changes. If the isocyanate quantity is not recalculated, the actual running index drifts away from the target — even if the formula sheet still shows the original number.
Why does the same water adjustment behave differently in different formulas?
Because water’s effects depend on the rest of the formulation. Polyol type, functionality, crosslinker level, catalyst balance, silicone, density, and cure conditions all influence how the foam responds to a water change. A formula that softens with more water may stiffen in another system where urea formation dominates.
What’s the maximum safe water level in flexible slabstock?
There is no universal limit — it depends on block size, density target, formulation, ventilation, and process conditions. Many flexible slabstock formulas operate up to around 4.0–4.5 parts water without major exotherm concerns. Above this level, thermal management becomes increasingly important. The combination of high water, large block size, and low density poses the highest scorch risk.
How do I troubleshoot foam that’s too soft after a water change?
First, check whether the actual running index is correct after the water adjustment — water consumes NCO, so an unadjusted isocyanate quantity creates an under-indexed system. Second, check whether the urea contribution change is large enough to affect network stiffness. Third, verify that catalyst, silicone, and crosslinker levels still match the new water level.
What should I check before increasing water to lower density?
Check density target, expected index after recalculation, hardness response, compression set requirements, exotherm and core heat risk, surfactant and catalyst compatibility at the new water level, and customer performance specifications. A water increase is rarely a single-property change — it should be approached as a full formulation review.
Key Takeaways
Water level affects much more than foam density. It controls four major foam properties at the same time:
- Density — through CO₂ generation
- Hardness / ILD — through urea hard-segment formation
- Compression set — through urea network contribution
- Exotherm — through heat from the urea-forming reaction
Water generates CO₂, which affects foam expansion and density. Water also creates urea linkages, which affect hardness, recovery, compression set, and heat generation.
A water adjustment made only for density can change foam performance in ways that appear later. Higher water can reduce density but increase urea formation and exotherm risk. Lower water can increase density but reduce urea network contribution and increase compression set risk if the formula is not rebalanced.
Every water adjustment should include index recalculation, density review, hardness testing, compression set validation, and exotherm awareness.
Conclusion
If your plant has used water adjustments to fix density but later faced hardness drift, compression set failure, or core heat problems, the issue may not be random.
Water moves several properties at once.
PolymersIQ can help review your water level, index balance, density target, compression set performance, and exotherm risk to identify where the formulation balance is off.
To get accurate support, please share:
- Current and target foam density
- Water level (recent and historical)
- Polyol grade, OHV, and isocyanate %NCO
- Target index and observed foam properties (ILD, compression set)
- Block size and any core temperature observations
- Description of the production issue and any adjustments already tried
Contact PolymerIQ for a water-level formulation audit →