Introduction
NCO content mistakes are dangerous because they do not always look like NCO content mistakes.
They usually appear as ordinary foam quality problems.
One batch is firmer than expected. Another batch feels softer. Compression set moves close to the limit. The same formula behaves differently after a new isocyanate delivery. The production team checks catalyst, silicone, temperature, machine calibration, and raw material handling.
But the cause may be one number in the formula spreadsheet: %NCO.
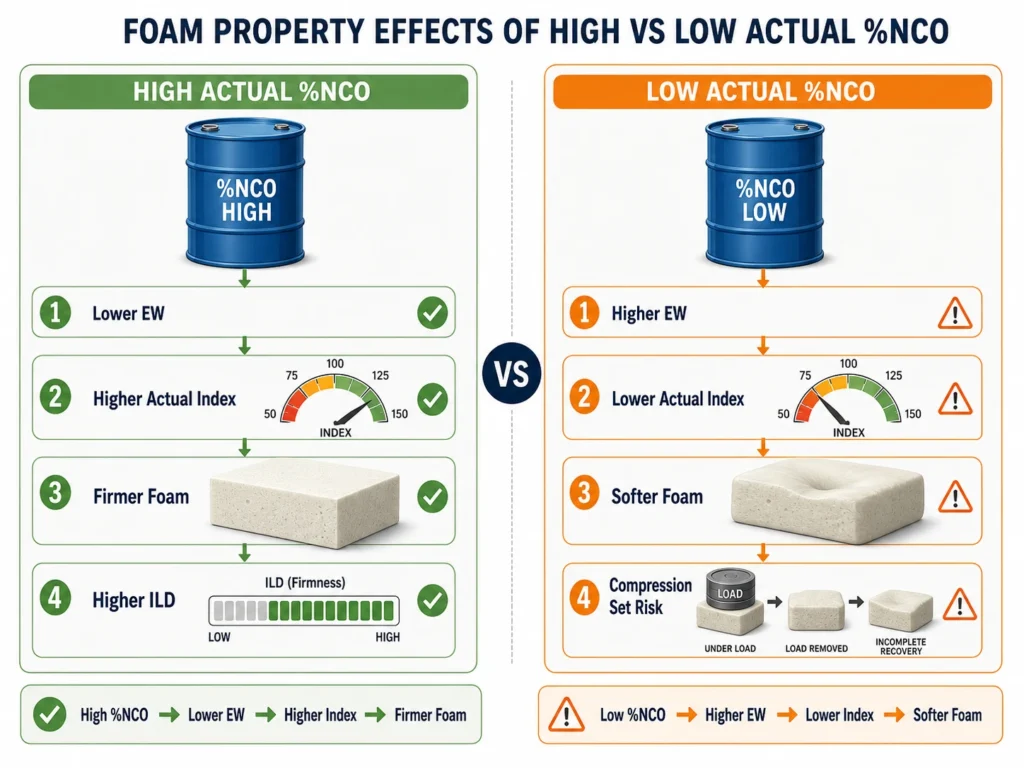
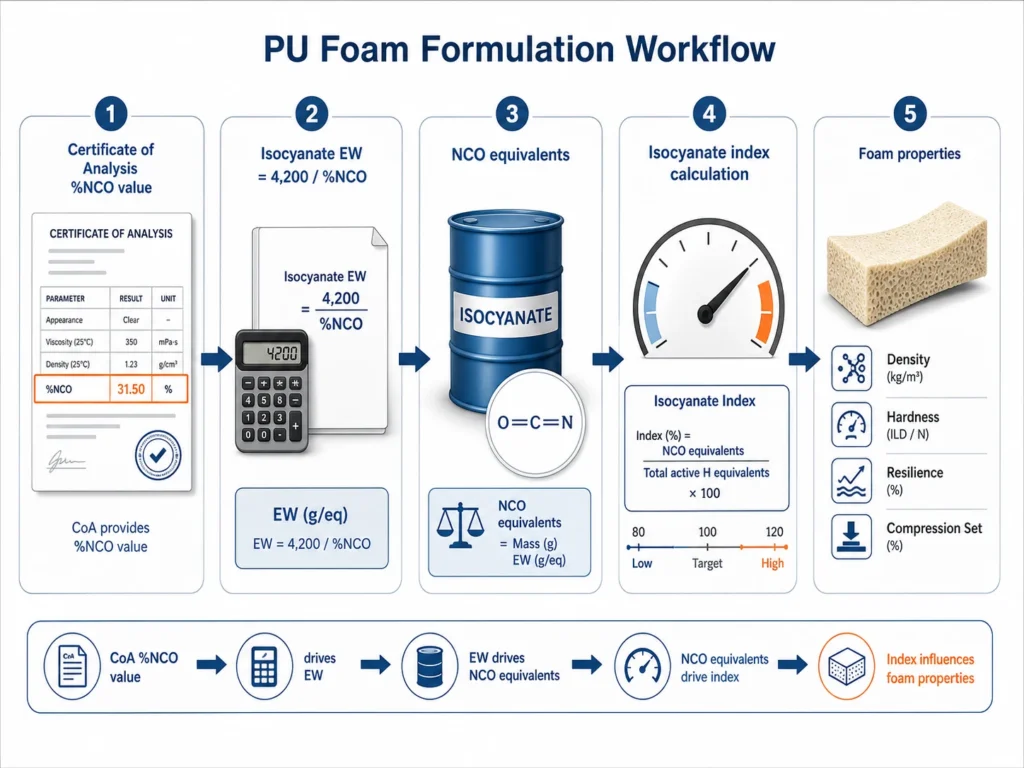
The %NCO value controls isocyanate equivalent weight. Equivalent weight controls how many NCO equivalents are delivered by the TDI or MDI parts in the formula. NCO equivalents control the actual isocyanate index.
If the formula uses the wrong %NCO value, the foam may not be running at the index shown on the sheet.
This article explains four NCO content mistakes that commonly corrupt PU foam index calculations and how to control them before they become production quality problems.
Why NCO Content Mistakes Are So Costly
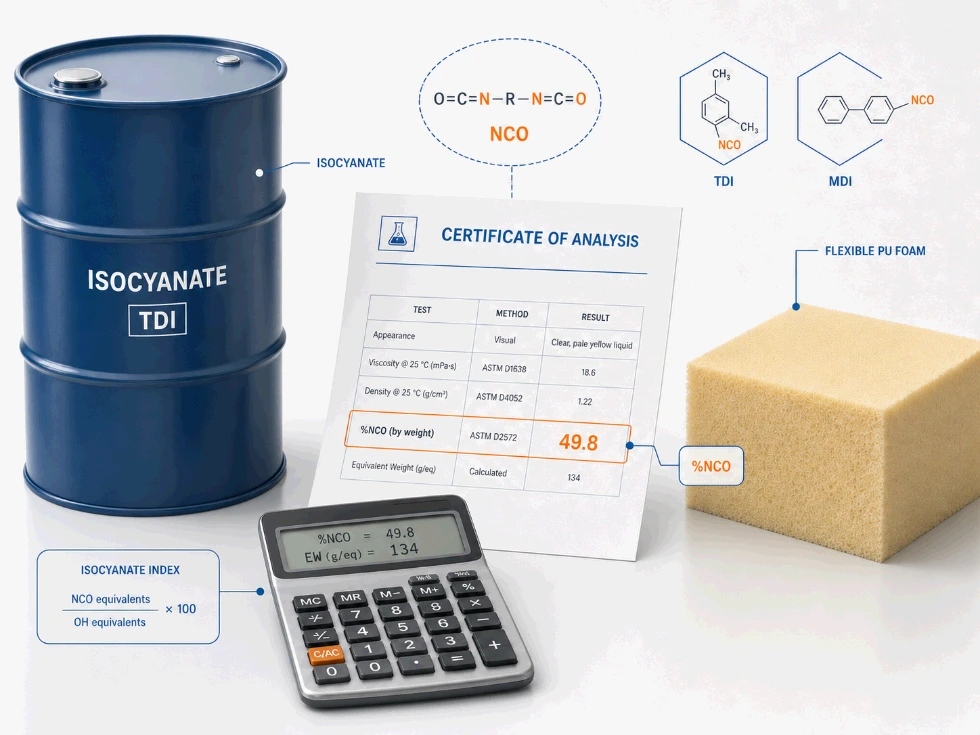
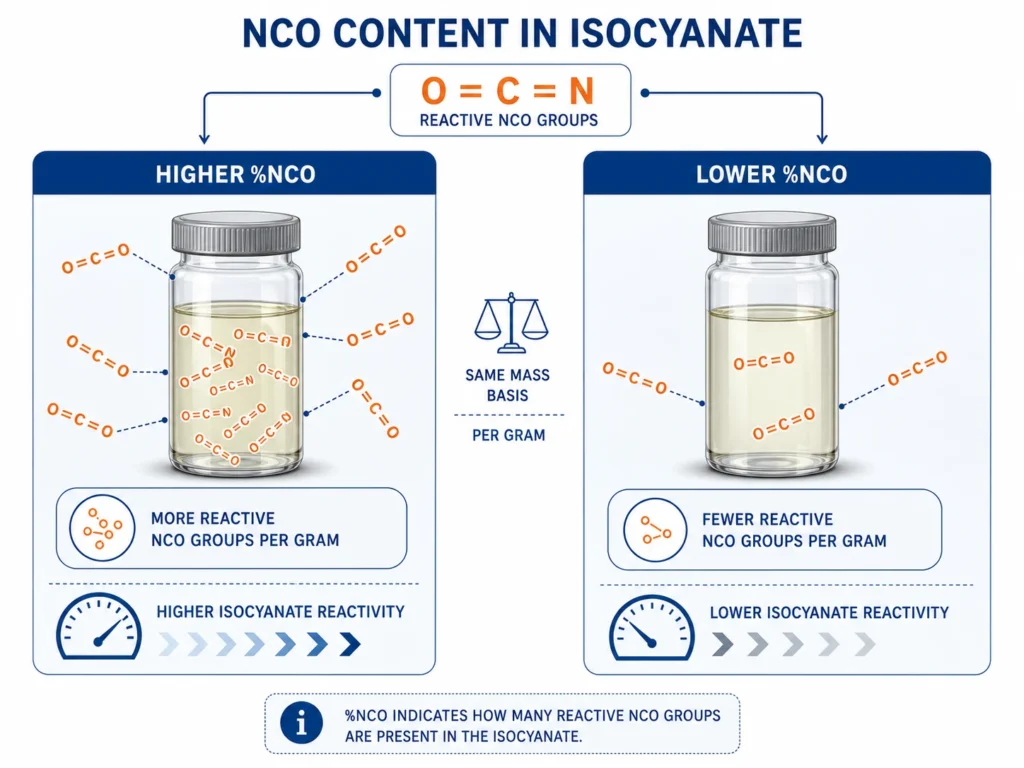
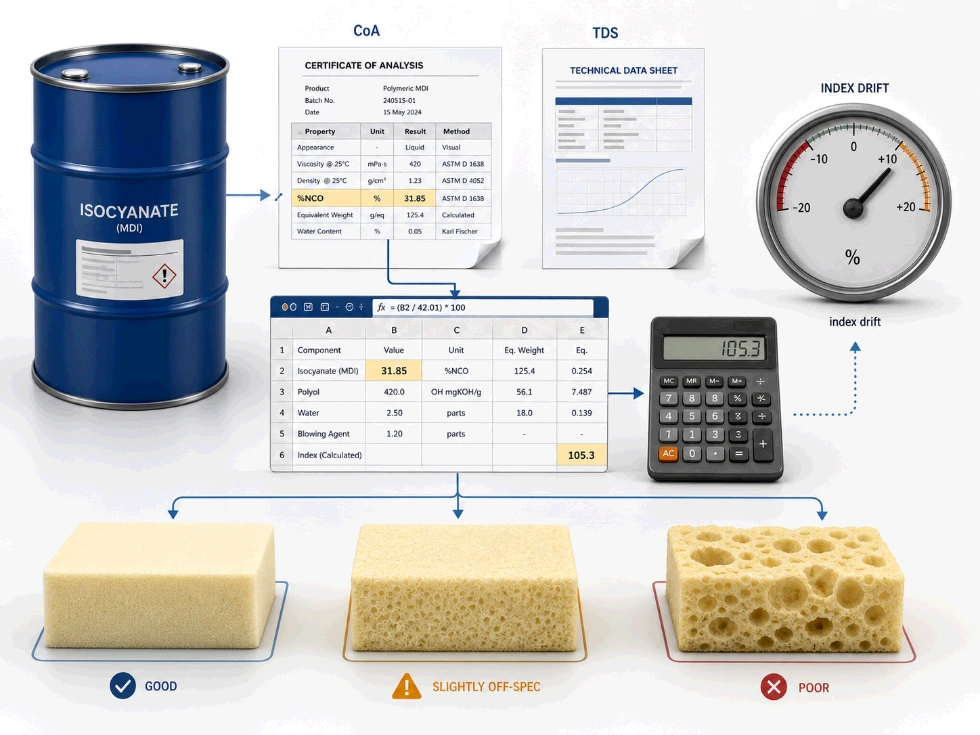
NCO content is not just a supplier data point. It is a formulation control value.
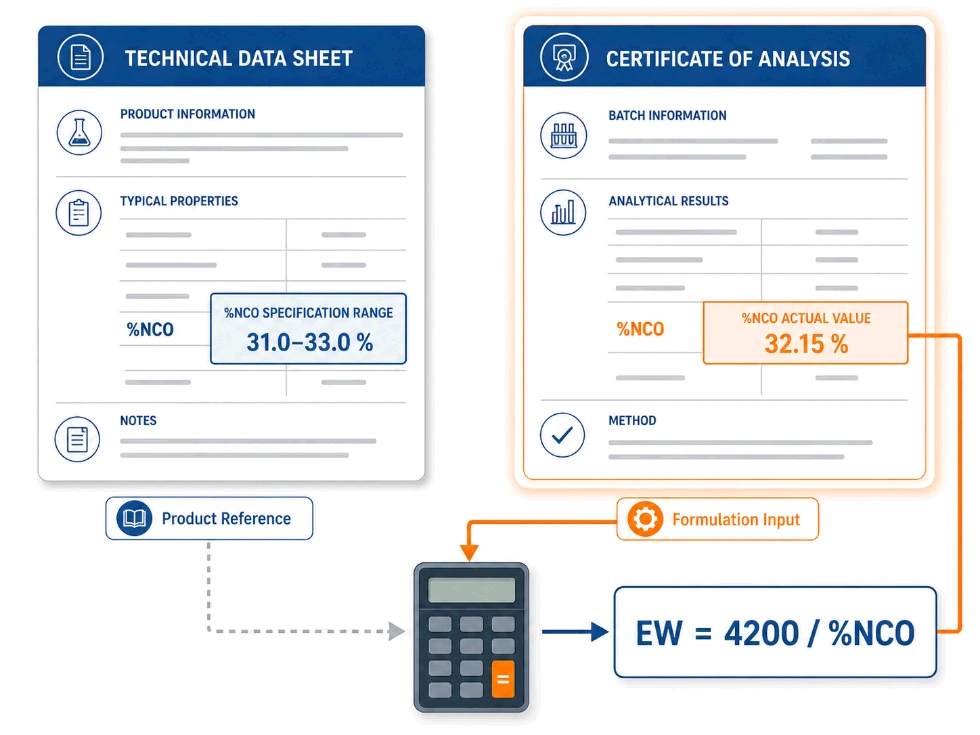
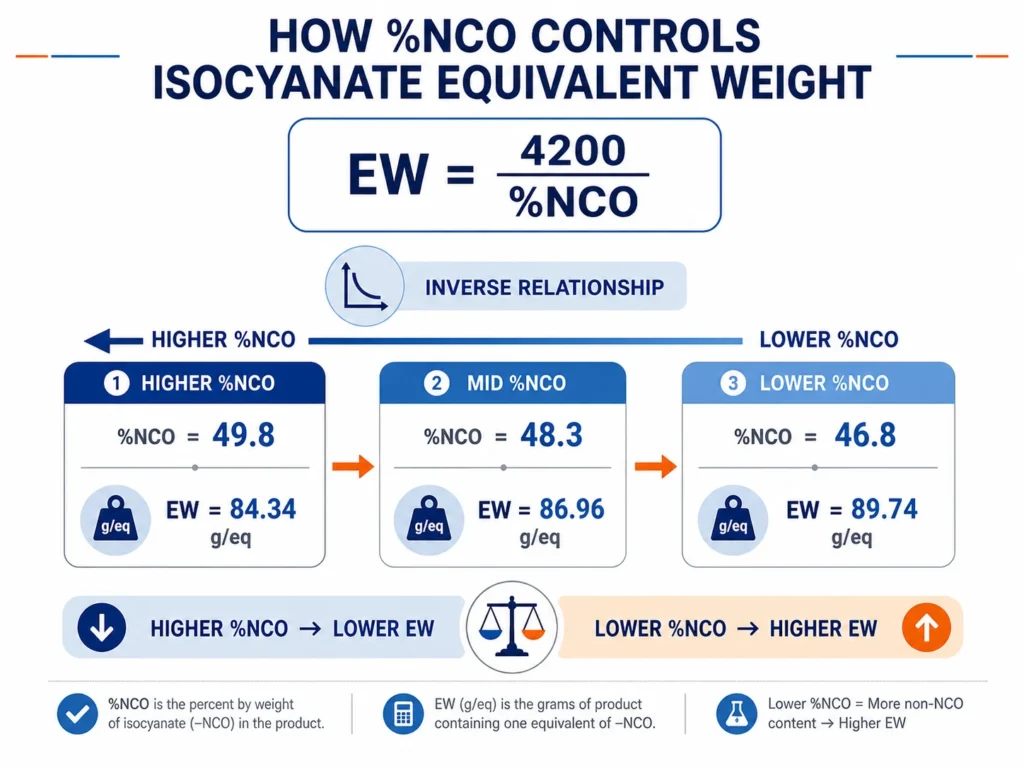
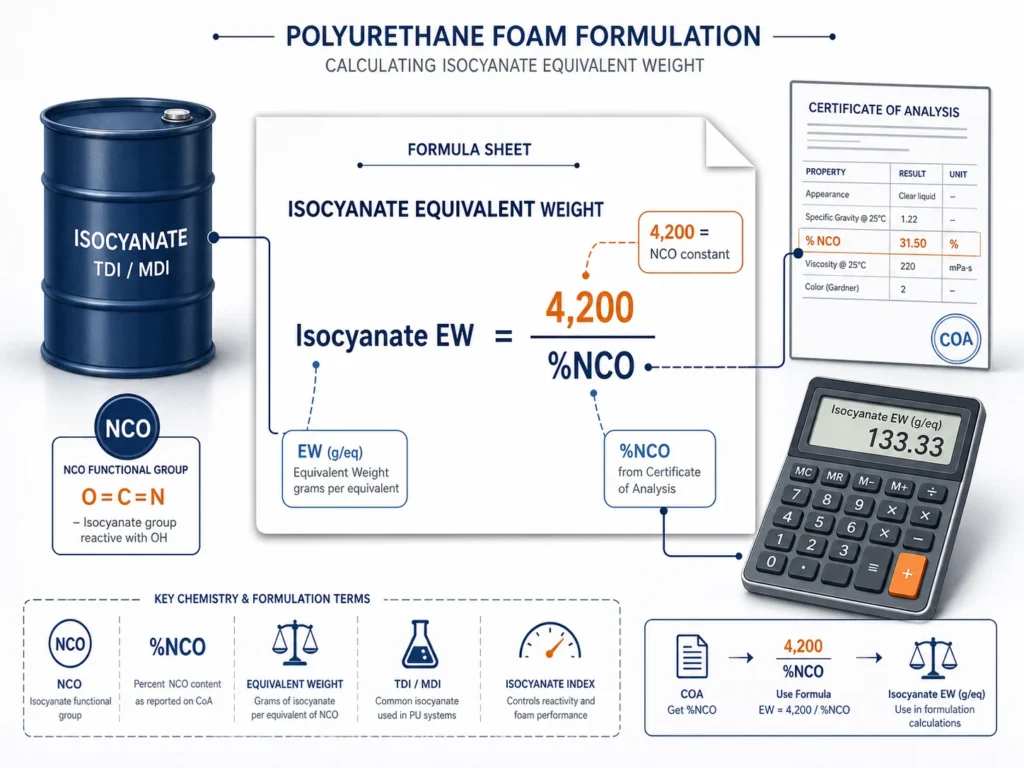
The isocyanate equivalent weight is calculated as:
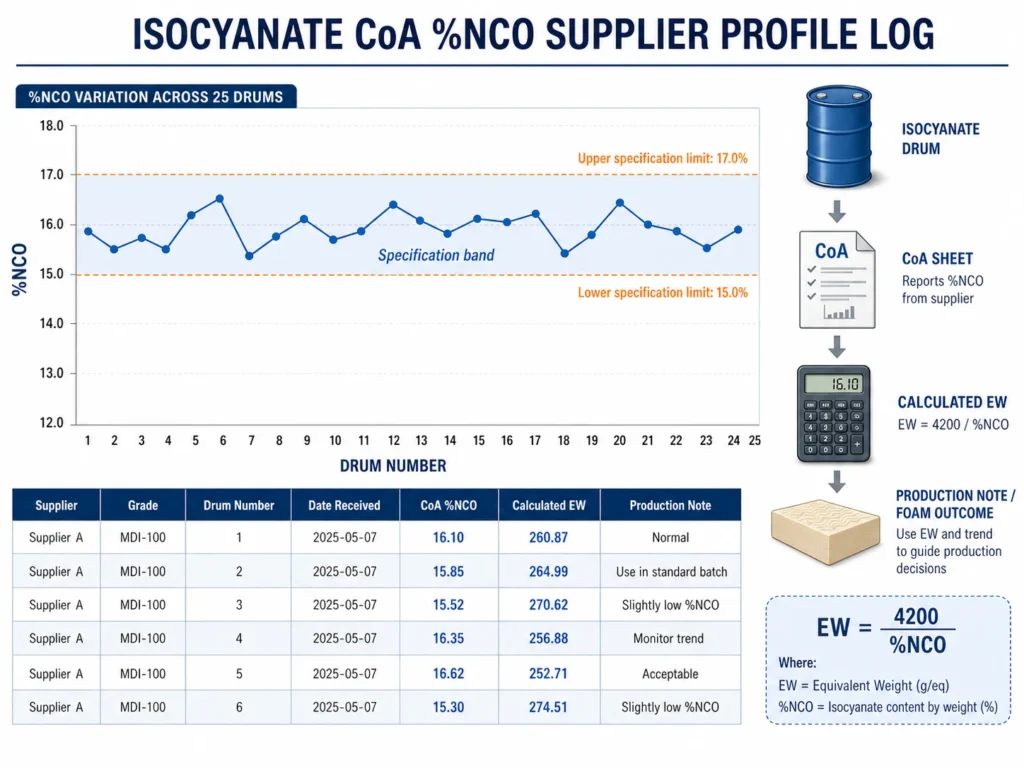
Isocyanate EW = 4,200 ÷ %NCO
If the %NCO value is wrong, the equivalent weight is wrong. If the equivalent weight is wrong, the NCO equivalents are wrong. If the NCO equivalents are wrong, the actual index is wrong.
That means a simple %NCO mistake can affect:
- Foam hardness
- ILD
- Compression set
- Resilience
- Cure behaviour
- Crosslink density
- Batch-to-batch consistency
- Customer feel and performance
The foam may still rise normally. The machine may still run normally. The block may still look acceptable. But the foam chemistry may not match the formula sheet.
This is why %NCO handling should be part of every formulation review and production QC system.
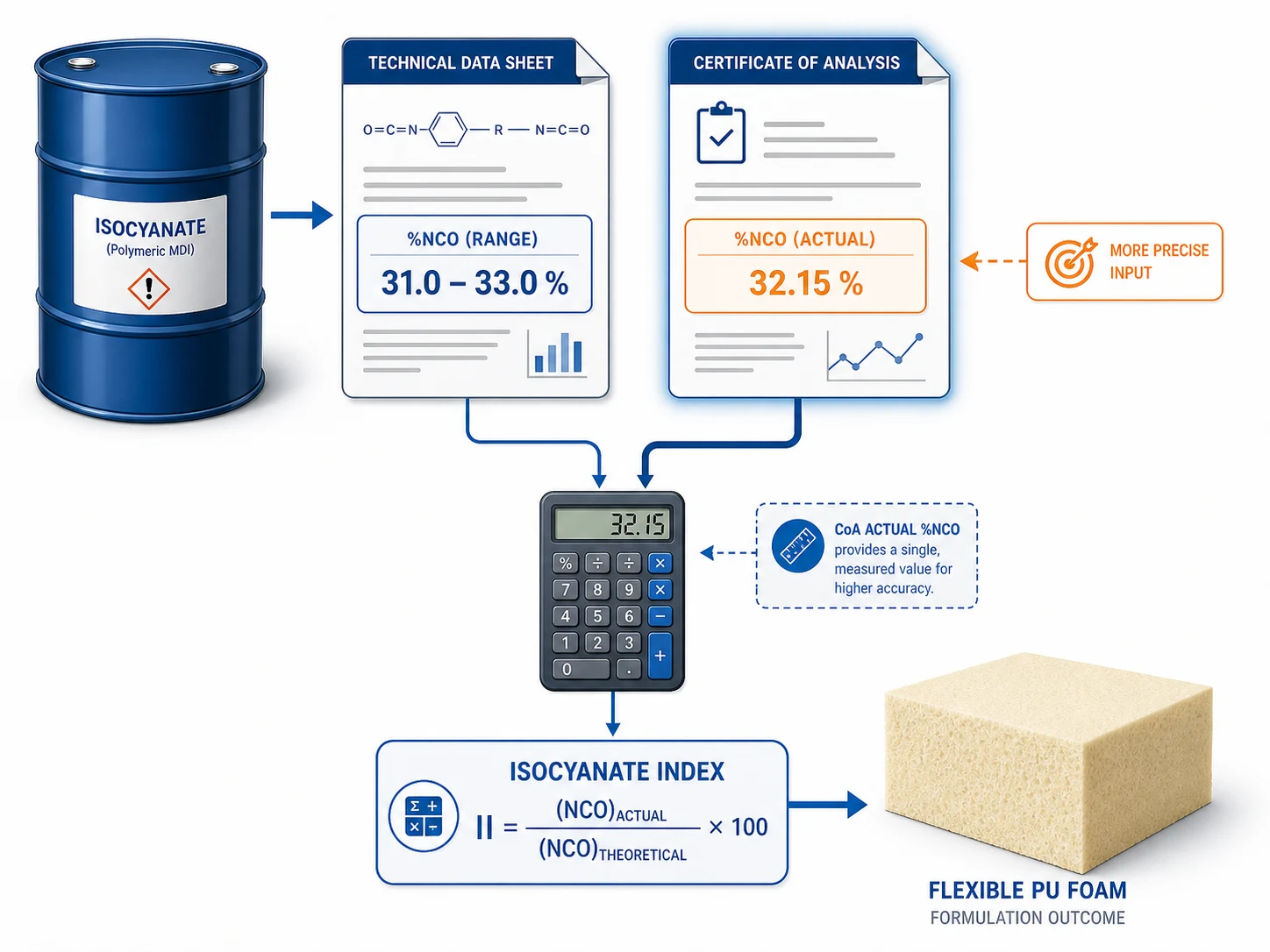
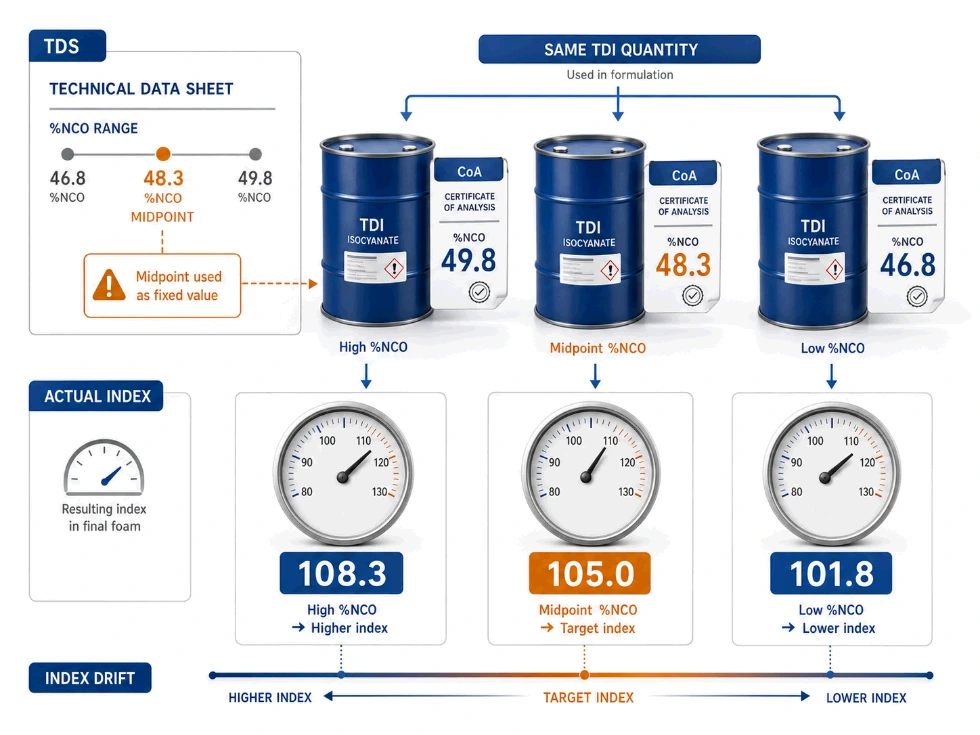
Mistake 1: Using the TDS Midpoint %NCO as a Formulation Constant
The most common mistake is using the TDS midpoint as a fixed %NCO value.
The Technical Data Sheet gives a specification range or typical value. It does not give the exact %NCO value of the drum currently in production.
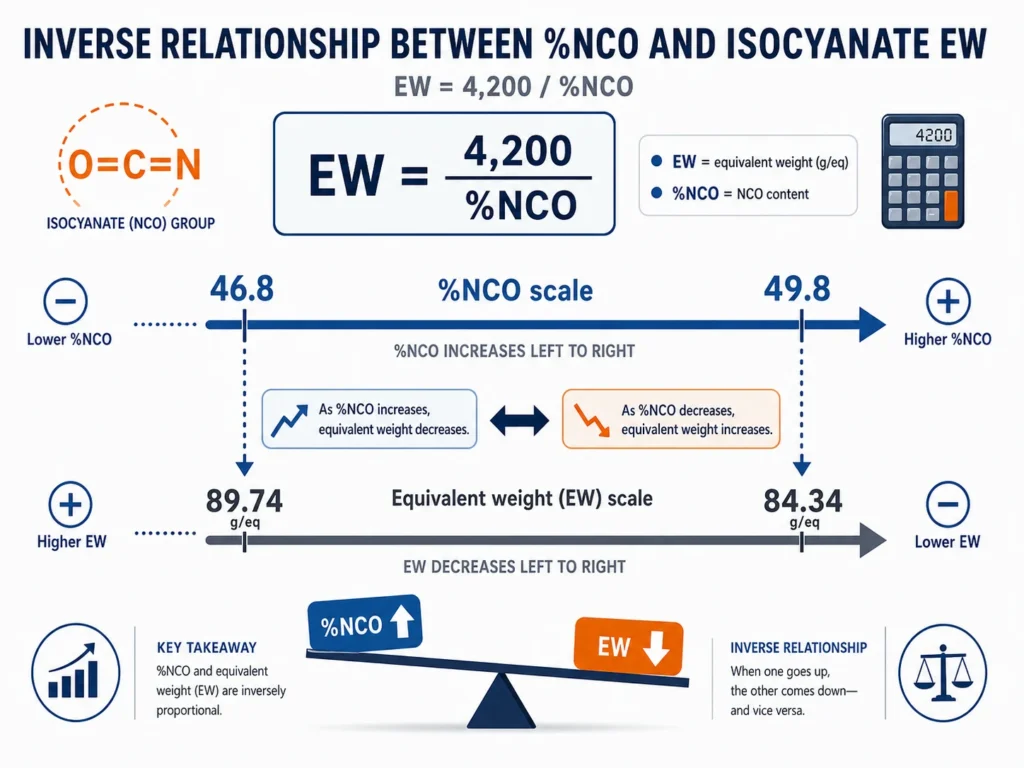
For example, a TDI grade may have a range of 46.8–49.8% NCO. An engineer may use the midpoint of 48.3% NCO.
That value may be reasonable for design work, but it should not be treated as a permanent production input.
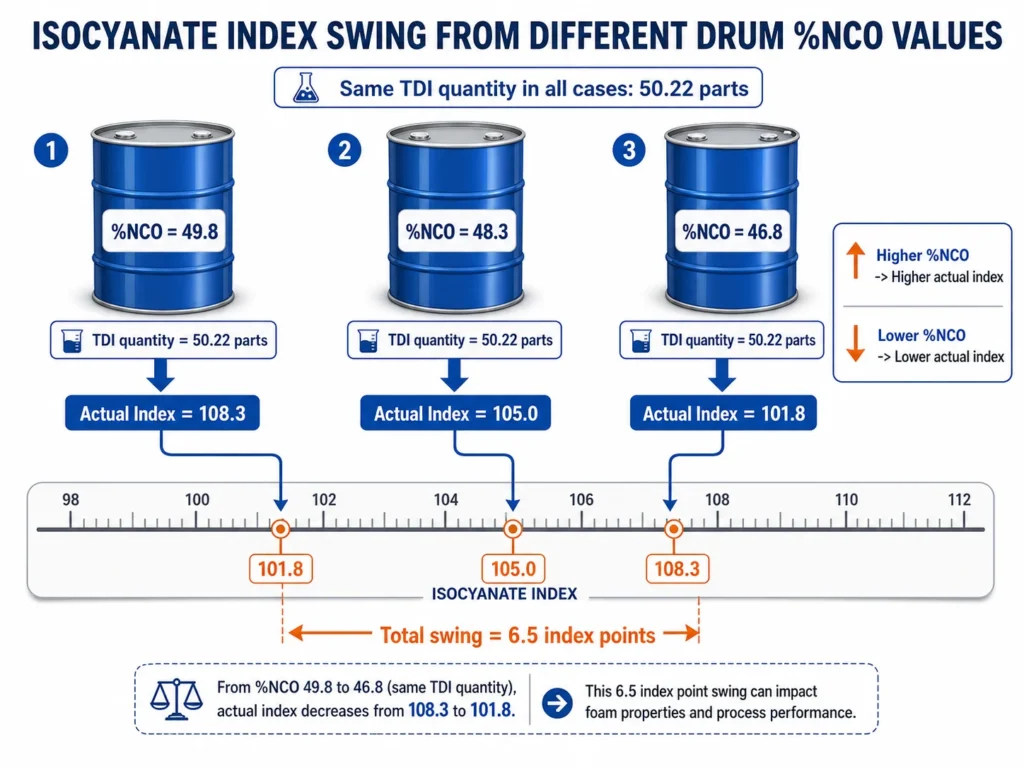
If the actual drum CoA shows 49.8%, the same TDI weight delivers more NCO equivalents than expected. If the actual drum CoA shows 46.8%, the same TDI weight delivers fewer NCO equivalents than expected. The formula sheet may still say Index 105, but the actual running index may be different.
| %NCO Value | EW (g/eq) | Same TDI Quantity | Actual Index Running |
|---|---|---|---|
| 49.8 (high-end CoA) | 84.34 | 50.22 parts | 108.3 |
| 48.3 (midpoint / design) | 86.96 | 50.22 parts | 105.0 |
| 46.8 (low-end CoA) | 89.74 | 50.22 parts | 101.8 |
That is about a 6.5-point total index swing from low-end to high-end %NCO, without changing the formula parts or machine settings.
The rule is simple: the TDS value is not the production calculation value. Use the CoA %NCO.
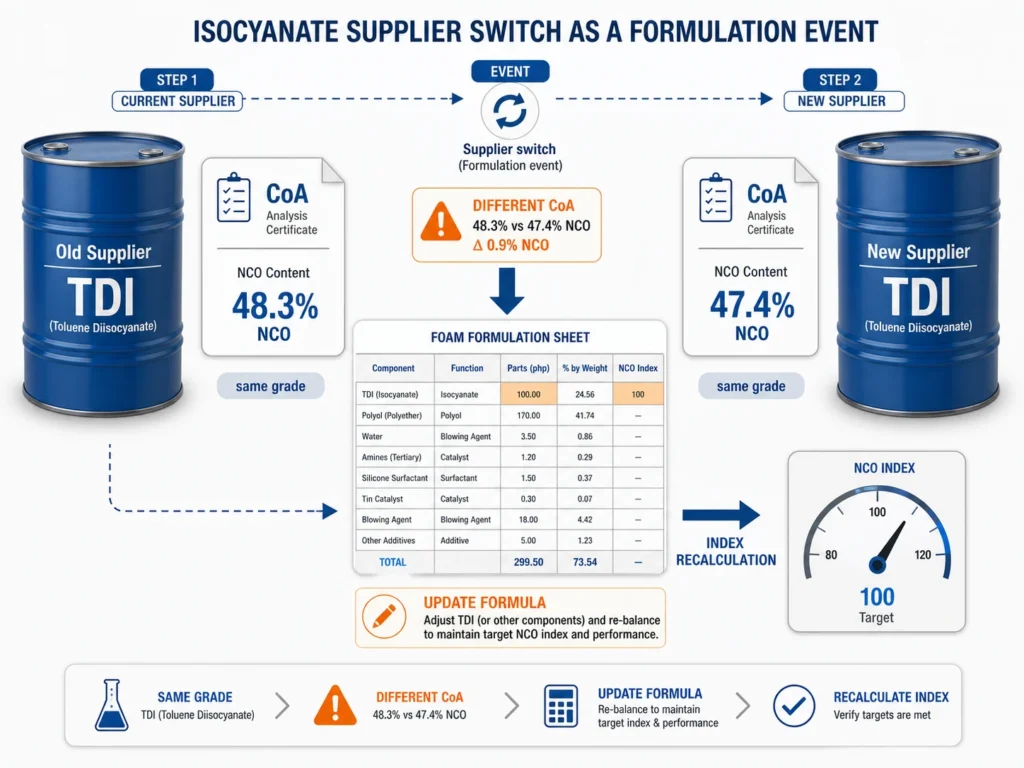
Mistake 2: Not Updating %NCO After Switching Isocyanate Supplier
A supplier change is a formulation event. It should never be treated as only a purchasing event.
A plant may buy the same isocyanate grade from a different manufacturer and assume the formula can continue unchanged. Same grade does not always mean same actual %NCO.
For example:
- Old supplier CoA: 48.3% NCO
- New supplier CoA: 47.4% NCO
If the formula still uses 48.3%, the equivalent weight calculation is no longer correct for the new material. The foam may immediately begin running at a different actual index.
The change may be small enough to avoid a dramatic failure, but large enough to create persistent quality drift.
Possible symptoms include:
- Foam slightly softer than target
- Lower ILD
- Compression set moving closer to limit
- Slower troubleshooting because “the grade is the same”
- Long-term confusion after procurement changes
The correct rule is: every supplier switch requires a %NCO review and index recalculation. The formula spreadsheet should be updated when the first CoA from the new supplier arrives.
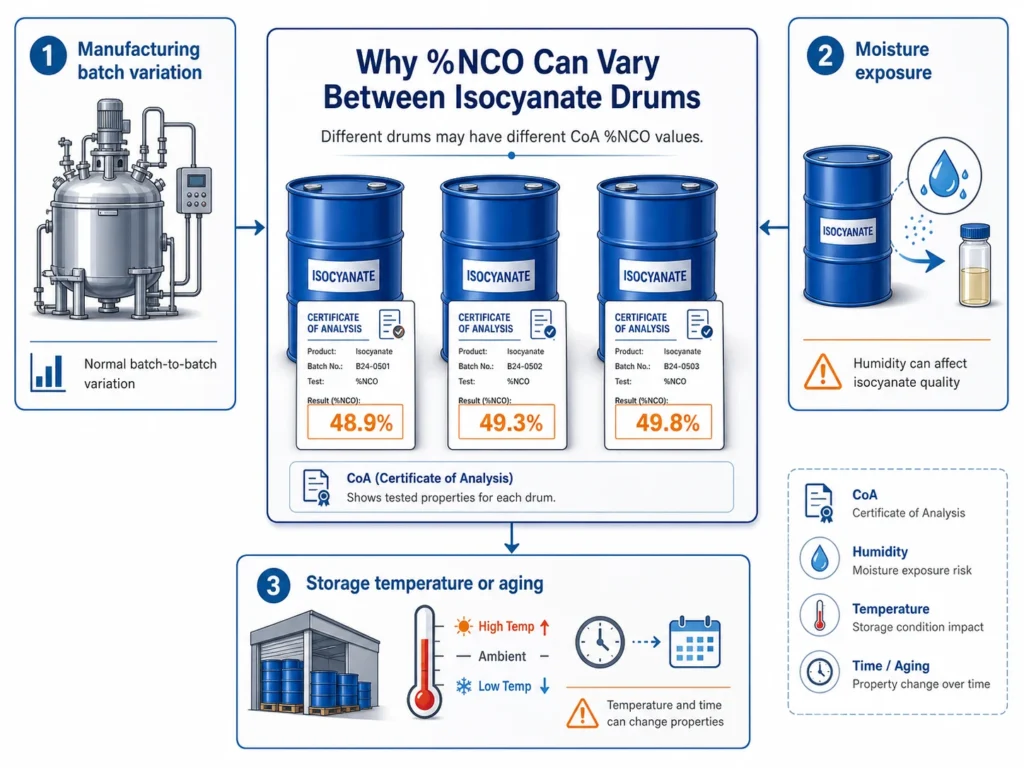
Mistake 3: Ignoring %NCO Drift from Moisture Exposure
NCO groups react with water — including atmospheric moisture.
If isocyanate drums are stored poorly, opened repeatedly, damaged, or not resealed properly, active NCO content can decrease before the material reaches the mixing head.
The CoA may have been correct when the supplier tested the batch. But the material in the drum may no longer match that value if it has been exposed to moisture or stored under poor conditions.
Possible risk conditions include:
- Humid storage environment
- Damaged drum bung
- Poor resealing after opening
- Long storage time after opening
- Repeated opening and closing
- Transfer procedures that expose isocyanate to air
- Aged or suspect drums used in critical products
When active %NCO decreases, the isocyanate equivalent weight increases. If the formula still assumes the original CoA value, the actual index can drop.
This can appear as softer foam, lower ILD, weaker recovery, compression set risk, inconsistent results from older drums, or quality differences between fresh and aged material.
For critical production, aged or suspect drums should be verified before use. In-house %NCO titration is not excessive when the product specification is tight — it is raw material risk control.

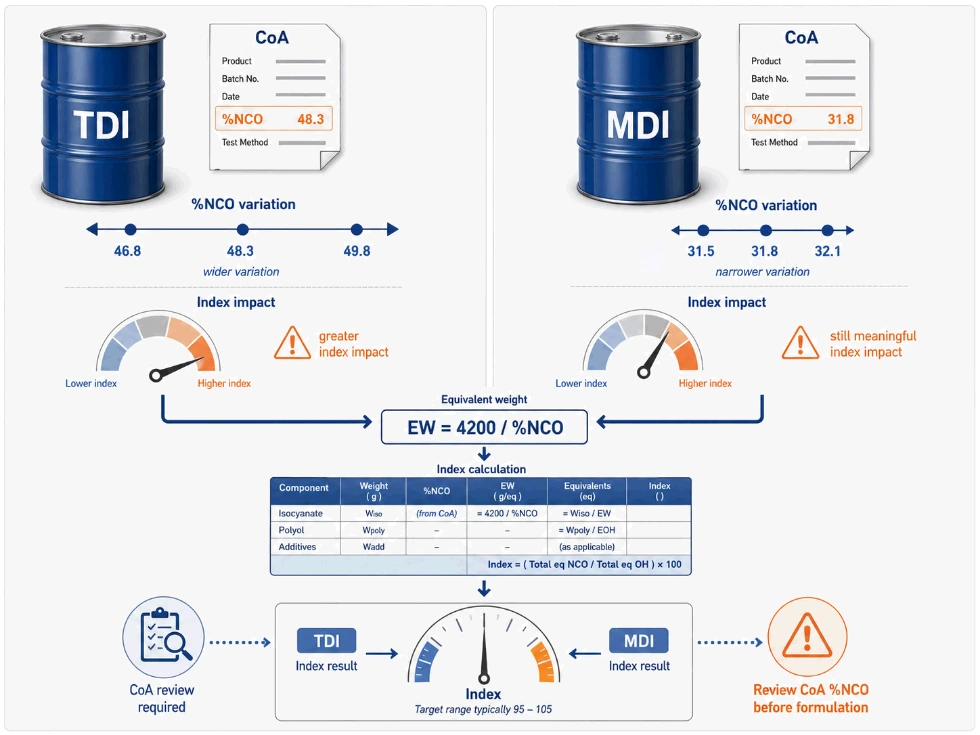
Mistake 4: Assuming NCO Variation Is Only a TDI Problem
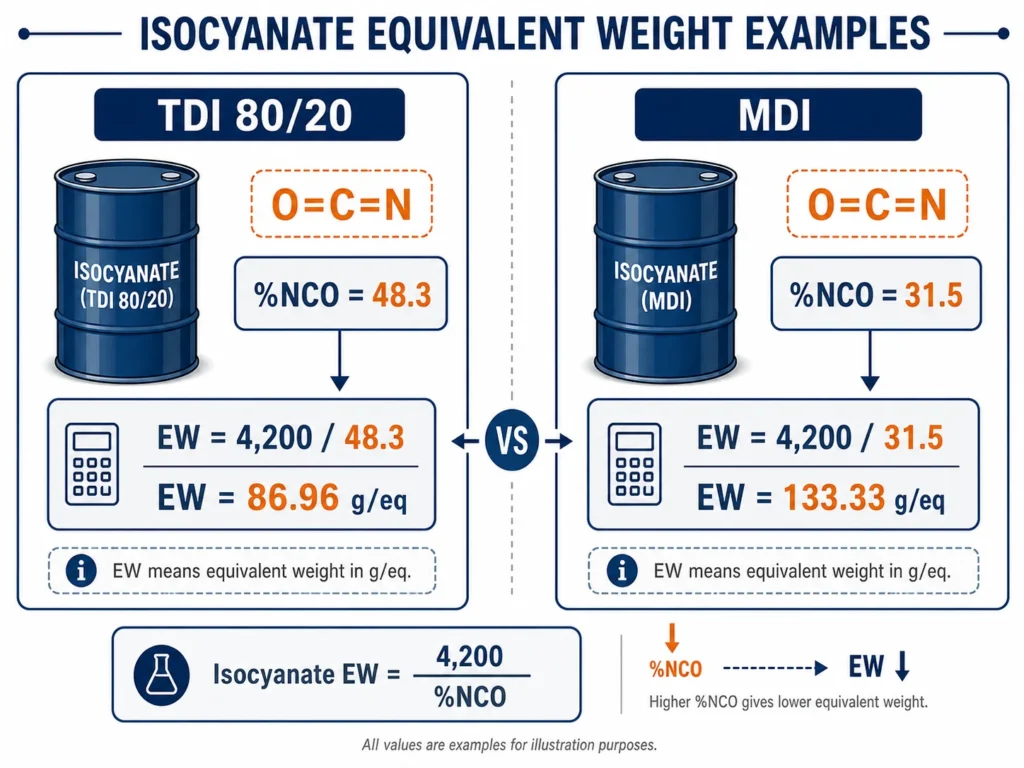
TDI usually gets more attention because its %NCO range can create a visible index swing. But MDI users should not ignore %NCO variation.
MDI may have a narrower specification range than TDI, but the effect is still real. The formula is the same:
Isocyanate EW = 4,200 ÷ %NCO
A smaller EW shift can still move the index by a few points, especially in tight-specification products.
This matters in:
- Automotive foam
- Molded foam
- High-specification furniture foam
- Technical foam grades
- Systems using modified or polymeric MDI
- Formulas with tight compression set or hardness targets
The mistake is assuming that because the range is narrower, the effect can be ignored. It should still be checked.
The correct rule: use actual CoA %NCO for both TDI and MDI systems.
In-House %NCO Verification for Critical Production
The CoA is important. But critical production may need one more layer of verification.
For high-specification products, in-house %NCO testing can protect the plant from hidden raw material drift.
This is especially important when:
- The drum has been stored for a long time
- The seal looks damaged
- The material was exposed to humidity
- The product has tight index tolerance
- The foam is automotive, medical, or high-specification furniture grade
- A new supplier is being qualified
- Foam properties changed after a new isocyanate delivery
A common method for determining isocyanate content is ASTM E222.
For critical products, if the in-house result differs from the CoA by a meaningful amount, the drum should be held and investigated before production.
The goal is not to distrust suppliers. The goal is to confirm that the material being used today still matches the formulation assumption.

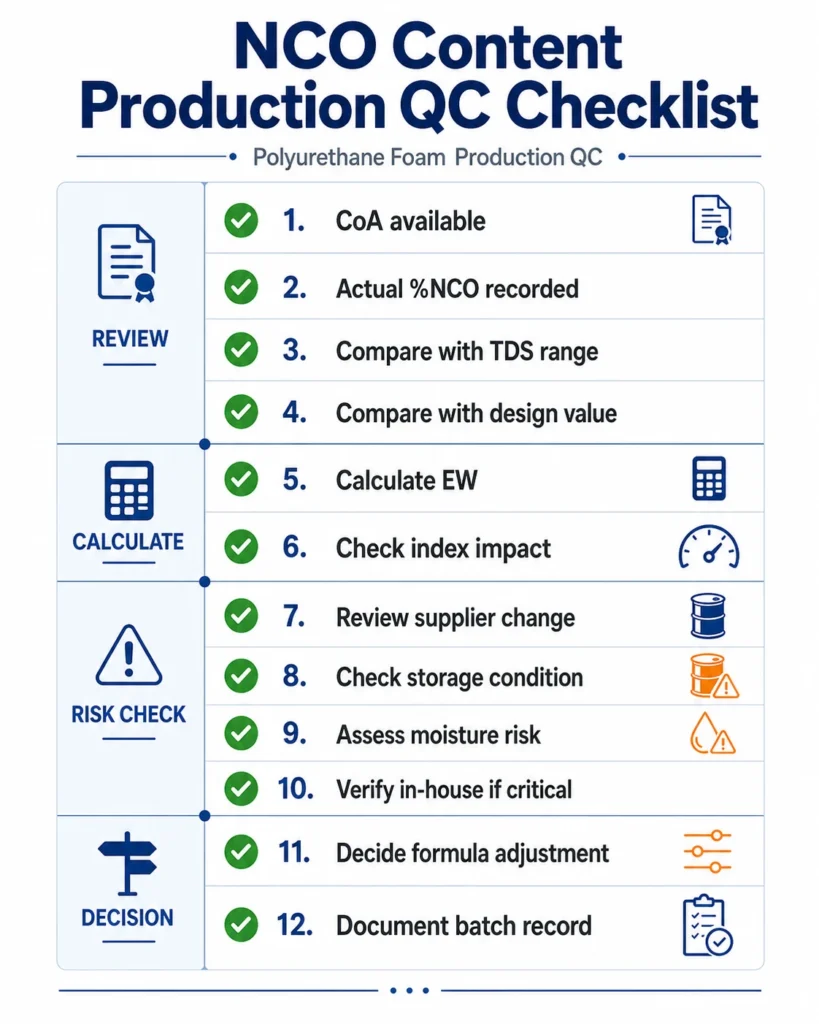
Production QC Checklist for NCO Content
A strong %NCO control system is simple. Use this checklist for every isocyanate delivery:
| QC Checkpoint | Question to Ask |
|---|---|
| CoA available | Is the Certificate of Analysis available for the drum or batch? |
| Actual %NCO recorded | Has the actual CoA %NCO value been logged? |
| TDS comparison | Is the value inside the supplier specification range? |
| Design comparison | How far is the CoA %NCO from the formula design value? |
| EW calculated | Has isocyanate EW been recalculated using 4,200 ÷ %NCO? |
| Index impact checked | Does the EW change shift the actual index? |
| Supplier change | Is this a new supplier or new grade source? |
| Storage condition | Was the drum stored sealed, dry, and correctly? |
| Moisture risk | Is the drum aged, opened, damaged, or suspect? |
| In-house verification | Is %NCO verification needed for this product? |
| Formula decision | Should TDI or MDI quantity be adjusted before the run? |
| Documentation | Has the decision been recorded? |
This checklist prevents the most common %NCO mistake: accepting the raw material as commercially conforming while failing to check whether the formula still matches the actual drum value.
Practical Decision Thresholds for %NCO Variation
Not every %NCO difference requires a formula change. The decision should be based on index impact.
A practical guide:
| %NCO Deviation from Design | Typical Index Shift | Action Required |
|---|---|---|
| Less than ±0.5% | Around 1 point | Record and monitor |
| ±0.5% to ±1.0% | Around 1–2 points | Recalculate index and review adjustment |
| More than ±1.0% | 3+ points | Adjust isocyanate quantity before run |
These are practical starting thresholds. High-specification products may require tighter limits.
The main rule: do not decide by habit. Decide by calculation.
Correct Workflow for NCO Content Control
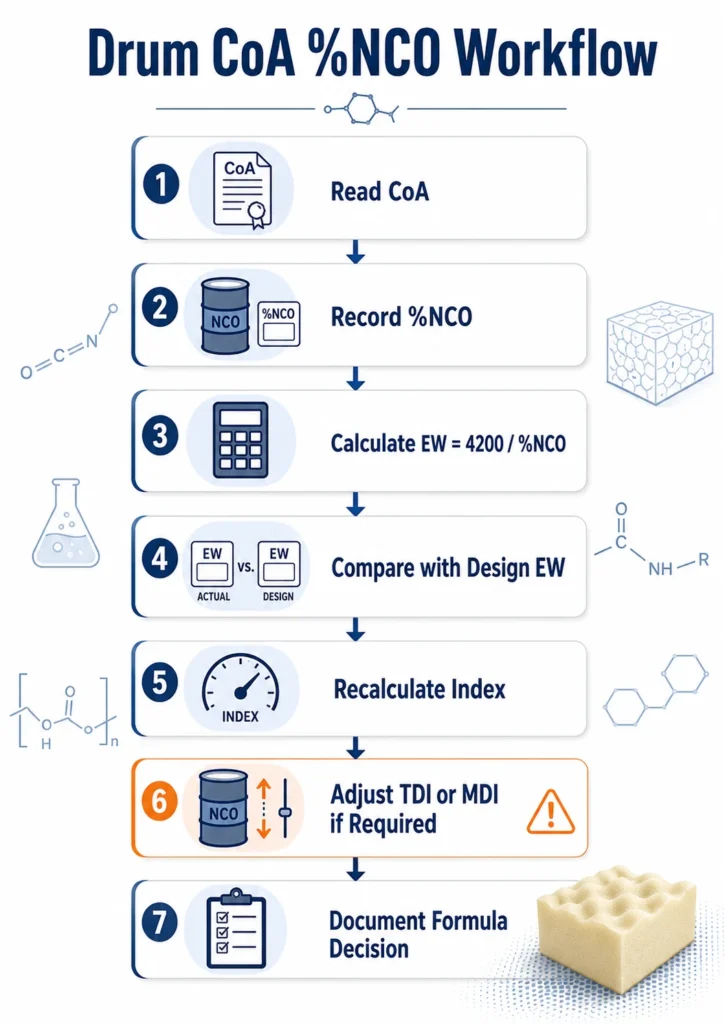
A reliable %NCO workflow should include these steps:
- Receive CoA with every isocyanate drum or batch.
- Record supplier, grade, drum number, date, and actual %NCO.
- Calculate isocyanate EW using 4,200 ÷ %NCO.
- Compare the EW with the formula design value.
- Recalculate actual index if the difference is meaningful.
- Adjust TDI or MDI quantity if required.
- Check storage and moisture exposure risk.
- Verify %NCO in-house for critical or suspect drums.
- Record the final decision before production.
This workflow prevents a raw material data mistake from becoming a foam property problem.
Use the PolymerIQ NCO / TDI Index Calculator
The PolymerIQ NCO / TDI Index Calculator helps production teams use the actual CoA %NCO value correctly.
Use it when a new TDI or MDI drum arrives, CoA %NCO differs from the formula design value, you switch isocyanate supplier, a drum is aged or suspect, foam hardness changes after a new isocyanate batch, compression set changes without a clear process cause, or you need to confirm TDI or MDI parts for target index.
Open the NCO / TDI Index Calculator →
For the foundation explanation of %NCO, read NCO Content in Isocyanate: What %NCO Means in PU Foam Formulation.
For the TDS vs CoA explanation, read TDS %NCO vs CoA %NCO: Why Your PU Foam Formula Must Use the Drum Value.
For the complete equivalent weight guide, read Equivalent Weight in Polyurethane Foam: Complete Calculation Guide.
For the full isocyanate index method, read Isocyanate Index Calculation Guide for PU Foam Engineers.
FAQs
What are the most common NCO content mistakes in PU foam production?
The four most common mistakes are: using the TDS midpoint %NCO as a fixed formulation constant, not updating %NCO after switching isocyanate supplier, ignoring %NCO drift caused by moisture exposure during storage, and assuming NCO variation only matters for TDI when MDI is also affected.
Why is using the TDS midpoint %NCO a problem?
The TDS midpoint is an assumption, not a measurement. A drum at the high end and a drum at the low end of the TDS range can both be inside specification but have different equivalent weights. Using a fixed midpoint locks in an error every time the actual drum value differs from that midpoint, causing the actual running index to drift away from the formula target.
Does switching to the same isocyanate grade from a different supplier require a formula change?
Yes. Same grade does not always mean same actual %NCO. The new supplier may consistently deliver values closer to one end of the specification range. Even a 0.9% NCO difference (for example 48.3 vs 47.4) changes the equivalent weight and the actual running index. Every supplier switch should trigger a CoA review and index recalculation.
Can moisture exposure really change the %NCO of a drum?
Yes. NCO groups react with water — that’s the same blowing reaction used inside the foam. If isocyanate is exposed to atmospheric moisture through poor sealing, damaged bungs, humid storage, or repeated opening, some NCO groups can be consumed before the material reaches production. The drum may still have its original CoA value on paper, but the active %NCO entering the mixing head can be lower.
What are the warning signs that a drum may have lost active %NCO?
Long storage time after opening, damaged or poorly resealed bung, humid storage environment, visible discoloration or sediment, and unexpected foam softness when using older drums while fresh drums perform normally. For critical products, in-house %NCO verification is the safest way to confirm whether the drum’s active content still matches the original CoA.
Does %NCO variation matter for MDI as well as TDI?
Yes. MDI typically has a narrower %NCO range than TDI, but the equivalent weight formula is the same — EW = 4,200 ÷ %NCO — so any change in %NCO still changes EW. In tight-specification products like automotive foam, molded foam, or high-end furniture foam, even a small %NCO shift can affect compression set, hardness, or recovery.
What is ASTM E222?
ASTM E222 is a standard test method for determining hydroxyl groups using acetic anhydride acetylation, commonly referenced in laboratory practice for isocyanate and related material analysis. It’s one of the methods plants use for in-house verification of isocyanate %NCO when supplier CoA values need to be confirmed before production. The exact in-house method should follow the supplier’s recommendation and applicable laboratory standards.
When should I verify isocyanate %NCO in-house instead of relying on the CoA?
For high-specification products (automotive, medical, technical foam), tight-tolerance grades, drums that have been stored for a long time, drums with damaged seals or visible humidity exposure, after switching isocyanate suppliers, or when foam properties have changed unexpectedly after a new isocyanate delivery. In-house verification is risk control, not distrust.
How much %NCO change is enough to require formula adjustment?
Practical thresholds: less than ±0.5% deviation from design typically produces about 1 index point shift and can be monitored. ±0.5% to ±1.0% deviation produces 1–2 index points and should be reviewed for adjustment. More than ±1.0% deviation produces 3+ index points and generally requires adjusting the isocyanate quantity before the run. Tight-spec products may need stricter limits.
What’s the simplest QC change a foam plant can make to prevent these mistakes?
Add one step to incoming QC: when an isocyanate drum arrives, record the actual CoA %NCO, calculate the equivalent weight using EW = 4,200 ÷ %NCO, and compare it to the formula design value. If the difference is significant, recalculate the index before the drum enters production. This single discipline prevents most %NCO-related index drift.
Key Takeaways
NCO content mistakes can quietly corrupt PU foam index calculations.
The four most important mistakes are:
- Using the TDS midpoint %NCO as a formulation constant.
- Not updating %NCO after switching isocyanate supplier.
- Ignoring %NCO drift from moisture exposure.
- Assuming NCO variation matters only for TDI and not MDI.
The %NCO value controls isocyanate equivalent weight:
Isocyanate EW = 4,200 ÷ %NCO
If %NCO changes, equivalent weight changes. If equivalent weight changes, the same isocyanate parts deliver different NCO equivalents. That changes the actual running index.
The safest production habit is to read the CoA, record the actual %NCO, calculate EW, check index impact, and adjust the formula when required.
For critical products, aged drums, suspect storage, or supplier changes, in-house verification should be considered before the material enters production.
Conclusion
If your foam quality is shifting from batch to batch and the process data does not explain it, the cause may be inside the isocyanate CoA or storage history.
PolymersIQ can help audit your %NCO assumptions, calculate the true equivalent weight, verify index impact, and identify whether isocyanate variation is affecting your production baseline.
To get accurate support, please share:
- Isocyanate type, supplier, and grade
- CoA %NCO values for recent drums (last 5–10 if available)
- Design %NCO used in your original formulation
- Storage conditions and any aged or suspect drums in inventory
- Target index and observed foam properties (ILD, compression set)
- Description of the production issue and any adjustments already tried
Contact PolymerIQ for an isocyanate formulation audit →