Introduction
Equivalent weight mistakes are some of the hardest formulation problems to diagnose in polyurethane foam production.
They rarely create an obvious machine failure. The foam may rise normally. The block may look acceptable. The operator may not see anything unusual during production. But the physical properties tell a different story — soft foam, failed compression set, dropping resilience, hardness drift between batches.
The production team responds with the usual adjustments: catalyst, silicone, water level, crosslinker dosage, cure temperature, machine settings. Some adjustments help temporarily. But if the equivalent weight values in the formula sheet are wrong, the root cause remains untouched.
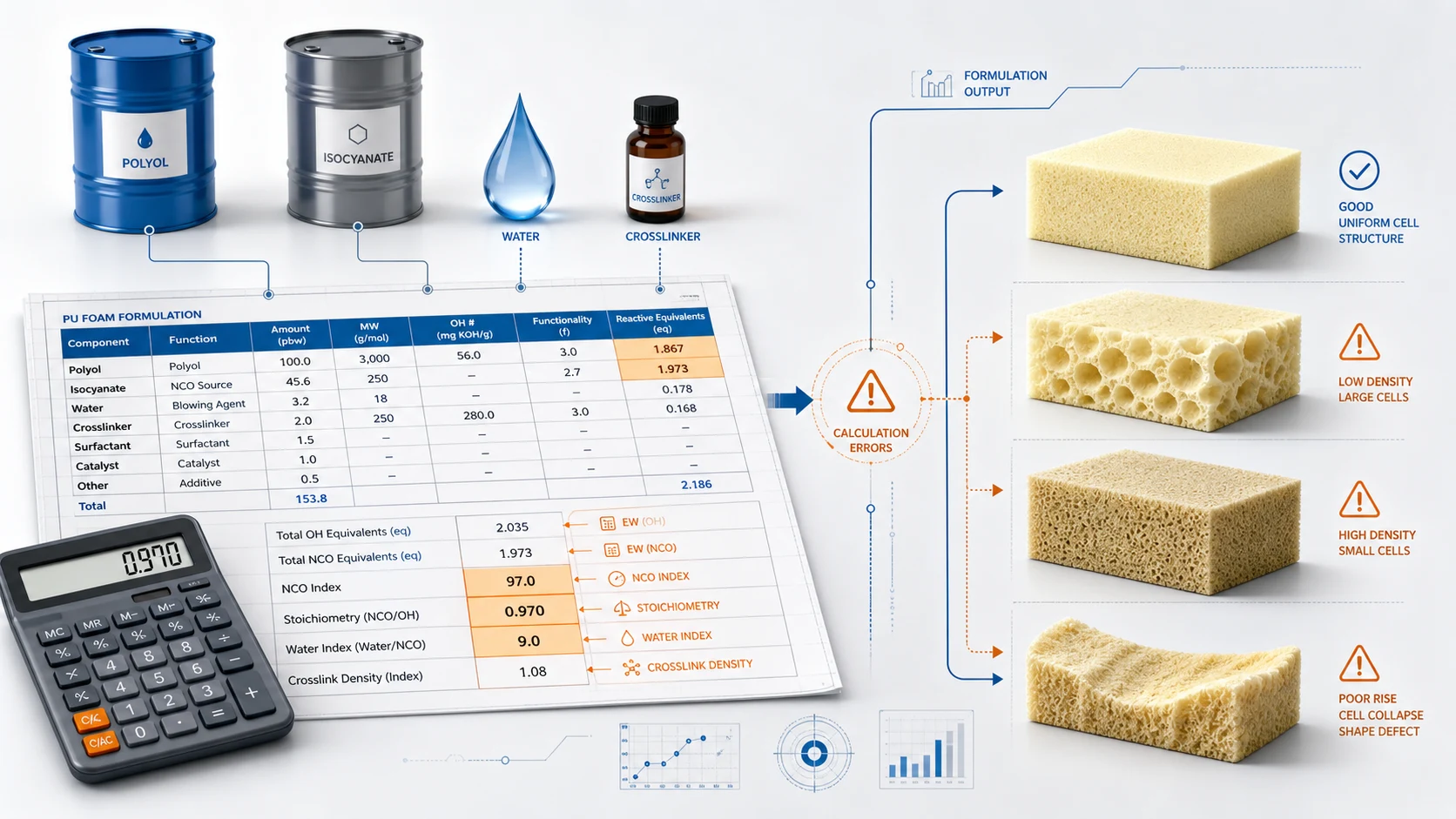
Equivalent weight is the foundation of the isocyanate index calculation. If one EW value is wrong, the index becomes unreliable. If two or more EW values are wrong, the foam can fail in several properties at once, making the problem look like a complicated production issue when it is really a calculation issue.
This article covers five equivalent weight mistakes commonly found in PU foam production formulas and explains why a stoichiometric audit is often the only reliable way to find them.
Why Equivalent Weight Mistakes Are Hard to Diagnose
Equivalent weight errors live at the calculation layer. Most production troubleshooting starts at the production layer. That is why these mistakes are often missed.
When foam properties are wrong, the first checks usually include machine calibration, mixing pressure, catalyst balance, silicone performance, water level, raw material temperature, ambient humidity, cure profile, and density variation. All of these checks are important — but none of them will find a wrong equivalent weight value in a spreadsheet.
If water is entered as EW 18 instead of 9, the machine will still run. If polyol EW is copied from an older formula, the spreadsheet may still look professional. If DEOA is calculated from OHV alone and its amine hydrogen is missed, the error may be small enough to hide inside normal production variation.
The problem is not that engineers are careless. The problem is that the formula sheet can look correct while the stoichiometric foundation is wrong.
This is why equivalent weight must be audited as a system. Every reactive component must be checked. Every EW value must be verified. Every equivalent calculation must match the chemistry, not just the previous version of the formula.
Mistake 1: Using Water EW = 18 Instead of 9
This is the most damaging single equivalent weight mistake in flexible PU foam formulation.
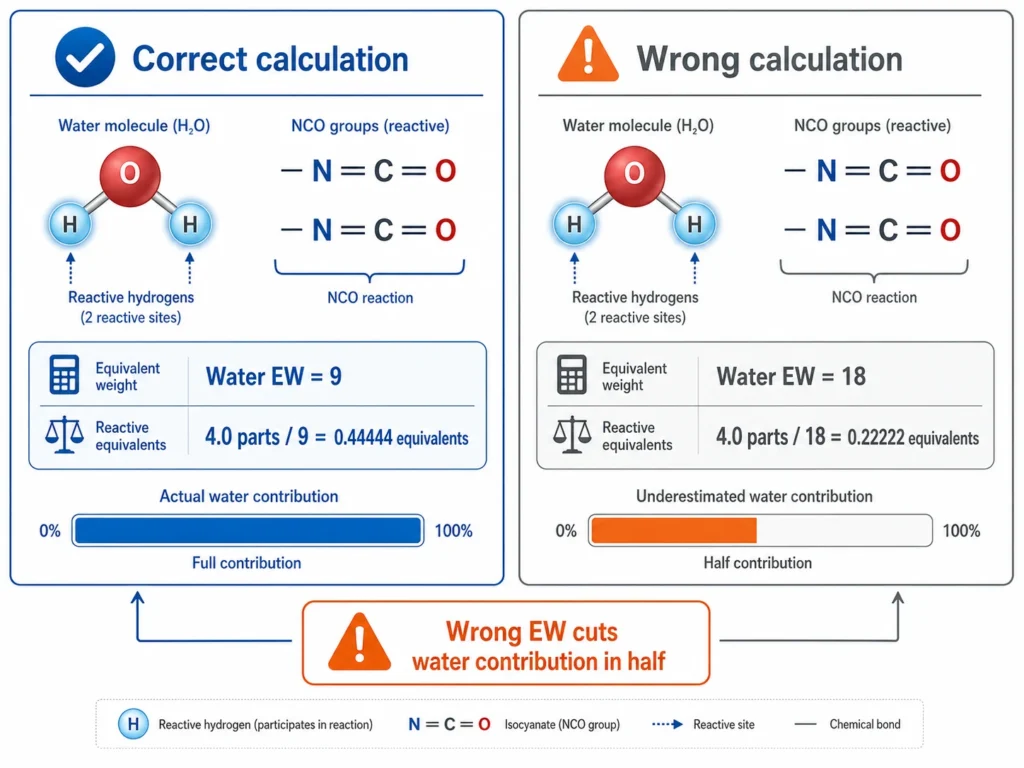
Water has a molecular weight of 18 g/mol — but its equivalent weight in polyurethane foam is not 18. Water has two reactive hydrogens involved in the isocyanate reaction sequence. One water molecule ultimately consumes two NCO groups.
Water EW = 18 ÷ 2 = 9 g/eq
Using 18 instead of 9 cuts the calculated water contribution in half:
| Water Level | EW Used | Water Equivalents |
|---|---|---|
| 4.0 parts | 9 (correct) | 0.44444 |
| 4.0 parts | 18 (wrong) | 0.22222 |
That is not a small rounding error. It changes the entire index calculation. If the formula calculates isocyanate demand using water EW = 18, the spreadsheet may show the intended target index while the actual chemistry runs much lower.
This can create soft foam, ILD below target, poor compression set, weak recovery, tacky early cure, poor aging performance, and confusing response to catalyst changes.
The rule is simple: water EW is 9. Never 18.
Mistake 2: Copying EW Values from the Previous Formula
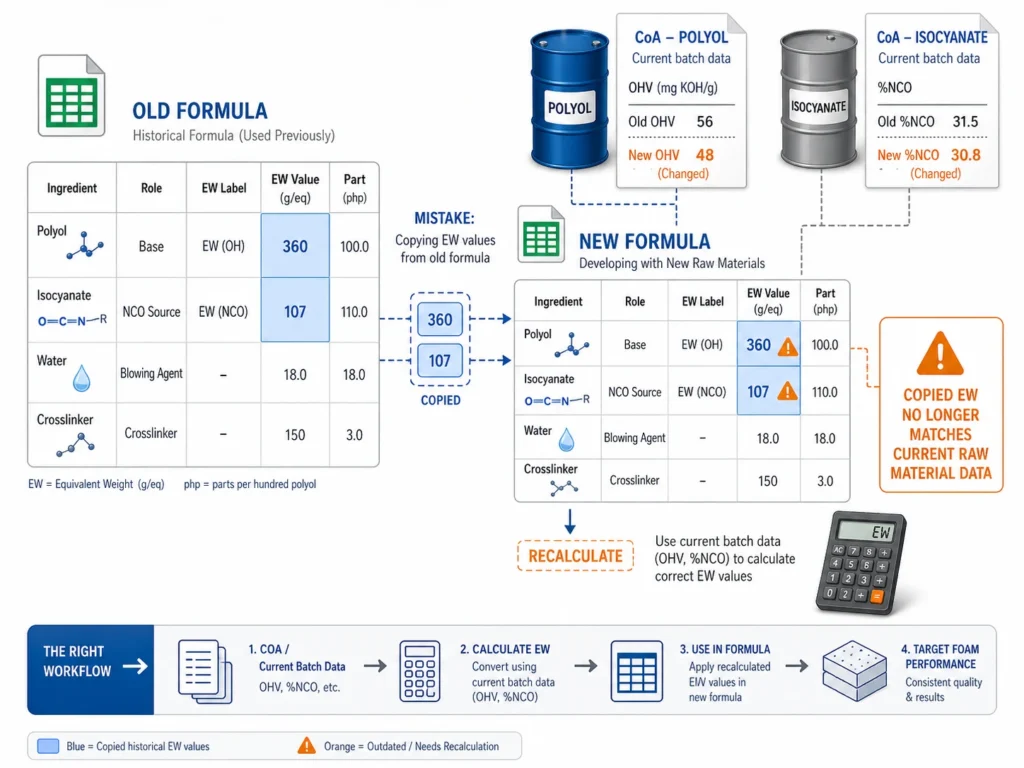
This mistake is very common in production plants. An engineer opens an old formula sheet, copies the equivalent weight values, changes the raw material names or parts, and sends the formula to production. It feels efficient — but it can be wrong.
Equivalent weight is not a number that should be copied blindly. It must be calculated from the actual raw material data.
For polyol: Polyol EW = 56,100 ÷ OHV. If the new polyol batch has a different OHV, the EW changes.
For isocyanate: Isocyanate EW = 4,200 ÷ %NCO. If the new isocyanate batch has a different %NCO, the EW changes.
Copying last month’s EW value into this month’s formula may create a hidden index error. This problem is especially dangerous because the copied value may have been correct at one time. That makes it look trustworthy. But a value that was correct for one batch may not be correct for the next batch.
The rule: do not copy EW values from old formulas without recalculating them from current CoA data.
Mistake 3: Using TDS Midpoint Instead of CoA Actual Value
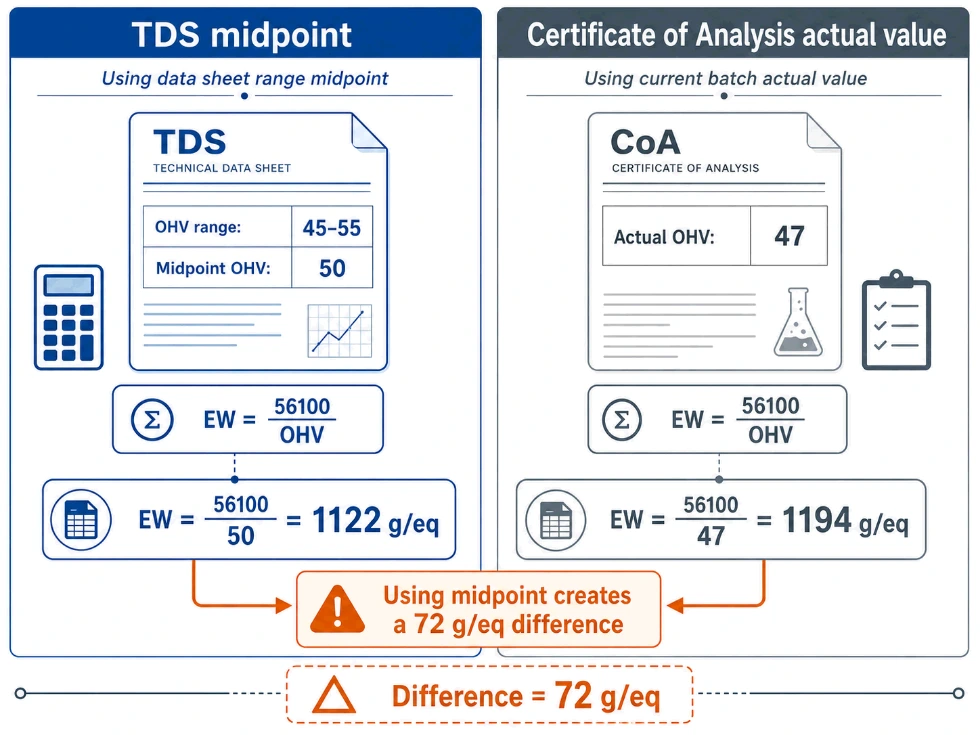
The Technical Data Sheet gives a specification range. The Certificate of Analysis gives the actual batch value. These are not the same thing.
A polyol TDS may show OHV range: 45–55 mg KOH/g. A formulator may choose the midpoint (OHV 50) and calculate:
EW = 56,100 ÷ 50 = 1,122 g/eq
But if the actual CoA OHV is 47:
EW = 56,100 ÷ 47 = 1,194 g/eq
That is a difference of 72 g/eq. The batch is still inside the TDS range, but the equivalent weight is meaningfully different from the formula assumption.
The same principle applies to isocyanate %NCO. The TDS may give a range, but the CoA gives the value for the specific batch or drum being used.
Using TDS midpoint values can create a formula that looks reasonable but does not match the actual raw materials in production.
The rule: use CoA actual values for EW calculation whenever batch-specific data is available.
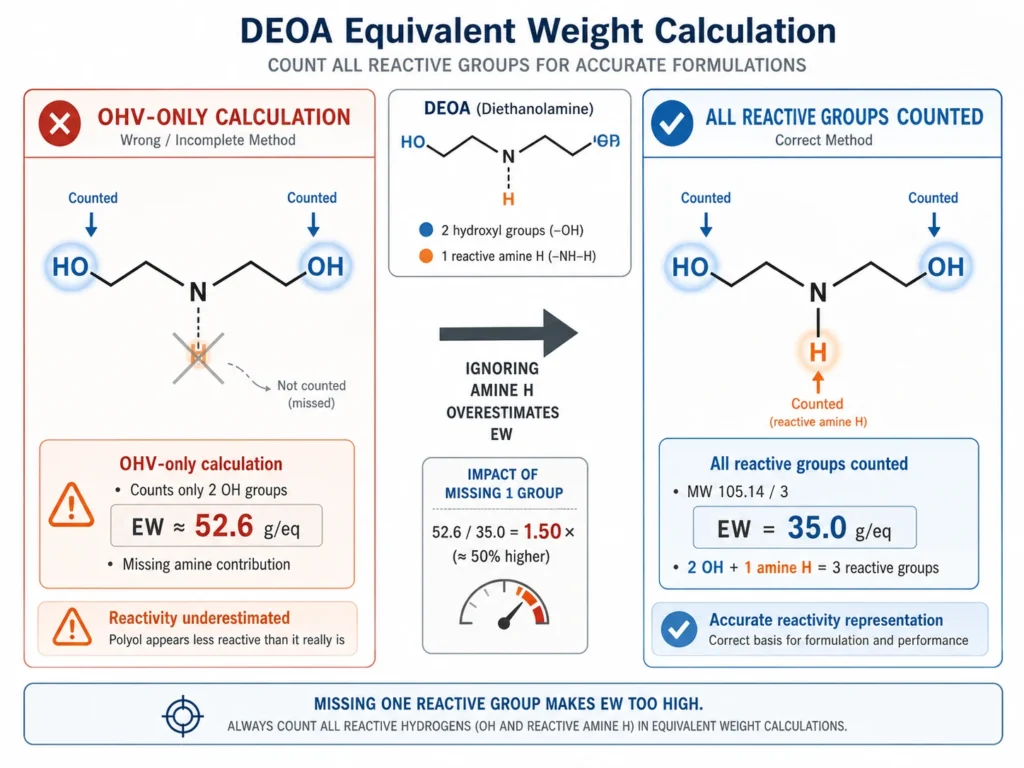
Mistake 4: Calculating DEOA Equivalent Weight from OHV Alone
DEOA is a common crosslinker in flexible foam formulation — and a common source of equivalent weight error.
DEOA contains:
- Two hydroxyl groups
- One reactive amine hydrogen
If the equivalent weight is calculated from OHV alone, the hydroxyl contribution is counted, but the amine hydrogen can be missed. That creates an incomplete reactive equivalent calculation.
Using only the OHV-based approach may give an equivalent weight around 52.6 g/eq. But if all three reactive groups are considered:
DEOA EW = Molecular Weight ÷ Reactive Group Count = 105.14 ÷ 3 = 35.0 g/eq
That difference matters. DEOA is often used at low levels, so the error may not look dramatic in the formula. But it can still affect crosslink density and index accuracy. The larger problem is that the foam network may not develop as intended.
Symptoms can include lower resilience, poorer compression set, softer foam than expected, weaker network structure, and confusing response to crosslinker adjustment.
The rule: for amine-functional crosslinkers or chain extenders, account for all active hydrogens, not only hydroxyl value.
Mistake 5: Treating EW as a Fixed Constant
This is the mindset error behind many equivalent weight mistakes.
Equivalent weight often feels like a material property. It is not. Equivalent weight is a calculated value. For polyol, it depends on OHV. For isocyanate, it depends on %NCO. For water, it depends on molecular weight and reactive hydrogen count. For crosslinkers, it depends on their reactive functionality.
That means some EW values are fixed, and others are batch-dependent:
| Component | Status | Reason |
|---|---|---|
| Water | Fixed at 9 | Reaction stoichiometry never changes |
| Polyol | Batch-dependent | Changes with OHV |
| Isocyanate | Batch-dependent | Changes with %NCO |
| Crosslinker | Calculation-dependent | Depends on correct reactive group count |
A formula may be correct on the day it was developed and become less accurate later as raw material batches change. This is why EW should be treated as a live calculation.
The rule: whenever OHV or %NCO changes, equivalent weight must be recalculated.
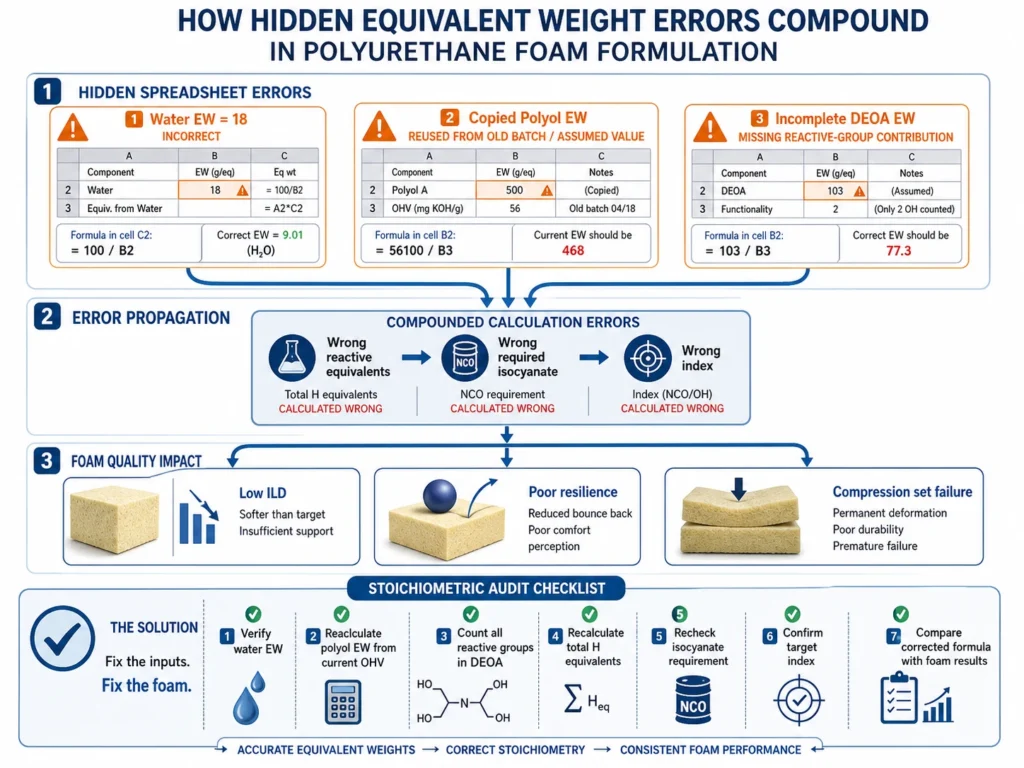
Why Compounding EW Errors Are Hard to Diagnose
One equivalent weight error can create a consistent property shift. Two equivalent weight errors can create a confusing foam problem.
For example, a formula may contain water EW entered as 18 instead of 9, DEOA EW calculated from OHV alone, and polyol EW copied from an old CoA value. Each mistake changes the reactive equivalent calculation. Together, the errors can distort both the index and the foam network structure.
The foam may show several problems at once: ILD below target, poor resilience, compression set failure, weak recovery, and property drift between batches.
The production team may treat these as separate problems. They may increase crosslinker to improve resilience. They may change catalyst to adjust cure. They may adjust temperature to improve compression set. Each correction may partially help one symptom while disturbing another.
This is how legacy formulas become complicated. Over time, the plant adds practical corrections on top of a wrong calculation foundation. The formula becomes harder to understand, harder to transfer, and harder to troubleshoot.
The only reliable solution is a full stoichiometric audit.
Stoichiometric Audit Checklist for Equivalent Weight Errors
A proper equivalent weight audit should not only check the final index number. It should check every input behind the index.
| Audit Point | What to Check |
|---|---|
| Polyol EW | Calculated from current CoA OHV |
| Isocyanate EW | Calculated from current CoA %NCO |
| Water EW | Confirmed as 9 |
| Crosslinker EW | Based on correct reactive functionality |
| Chain extender EW | Includes all active hydrogens |
| Copied values | No EW copied from old formula without recalculation |
| TDS vs CoA | CoA values used where available |
| Reactive equivalents | Parts divided by correct EW |
| Total H equivalents | All reactive components included |
| Target index | Calculated from correct total equivalents |
| Actual index | Checked against actual machine delivery |
| Formula history | Old empirical corrections reviewed |
This audit should be performed whenever a formula is inherited from another plant, has been adjusted many times, shows inconsistent foam properties, fails compression set without a clear process cause, doesn’t match the formula target on hardness, faces new polyol or isocyanate batch CoA changes, or is being transferred to another production line.
The goal is to verify the chemistry before making more production adjustments.
Use the PolymerIQ Calculators
The PolymerIQ Equivalent Weight Calculator helps reduce manual equivalent weight mistakes. Use it whenever a new polyol batch arrives, the CoA OHV changes, you are checking old formula sheets, preparing index calculations, or verifying equivalent weight before production.
Open the Equivalent Weight Calculator →
The PolymerIQ Isocyanate Index Calculator helps verify whether the corrected EW values produce the intended NCO requirement and target index. Use it to check total reactive hydrogen equivalents, required NCO equivalents, TDI or MDI parts, actual running index, and the effect of correcting water EW or crosslinker EW.
Open the Isocyanate Index Calculator →
For the complete equivalent weight calculation guide, read Equivalent Weight in Polyurethane Foam: Complete Calculation Guide.
For the water-specific calculation mistake, read Why the Equivalent Weight of Water Is 9 in Polyurethane Foam.
For the full isocyanate index method, read Isocyanate Index Calculation Guide for PU Foam Engineers.
FAQs
What are the most common equivalent weight mistakes in PU foam production?
The five most common mistakes are: using water EW = 18 instead of 9, copying EW values from previous formulas without recalculating, using TDS midpoint values instead of CoA actual values, calculating DEOA equivalent weight from OHV alone (missing the amine hydrogen), and treating equivalent weight as a fixed constant instead of a live calculation.
Why is water EW always 9 in PU foam?
Water has two reactive hydrogens that consume two NCO groups during the blowing reaction. So even though water’s molecular weight is 18, its equivalent weight is 18 ÷ 2 = 9 g/eq. This applies to flexible foam, rigid foam, HR foam, and any PU system that uses water as a blowing or reactive component.
Can I copy equivalent weight values from an old formula sheet?
No. Polyol EW depends on the actual OHV of the current batch, and isocyanate EW depends on the actual %NCO of the current batch. Copying old EW values can carry forward outdated raw material data into a new formula. Always recalculate from current CoA values.
Why shouldn’t I use the TDS midpoint for equivalent weight calculation?
The TDS gives a specification range, which is a commercial conformance window — not a formulation input. The midpoint of the range may be tens of g/eq away from the actual batch value. Using the midpoint can create a formula that looks reasonable but does not match the raw materials actually in production.
Why does DEOA require a different EW calculation than a normal polyol?
DEOA is amine-functional. It contains two hydroxyl groups plus one reactive amine hydrogen — three reactive groups total. An OHV-based calculation only counts the hydroxyl groups and misses the amine contribution. The correct approach is to divide molecular weight by total reactive group count: 105.14 ÷ 3 = 35.0 g/eq.
How do I know if my formula has compounding EW errors?
The signal is usually multiple foam properties failing at once — for example, low ILD, poor resilience, and compression set failure on the same product. Single EW errors usually create one consistent property shift. Multiple overlapping symptoms that don’t respond well to process adjustments suggest more than one calculation error in the spreadsheet.
When should I run a stoichiometric audit on my formula?
Run an audit when a formula is inherited from another plant, has been adjusted many times over the years, shows inconsistent foam properties, fails compression set without a clear process cause, or is being transferred to a new production line. Any time foam properties don’t match the formula target and process variables look normal, the calculation foundation should be checked.
Will fixing equivalent weight errors solve my foam quality problem?
If the EW errors are the root cause, yes — but the fix usually requires more than just correcting one cell. After updating EW values, the entire index must be recalculated, and the isocyanate quantity may need to change. The corrected formula should then be validated in production, because legacy formulas often contain empirical corrections layered on top of the calculation error.
How often should equivalent weight values be checked?
Polyol EW should be checked whenever a new polyol batch arrives or the CoA OHV is different from the design value. Isocyanate EW should be checked whenever a new isocyanate batch arrives or the CoA %NCO changes. Water EW should be confirmed as 9 once and protected against accidental changes. Crosslinker and chain extender EW should be reviewed whenever a new material is introduced.
Is a full stoichiometric audit really necessary, or can I just fix the most obvious mistake?
For a single isolated error, a targeted fix can work. But if the formula has been adjusted many times, multiple errors may have accumulated. A full audit is the only way to know whether the calculation foundation is sound. Skipping the audit and fixing just one cell often masks the deeper problem and leaves other errors untouched.
Key Takeaways
Equivalent weight mistakes can silently damage PU foam production because they corrupt the calculation foundation.
The five most important mistakes are:
- Using water EW = 18 instead of 9.
- Copying EW values from the previous formula.
- Using TDS midpoint values instead of CoA actual values.
- Calculating DEOA equivalent weight from OHV alone.
- Treating EW as a fixed constant instead of a live calculation.
Water EW is always 9 in polyurethane foam index calculation. Polyol EW must be recalculated when OHV changes. Isocyanate EW must be recalculated when %NCO changes. Amine-functional crosslinkers and chain extenders must account for all active hydrogens.
If a formula has been adjusted many times over the years, the problem may not be the latest catalyst, silicone, or machine setting. The problem may be an old equivalent weight error that was never audited.
Conclusion
If your foam is consistently off target and every process adjustment only gives partial improvement, the problem may not be on the production floor.
It may be inside the calculation foundation of the formula sheet.
PolymersIQ can help audit every reactive component, every equivalent weight value, and every index calculation to identify hidden stoichiometric errors.
To get accurate support, please share:
- A copy of your current formula sheet, including EW values
- Polyol grade, OHV, and supplier
- Isocyanate type and current CoA %NCO
- Water level and any crosslinkers or chain extenders in use
- Target index and observed foam properties (ILD, compression set, density)
- Description of the production issue and any adjustments already tried
Contact PolymerIQ for a stoichiometric formulation audit →