Introduction
Hydroxyl value mistakes are dangerous because they rarely look like hydroxyl value mistakes.
They usually appear as ordinary foam production problems.
The foam is harder than expected. The next batch is softer. Compression set becomes marginal. The same formula behaves differently after a new polyol delivery. Operators blame the machine. Engineers adjust catalyst. The team checks temperature, mixing pressure, silicone, and water.
But the cause may be much simpler.
The incoming polyol OHV changed, and nobody used the new value correctly.
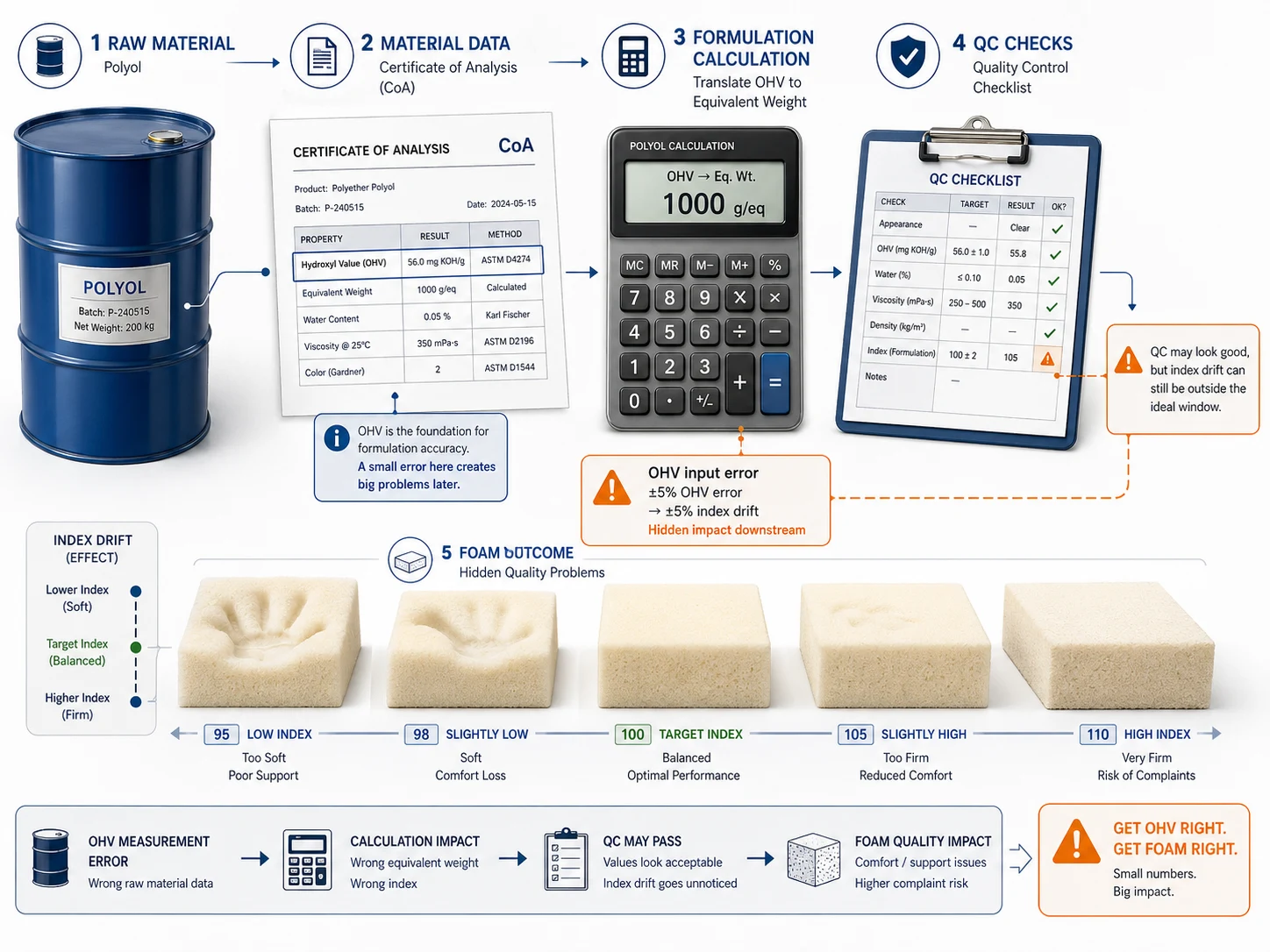
Hydroxyl value affects equivalent weight. Equivalent weight affects isocyanate demand. Isocyanate demand affects the real running index. And the real running index affects foam hardness, compression set, resilience, aging, and batch consistency.
This article covers the five hydroxyl value mistakes that turn raw material variation into PU foam production problems — and the QC checklist every foam plant should use to prevent them.
Why OHV Mistakes Are So Costly
Hydroxyl value is not just a raw material specification.
It is a formulation control value.
A polyol can arrive fully inside the supplier’s TDS specification range and still require a formulation review. The batch may be commercially acceptable, but that does not automatically mean it matches the formulation baseline used in your plant.
This is where many production problems begin.
If the formula was designed around OHV 51, but the incoming batch arrives at OHV 47, the equivalent weight changes. If the isocyanate quantity is not recalculated, the real running index changes. The formula sheet may still look correct. The foam chemistry is no longer the same.
This is why OHV mistakes create silent production drift. They do not usually stop the machine. They do not always cause collapse. They often produce foam that looks normal but tests outside the target specification.
Mistake 1: Using the TDS Nominal Value Instead of the CoA Actual Value
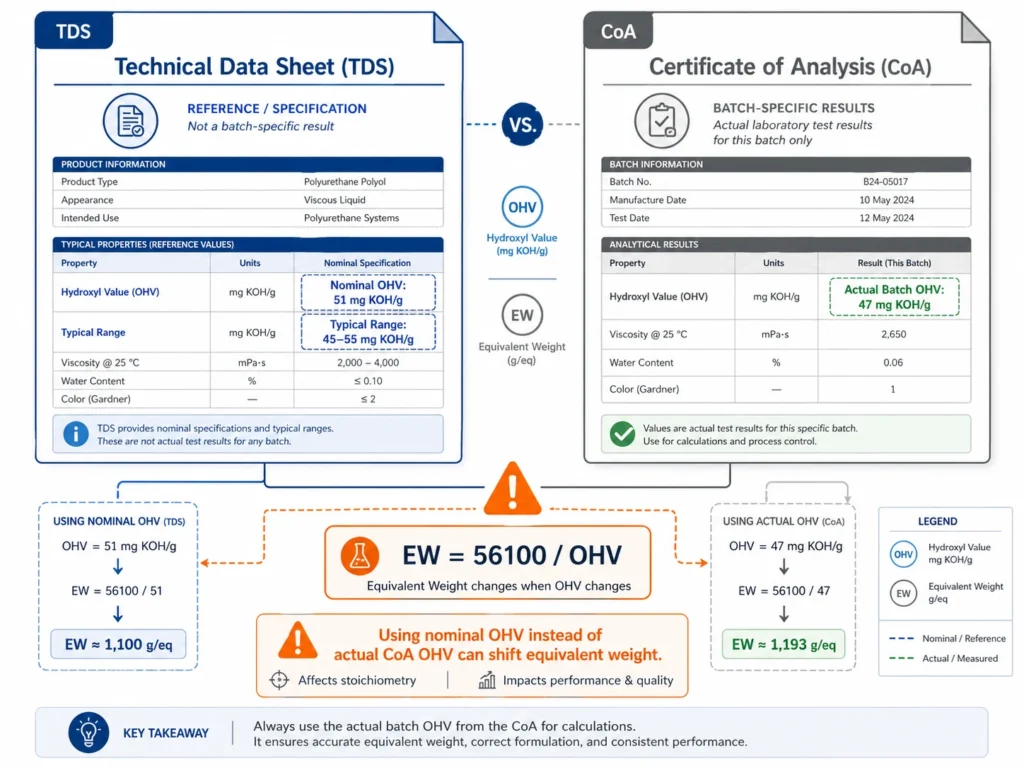
The first mistake is using the nominal OHV from the Technical Data Sheet instead of the actual OHV from the Certificate of Analysis.
The TDS gives a specification range or nominal value. It tells you what the supplier considers acceptable for that grade.
But the CoA gives the actual value for the delivered batch. Those are not the same thing.
For example, a polyol TDS may show:
OHV range: 45–55 mg KOH/g
The formula may have been designed around OHV 51. But the latest delivery may arrive at OHV 47. Both values may be inside the acceptable TDS range. But they produce different equivalent weights:
| OHV Used | Equivalent Weight |
|---|---|
| 51 mg KOH/g | 1,100 g/eq |
| 47 mg KOH/g | 1,194 g/eq |
If the plant continues using the old design value, the calculation baseline is wrong.
Every production adjustment made after that — catalyst changes, water changes, temperature changes — may be built on a false formulation baseline.
The fix is simple: use the actual CoA OHV value for every batch.
Mistake 2: Assuming Supplier Consistency
A long supplier relationship is useful. But it is not a QC system.
A foam plant may say:
“We have been buying this polyol from the same supplier for years.”
That does not mean every batch has the same OHV.
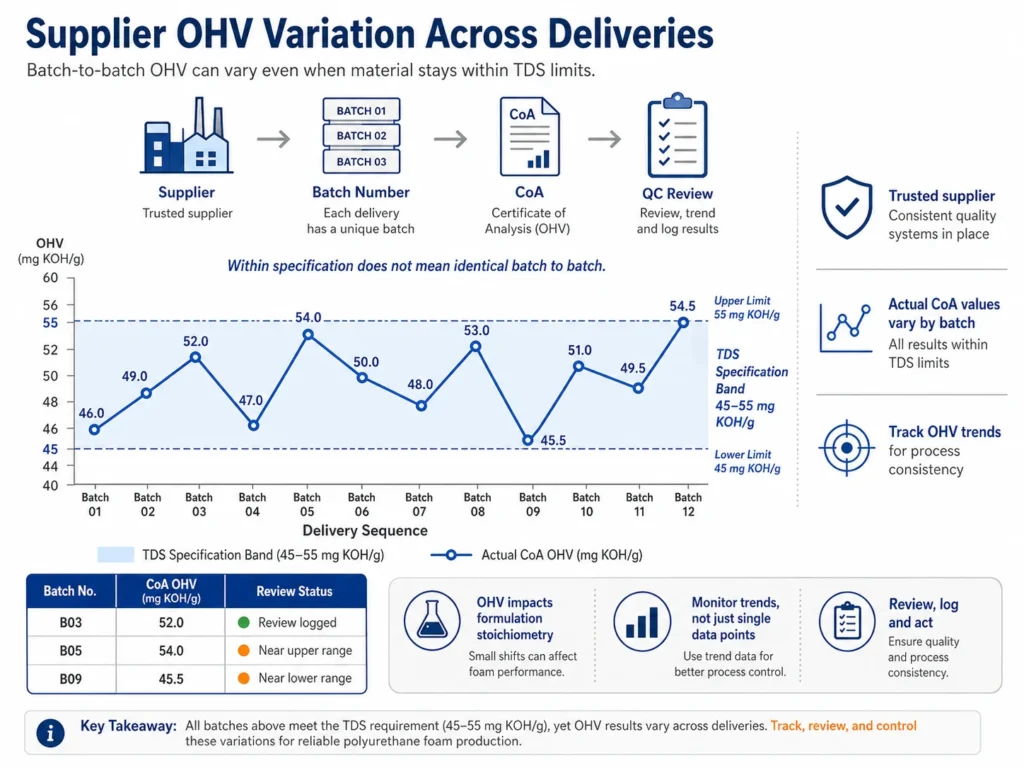
Polyol OHV can vary within specification because of raw material variation, reactor conditions, blending differences, and supplier production control. A supplier can deliver a batch near the lower end of the specification range today and near the higher end later.
Both batches may be accepted. Both may pass incoming QC. But they may not behave the same in your formula.
This is why every CoA should be treated as new formulation information.
Do not assume that last month’s OHV value applies to this month’s delivery. A trusted supplier still needs batch-by-batch data review.
Mistake 3: Trusting the CoA Without Independent Verification
The Certificate of Analysis is important. But for serious production control, it should not be the only layer of verification.
The CoA is produced by the supplier’s QC system. In most cases, it is reliable. But mistakes can happen.
Possible issues include:
- Instrument calibration drift
- Transcription errors
- Batch documentation mistakes
- Drum labelling errors
- Sampling differences
- Handling or storage issues
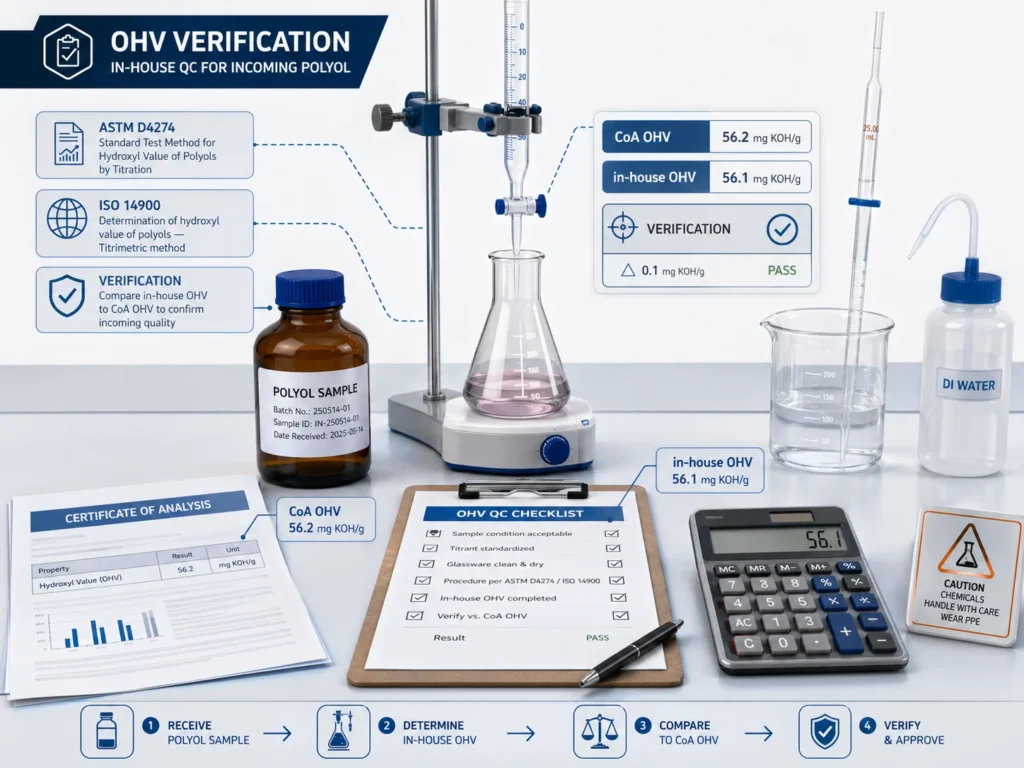
For high-volume production or critical foam grades, incoming OHV should be verified in-house using an approved method such as ASTM D4274 or ISO 14900.
This does not mean every plant must distrust every supplier. It means critical raw material data should be verified when the production risk is high.
A practical approach:
- Verify every batch for critical products.
- Verify every third batch for stable, high-volume suppliers.
- Hold and investigate if in-house OHV differs from CoA by more than 2 mg KOH/g.
- Contact the supplier before using the batch if the difference is significant.
Independent OHV verification is not extra paperwork. It is protection against avoidable production loss.
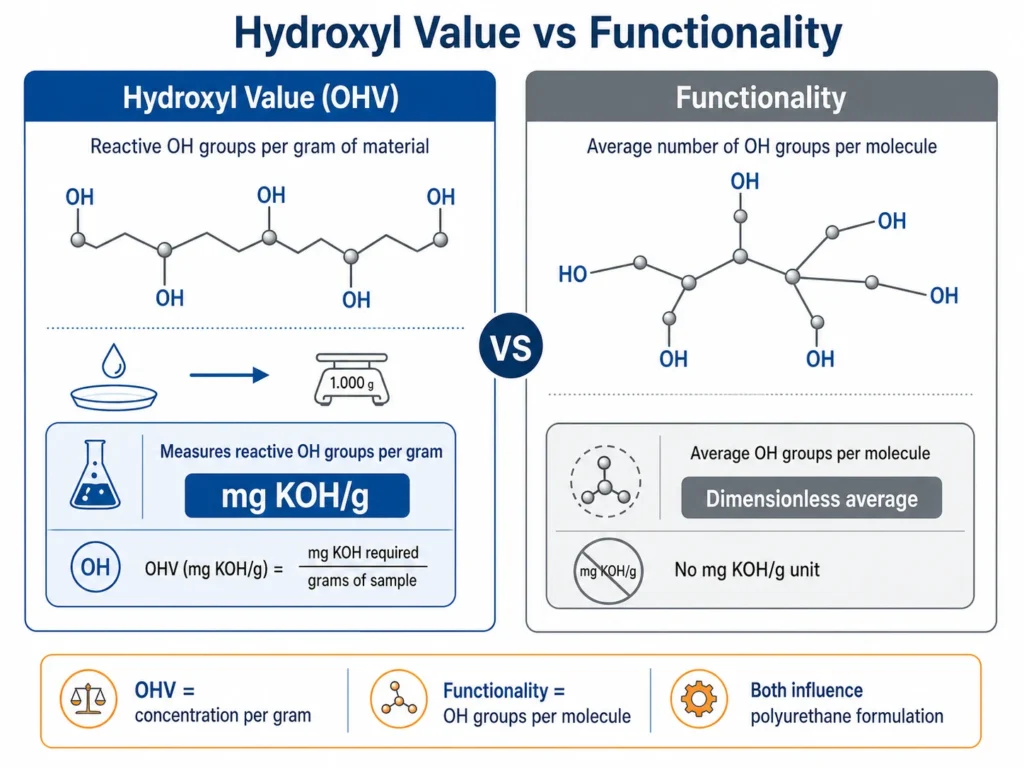
Mistake 4: Confusing OHV with Functionality
Hydroxyl value and functionality are related to formulation chemistry, but they are not the same parameter.
This mistake can create serious formulation confusion.
| Parameter | What It Measures | Units |
|---|---|---|
| Hydroxyl value (OHV) | Concentration of reactive hydroxyl groups per gram of polyol | mg KOH/g |
| Functionality | Average number of hydroxyl groups per molecule | OH groups per molecule |
A polyol can have:
- High OHV and lower functionality
- Lower OHV and higher functionality
- Similar OHV but different functionality
- Similar functionality but different OHV
These differences matter because OHV mainly affects equivalent weight and isocyanate demand, while functionality affects network structure and crosslinking behaviour.
If a formulator confuses the two, the troubleshooting direction can be wrong.
For example, a foam hardness issue caused by OHV drift may be treated as a functionality or crosslink density issue. The team may change the wrong formulation variable and create a second problem.
The rule is simple: do not use OHV and functionality interchangeably. They are different formulation values, and both must be understood correctly.
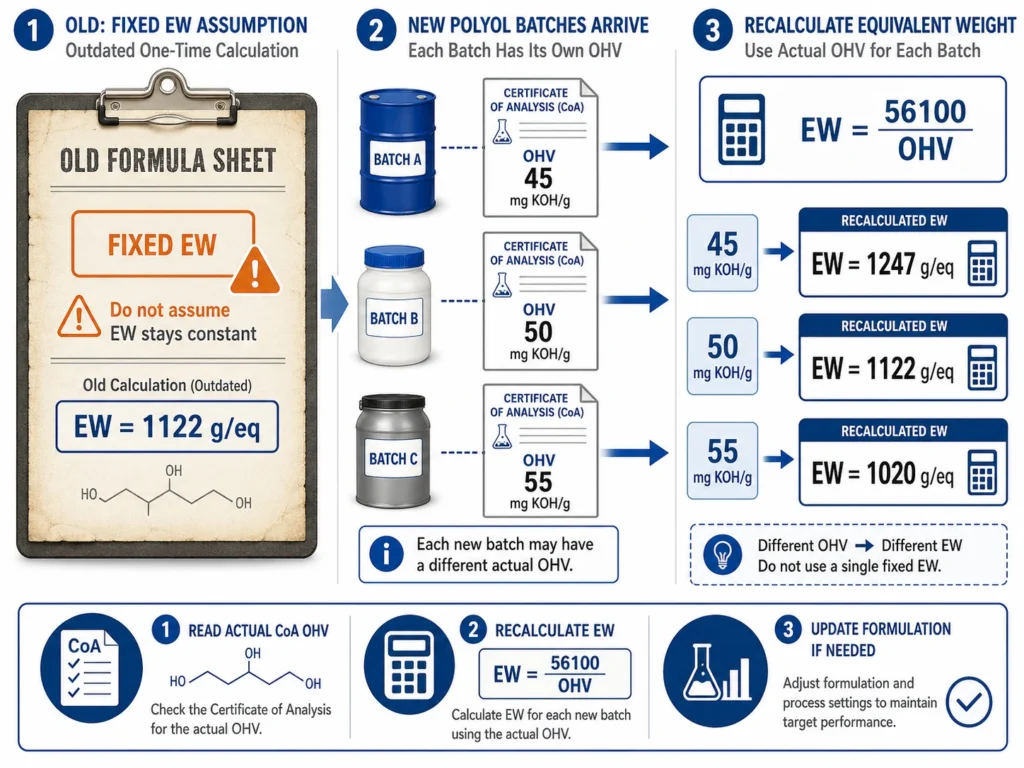
Mistake 5: Treating Equivalent Weight as a One-Time Calculation
Equivalent weight is often calculated once during formula development and then left unchanged.
That is a mistake.
Equivalent weight is not a permanent constant. It is calculated from OHV:
EW = 56,100 ÷ OHV
If OHV changes, equivalent weight changes. If equivalent weight changes, the isocyanate requirement changes. If the isocyanate requirement changes and the formula is not updated, the actual running index can drift away from the intended target.
This is one of the most common causes of hidden formulation drift.
A formula may start correctly. Then new polyol batches arrive. OHV changes slightly each time. The plant keeps using the original EW. Over time, the formula sheet becomes less connected to actual production chemistry.
This can cause:
- Hardness drift
- Softer or firmer batches
- Compression set variation
- Poor recovery
- Troubleshooting confusion
- Unnecessary catalyst adjustments
- Supplier disputes that do not solve the real problem
The fix is fast: recalculate equivalent weight every time a new polyol batch arrives.
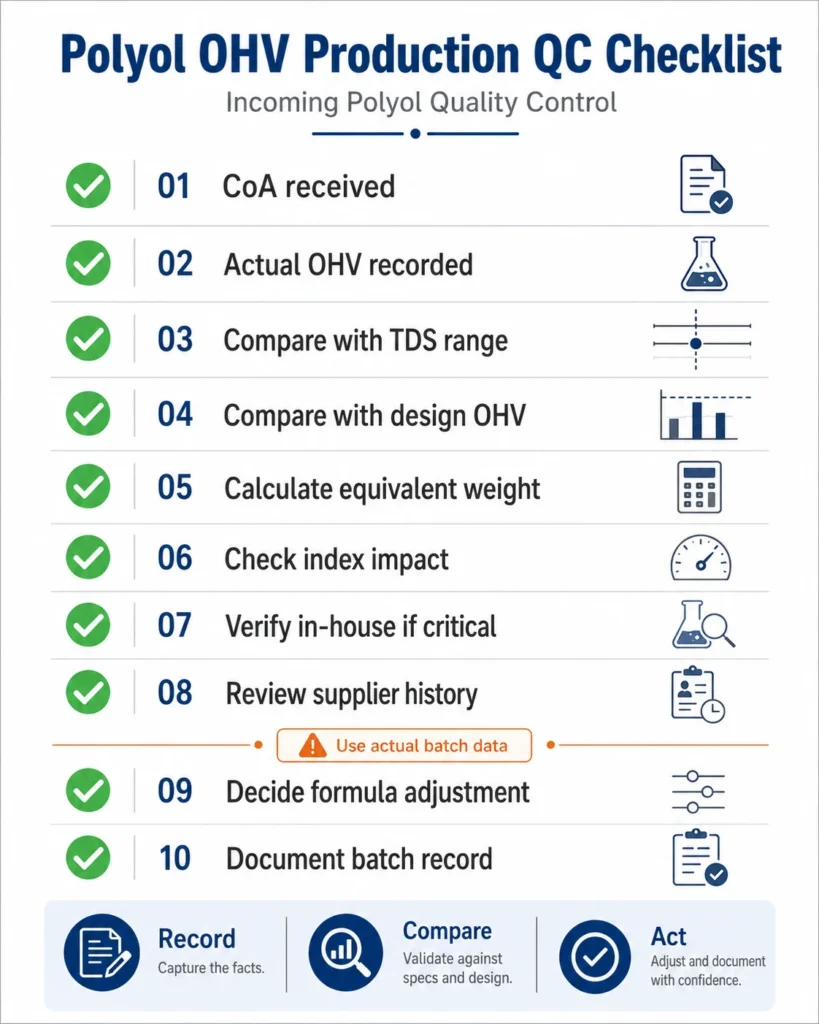
Production QC Checklist for OHV Control
A good OHV control system is simple.
It does not require complicated software. It requires discipline.
Use this checklist for every incoming polyol batch:
| QC Checkpoint | Question to Ask |
|---|---|
| CoA received | Is the Certificate of Analysis available for this batch? |
| Actual OHV recorded | Has the actual batch OHV been logged? |
| TDS comparison | Is the value inside the supplier specification range? |
| Design comparison | How far is the OHV from the formula design value? |
| EW calculated | Has equivalent weight been recalculated from actual OHV? |
| Index impact checked | Does the EW change affect isocyanate index? |
| In-house verification | Is this batch verified internally if the product is critical? |
| Supplier history | Does this batch fit the supplier’s normal OHV pattern? |
| Formula decision | Is adjustment required before production? |
| Batch record | Has the final decision been documented? |
This checklist prevents a common mistake: accepting the raw material commercially, but failing to check whether the formula still needs adjustment.
Incoming QC should not stop at “inside specification.” It should also ask: does this batch match the formulation baseline?
When OHV Variation Requires Formula Adjustment
Not every OHV change requires a full formula adjustment.
The practical question is how much the equivalent weight has moved away from the design value.
For standard flexible slabstock formulations, this decision table can be used:
| EW Difference from Design | Action Required |
|---|---|
| ≤30 g/eq | Record and monitor |
| 30–70 g/eq | Recalculate index impact and review adjustment |
| >70 g/eq | Adjust formula before production |
These are practical production thresholds, not universal laws. HR foam, rigid foam, high-specification automotive foam, and tightly controlled specialty grades may need stricter limits.
The principle is the same: the plant should know the equivalent weight difference before production starts, not after the foam fails testing.
Correct OHV Handling Workflow
A reliable OHV workflow has four parts.
1. Record every CoA OHV value
Every incoming polyol batch should be logged with:
- Supplier
- Grade
- Batch number
- Date received
- CoA OHV
- Calculated equivalent weight
- Production result or comment
Over time, this builds a supplier profile.
2. Recalculate equivalent weight on every batch
Use EW = 56,100 ÷ OHV.
This should be done before the material moves into production.
3. Verify OHV in-house when required
For critical products or high-volume suppliers, run internal OHV verification using an approved method. If the CoA and in-house result do not match closely, investigate before production.
4. Decide whether formula adjustment is needed
Compare the new EW to the formula design EW. If the difference is significant, recalculate the index and adjust isocyanate quantity if required.
This workflow is simple, but it eliminates one of the biggest sources of hidden formulation variation.
Use the PolymerIQ Equivalent Weight Calculator
The PolymerIQ Equivalent Weight Calculator helps production teams convert OHV into equivalent weight quickly.
Use it when:
- A new polyol batch arrives
- The CoA OHV differs from the design value
- Foam hardness changes unexpectedly
- You need to check possible index drift
- You are deciding whether formula adjustment is required
Open the Equivalent Weight Calculator →
For the basic explanation of hydroxyl value and equivalent weight calculation, read Hydroxyl Value in Polyurethane Foam: What OHV Means and How to Calculate Equivalent Weight.
For OHV variation and foam quality effects, read Why Polyol OHV Variation Causes PU Foam Quality Problems.
For the full isocyanate index calculation method, read Isocyanate Index Calculation Guide for PU Foam Engineers.
FAQs
What are the most common hydroxyl value mistakes in PU foam production?
The five most common mistakes are: using the TDS nominal value instead of the CoA actual value, assuming supplier consistency without checking every batch, trusting the CoA without independent verification for critical products, confusing OHV with functionality, and treating equivalent weight as a one-time calculation.
Why should I use OHV from the CoA instead of the TDS?
The TDS gives a specification range that tells you what the supplier is allowed to ship. The CoA gives the actual OHV value of the specific batch in your plant. Equivalent weight is calculated directly from OHV using EW = 56,100 ÷ OHV, so a wrong OHV creates a wrong equivalent weight and a wrong isocyanate balance — even if the batch is technically inside specification.
Can a trusted supplier still cause OHV-related foam problems?
Yes. Even a reliable, long-term supplier can deliver batches with different OHV values within the specification range. A batch at OHV 47 and a batch at OHV 55 may both pass commercial QC but produce different equivalent weights, different isocyanate balance, and different foam properties if the formula is not recalculated.
When should I verify polyol OHV in-house instead of relying on the CoA?
For critical or high-volume products, in-house OHV verification using ASTM D4274 or ISO 14900 is recommended. A practical approach is to verify every batch for critical products, every third batch for stable suppliers, and any batch where the CoA value differs unexpectedly from the supplier’s history. Investigate if the in-house OHV differs from the CoA by more than 2 mg KOH/g.
What is the difference between OHV and functionality?
OHV measures the concentration of reactive hydroxyl groups per gram of polyol (mg KOH/g). Functionality measures the average number of hydroxyl groups per molecule. They describe different things — OHV mainly affects equivalent weight and isocyanate demand, while functionality affects network structure and crosslinking. Confusing them can lead to wrong troubleshooting decisions.
How often should I recalculate polyol equivalent weight?
Every time a new polyol batch arrives. Equivalent weight is calculated from OHV (EW = 56,100 ÷ OHV), so any change in OHV changes EW. Treating equivalent weight as a one-time value is one of the most common causes of hidden formulation drift.
How much OHV change is enough to require formula adjustment?
For standard flexible slabstock, a practical guideline is: EW difference ≤30 g/eq can be monitored, 30–70 g/eq should be reviewed for index impact, and >70 g/eq generally requires formula adjustment. HR foam, rigid systems, and tight-spec products may need stricter limits.
What happens if foam hardness drifts but the formula sheet looks unchanged?
Check the incoming polyol OHV first. The most common hidden cause of unexplained hardness drift is OHV variation that was not used to recalculate equivalent weight. Direction matters: lower OHV pushes EW higher, which can raise the actual running index and harden the foam. Higher OHV does the opposite.
Should I keep a batch-by-batch OHV log?
Yes. A simple log with supplier, grade, batch number, date, CoA OHV, calculated EW, and production observations is one of the most valuable QC records a foam plant can keep. After 15–20 batches, supplier patterns become visible and troubleshooting becomes much faster.
What’s the simplest QC change a foam plant can make to prevent OHV mistakes?
Add one step to incoming QC: after confirming the batch is within TDS specification, calculate the equivalent weight from the actual CoA OHV and compare it to the formula design EW. If the difference is significant, review whether the isocyanate quantity needs adjustment before production. This single step prevents most OHV-related production problems.
Key Takeaways
Hydroxyl value mistakes can quietly create serious PU foam production problems.
The five most important mistakes are:
- Using the TDS nominal value instead of the CoA actual value.
- Assuming supplier consistency without checking every batch.
- Trusting the CoA without independent verification for critical products.
- Confusing OHV with functionality.
- Treating equivalent weight as a one-time calculation.
The main rule is simple: OHV must be treated as a batch-specific formulation control value.
Every incoming polyol batch should have its actual OHV recorded, equivalent weight recalculated, index impact reviewed, and formula adjustment considered before production.
A foam plant does not need to wait for hardness drift, compression set failure, or customer complaints before discovering OHV variation. The data is already available — it just needs to be used correctly.
Conclusion
If your foam plant is experiencing unexplained hardness variation, compression set issues, or different behaviour after new polyol deliveries, OHV handling should be reviewed early.
PolymersIQ can help audit your formulation baseline, review incoming polyol data, calculate equivalent weight impact, and identify whether OHV variation is affecting your production quality.
To get accurate support, please share:
- Polyol grade and supplier
- CoA OHV values from recent batches (last 5–10 if available)
- Design OHV used in your original formulation
- Isocyanate type and %NCO
- Description of the quality issue you are facing
- Any in-house OHV verification results, if available
Contact PolymerIQ for a formulation audit →