Introduction
Most foam quality problems are blamed on the machine.
Sometimes the machine is not the problem.
A foam plant may spend days adjusting catalyst levels, checking temperature, reviewing silicone performance, and inspecting machine calibration. The foam may be harder or softer than expected, but nothing in the process seems to explain the change.
The cause may be sitting in the raw material documents.
A new polyol batch arrives with a hydroxyl value slightly different from the value used in the original formulation. The OHV may still be inside the supplier’s TDS range. It may pass incoming QC. It may not trigger any warning.
But if nobody recalculates the equivalent weight, the formula is no longer running at the same chemical balance. The formula looks unchanged on paper. In production, it is not unchanged.
Polyol OHV variation changes equivalent weight. Equivalent weight changes the reactive balance. The reactive balance affects the isocyanate index. And the index affects foam hardness, compression set, resilience, and long-term consistency.
This article explains why polyol OHV variation creates PU foam quality problems and how foam plants can control it before it becomes off-spec production.
Why OHV Variation Matters in PU Foam Production
Hydroxyl value, or OHV, measures the concentration of reactive hydroxyl groups in a polyol.
When OHV changes, equivalent weight changes. The formula is:
Equivalent Weight = 56,100 ÷ OHV
This means OHV and equivalent weight move in opposite directions:
- If OHV decreases, equivalent weight increases.
- If OHV increases, equivalent weight decreases.
This matters because the isocyanate requirement is calculated from reactive equivalents, not just from the weight of raw materials.
A foam formula developed at one OHV value may not behave the same when the next polyol batch arrives at a different OHV value. Even if the difference looks small, the formulation effect can be large enough to move foam properties outside the target range.
That is why OHV should not be treated as a fixed number. It is a batch-specific formulation value.
The TDS Range Problem
Every polyol Technical Data Sheet gives a specification range.
For example, a flexible foam polyol may have a TDS hydroxyl value range such as 45–55 mg KOH/g.
Many engineers use the midpoint of this range during formula development. They calculate equivalent weight once and then continue using that value for months or years.
This is risky.
The TDS range is a commercial conformance window. It tells you what the supplier is allowed to ship. It does not tell you the actual OHV of the batch in your plant today.
A batch at OHV 47 and a batch at OHV 55 may both be inside the same TDS range. But they do not have the same equivalent weight. They do not create the same isocyanate balance. They may not produce the same foam properties.
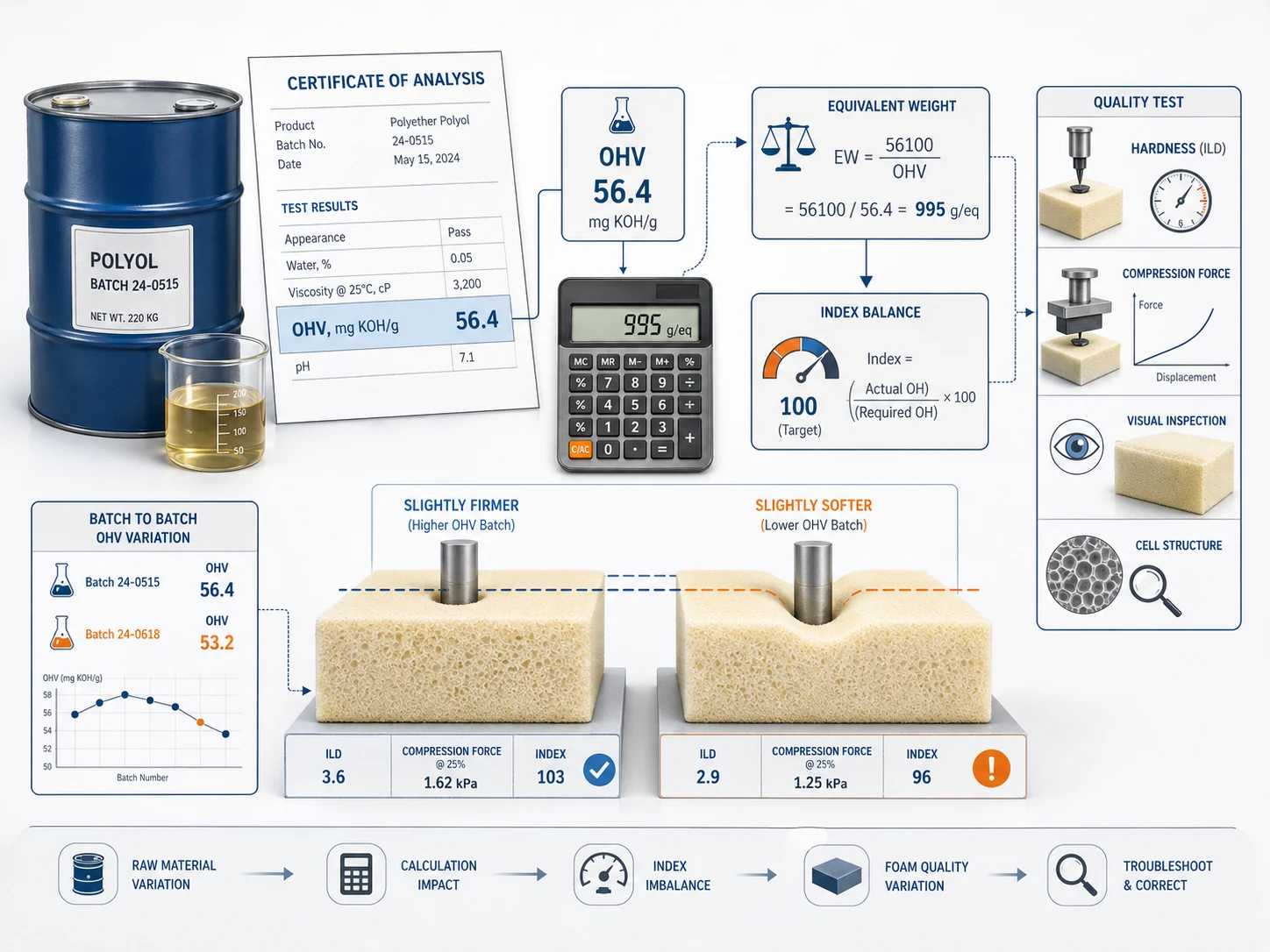
The Certificate of Analysis gives the actual batch OHV. That value should be used for production calculation.

How OHV Variation Changes Equivalent Weight
Equivalent weight is calculated directly from OHV using EW = 56,100 ÷ OHV.
Now compare equivalent weight across a typical flexible foam polyol range:
| OHV (mg KOH/g) | Equivalent Weight (g/eq) |
|---|---|
| 45 | 1,247 |
| 47 | 1,194 |
| 51 | 1,100 |
| 53 | 1,058 |
| 55 | 1,020 |
A change from OHV 45 to OHV 55 creates an equivalent weight swing of more than 200 g/eq.
That is not a small formulation difference. It can change the real isocyanate balance even when the formula sheet still shows the same parts of polyol, water, and isocyanate.
This is why a polyol batch can pass incoming QC and still create a production shift if the formula is not recalculated. The raw material is within specification. The formulation control is not.

How OHV Drift Changes Foam Hardness
OHV drift affects foam hardness through its effect on equivalent weight and isocyanate index.
Assume a foam formula was designed using a polyol OHV of 51.
At OHV 51: EW = 56,100 ÷ 51 = 1,100 g/eq
Now assume the next batch arrives at OHV 47.
At OHV 47: EW = 56,100 ÷ 47 = 1,194 g/eq
This means there are fewer reactive hydroxyl equivalents per 100 parts of polyol than the formula originally assumed. If the isocyanate amount is not adjusted, the actual index can move higher. The foam may become harder than expected.
Now reverse the situation.
If the batch arrives at OHV 55: EW = 56,100 ÷ 55 = 1,020 g/eq
There are more reactive hydroxyl equivalents per 100 parts of polyol than the formula originally assumed. If the isocyanate amount is not adjusted, the actual index can move lower. The foam may become softer than expected.
The diagnostic direction is important:
OHV low → EW high → actual index can rise → foam can become harder
OHV high → EW low → actual index can drop → foam can become softer
This is one of the most useful troubleshooting relationships in flexible PU foam production.

Foam Quality Problems Caused by OHV Variation
OHV variation can show up as foam quality problems that look like machine or process issues.
If OHV is lower than the design value and the formula is not recalculated, the actual index can rise. The foam may show:
- Higher hardness
- Stiffer hand feel
- Higher ILD than target
- Possible brittleness if the shift is large
- Reduced comfort in flexible foam grades
- Customer complaints about firm feel
If OHV is higher than the design value and the formula is not recalculated, the actual index can drop. The foam may show:
- Softer hardness
- Lower ILD than target
- Poorer compression set
- Weaker recovery
- Moisture sensitivity
- Reduced long-term property stability
This is why OHV variation is often confused with catalyst or machine problems.
A plant may adjust amine catalyst, silicone, temperature, or water level to correct the symptom. But if the root cause is incoming polyol OHV, those adjustments are only treating the effect, not the cause.
The first question should be: Did the latest polyol batch arrive with a different OHV than the formulation design value?

Why Supplier Patterns Matter
OHV variation is not always random.
Some suppliers may consistently deliver near the lower end of the TDS range. Others may deliver close to the midpoint. Others may show wider batch-to-batch spread.
Every delivery may still be inside specification.
But your production does not care only about whether the batch is inside specification. Your production cares whether the batch matches the formulation baseline.
For example, if your formula was designed around OHV 51, but the supplier repeatedly delivers batches around OHV 47, your plant may be running a different equivalent weight from the design value for weeks or months. This can create a repeated foam property shift that appears to be a production problem.
In reality, it is a raw material data problem.
The solution is to build a supplier OHV profile.
For every batch, record:
- Supplier name
- Polyol grade
- Batch number
- Date received
- CoA OHV
- In-house OHV test result, if available
- Calculated equivalent weight
- Production comments or foam property observations
After 15 to 20 batches, patterns usually become visible. A good supplier profile can show whether a supplier is tight, drifting, or using the full allowed specification range.

Incoming QC Should Treat OHV as a Production-Control Value
Incoming QC often checks whether the polyol batch is inside the TDS specification range.
That is necessary, but it is not enough.
For formulation control, the plant should also ask:
- What is the actual OHV?
- How far is it from the design OHV?
- What is the calculated equivalent weight?
- Does the equivalent weight difference affect the index?
- Should the isocyanate quantity be recalculated before production?
A batch can be acceptable commercially and still require a formulation adjustment. That distinction is important.
| Question | What It Confirms |
|---|---|
| Is the batch within TDS range? | The supplier delivered acceptable material |
| Does the batch match my design OHV? | The formula will run as originally calculated |
The foam plant must answer both questions.
Practical OHV Variation Control Workflow
Use this workflow for every incoming polyol batch:
- Review the Certificate of Analysis.
- Record the actual OHV value.
- Calculate equivalent weight using EW = 56,100 ÷ OHV.
- Compare the new EW against the formula design EW.
- Estimate the index impact.
- Decide whether the formulation needs adjustment.
- Record the batch in a supplier OHV log.
- For critical products, verify OHV in-house using an approved test method.
A simple decision table can help:
| EW Difference from Design | Action Required |
|---|---|
| ≤30 g/eq | Record and monitor |
| 30–70 g/eq | Recalculate index impact and review adjustment |
| >70 g/eq | Adjust formula before production |
These thresholds are most suitable for standard flexible slabstock systems. Higher-specification products, HR foam, and rigid systems may need tighter limits.
The important principle is this: do not wait for foam failure before checking OHV impact.

Use the PolymerIQ Equivalent Weight Calculator
Polyol OHV variation becomes easier to control when equivalent weight is calculated immediately for every batch.
The PolymerIQ Equivalent Weight Calculator helps you convert OHV into equivalent weight quickly and consistently.
Use it when:
- A new polyol batch arrives
- The CoA OHV differs from your design value
- Foam hardness changes without a clear process reason
- You need to check whether index drift is possible
- You are preparing a formulation correction
Open the Equivalent Weight Calculator →
For the basic explanation of hydroxyl value and equivalent weight calculation, read Hydroxyl Value in Polyurethane Foam: What OHV Means and How to Calculate Equivalent Weight.
For the full isocyanate index calculation method, read Isocyanate Index Calculation Guide for PU Foam Engineers.
FAQs
What is polyol OHV variation?
Polyol OHV variation is the batch-to-batch difference in hydroxyl value of the polyol delivered to your plant. Even when every batch is within the supplier’s TDS specification range, the actual OHV can shift by several mg KOH/g between deliveries. This changes the polyol equivalent weight and can affect the isocyanate balance if the formula is not recalculated.
Why does polyol OHV vary between batches even when it’s within TDS specification?
The TDS range is a commercial conformance window — the supplier is allowed to ship anything inside that range. Production conditions, raw material variation, and process control at the polyol manufacturing site can all cause real OHV variation between batches. A polyol with a TDS range of 45–55 mg KOH/g could legitimately deliver one batch at 47 and another at 55, both fully compliant.
Can polyol OHV variation cause foam hardness problems?
Yes. If OHV is lower than the design value and the formula is not recalculated, the actual running index can rise and foam may become harder. If OHV is higher than the design value, the actual index can drop and foam may become softer. The direction of foam property change often reveals the direction of OHV drift.
Should I use OHV from the TDS or the Certificate of Analysis?
Always use the actual OHV from the Certificate of Analysis for the specific batch in production. The TDS range only confirms commercial acceptability — it does not tell you what the batch in your plant today actually contains. Equivalent weight is calculated directly from OHV, so a wrong OHV creates a wrong EW and a wrong isocyanate balance.
How much OHV variation is acceptable without adjusting the formula?
This depends on the product specification, but a practical guideline for standard flexible slabstock is: EW difference ≤30 g/eq can usually be monitored, 30–70 g/eq should be reviewed for index impact, and >70 g/eq generally requires formula adjustment. HR foam, rigid systems, and tight-spec products may need stricter limits.
What’s the first thing to check when foam hardness varies batch to batch?
Check whether the latest polyol batch arrived with a different OHV than the formulation design value. Many plants spend time adjusting catalysts, silicones, temperature, or water levels before realizing the root cause was incoming polyol variation. OHV review should come early in the troubleshooting sequence, not late.
How do I build a supplier OHV profile?
Record every incoming batch with: supplier name, polyol grade, batch number, date received, CoA OHV, in-house OHV (if tested), calculated equivalent weight, and any production observations. After 15–20 batches, patterns usually become visible — whether the supplier delivers tight, drifts in one direction, or uses the full allowed specification range.
Should incoming QC verify OHV in-house?
For critical or high-volume products, yes. CoA values are normally accurate, but in-house verification using an approved method (such as ASTM D4274 or ISO 14900) gives an independent check and helps build trust in the supplier’s data over time. For lower-risk products, CoA values may be sufficient if combined with batch logging and EW recalculation.
Can polyol OHV variation affect compression set?
Yes. If OHV variation causes the actual index to drop below the design target, crosslink density can decrease, leading to poorer compression set, weaker recovery, and aging instability. If the index rises too far, the foam can become brittle and lose elongation. Compression set problems are often a sign that index drift — caused by OHV or other reactive component variation — is present.
Is OHV variation only a problem for flexible foam?
No. Rigid foam, HR foam, semi-rigid foam, and elastomer systems are all affected by polyol OHV variation. The relative impact may be larger or smaller depending on the system, but the principle is the same: OHV controls equivalent weight, equivalent weight controls reactive equivalents, and reactive equivalents control the isocyanate balance.
Key Takeaways
- Polyol OHV variation is one of the most common hidden causes of PU foam quality variation.
- The TDS range only tells you the supplier’s allowed specification window. It does not tell you the exact OHV value of the batch in your plant.
- The Certificate of Analysis gives the batch-specific OHV, and that value should be used to calculate equivalent weight.
- When OHV changes, equivalent weight changes. When equivalent weight changes, the isocyanate balance can change. If the isocyanate quantity is not recalculated, the actual running index may shift even though the formula sheet looks unchanged.
- The diagnostic direction is clear: OHV low → EW high → actual index can rise → foam may become harder. OHV high → EW low → actual index can drop → foam may become softer.
- To control this problem, foam plants should record every CoA OHV, calculate equivalent weight for every batch, build supplier OHV profiles, and review whether formula adjustment is required before production.
Conclusion
If your foam hardness is varying batch to batch and your machine settings have not changed, incoming polyol OHV variation should be checked early.
PolymersIQ can help review your raw material data, calculate the equivalent weight impact, and identify whether OHV variation is shifting your production baseline.
To get accurate support, please share:
- Polyol grade and supplier
- CoA OHV values for recent batches (last 5–10 if available)
- Design OHV used in your original formulation
- Isocyanate type and %NCO
- Target index and any observed foam property changes
- Description of the quality issue you are facing
Contact PolymerIQ for a formulation audit →